Изобретение может быть использовано на металлургических заводах при производстве слитков из полуспокойных и кипящих сталей, предназначенных к прокатке на слябы, и относится к черной металлургии.
Известен слиток полуспокойной и кипящей стали, предназначенный к прокатке на слябы, который представляет собой уширенную книзу пирамиду, в основаниях которой располагаются прямоугольники с небольшой выпуклостью или вогнутостью стенок или с волнистыми стенками (Металлургия стали. Мартеновский процесс. Трубин К.Г., Ойкс Г.Н., М.: Металлургия, 1970, с.621 - стр.336). Такие слитки нашли широкое применение в металлургической промышленности при производстве слябов.
При прокатке слитков на слябинге имеет место неравномерность вытяжки по ширине слитка, обусловленная кристаллической структурой слитка. Результатом этого является возникновение накатов в головной части слитка в виде «рыбьего хвоста», и, как следствие, удаляемая головная обрезь имеет значительную величину.
Известен способ прокатки слитков с предварительным обжатием одного конца слитка и последующей реверсивной прокаткой, применяемый на заводе фирмы «Кавасаки сэйтэцу» (Япония) в Тибе (Рациональные режимы работы блюминга, Гетманец В.В., Шевчук В.Я., М.: Металлургия, 1990, 136 с. - стр.56). Практически, применением данного способа прокатки достигается изменение формы типового слитка, суженного кверху, и получение такой его конфигурации, которая обеспечивает уменьшение накатов в головной части сляба (в головной части слитка образуются перегибы граней). Такой способ значительно уменьшает торцевую обрезь и, кроме того, обеспечивает повышение точности размеров слябов по ширине. Однако для предварительного обжатия одного конца слитка затрачивается дополнительное время, что вызывает некоторые потери производства и дополнительный расход энергоносителей.
Наиболее близким по технической сущности к изобретению является используемый на ряде заводов слиток полуспокойной и кипящей стали, полученный разливкой в изложницы с полузакрытым верхом. Сужающаяся верхняя часть изложницы при разливке не заполняется металлом, перегиб в головной части слитка образуется при росте слитка после отливки. Площадь верхнего сечения изложниц «в свету» примерно в 2 раза меньше, чем в обычных сквозных изложницах. Применение изложниц с полузакрытым верхом позволяет снизить головную обрезь при прокатке приблизительно на 1% (Рациональные режимы работы блюминга, Гетманец В.В., Шевчук В.Я., М.: Металлургия, 1990, 136 с. - стр.70). Недостатком данной технологии является то, что при производстве слитков в полузакрытых изложницах их высота может колебаться, так как величина роста слитков - не постоянная. Как следствие, отличаются размеры верхнего сечения слитка, что затрудняет управление формой торца головной части раската. Такие слитки применяются в основном при производстве блюмов.
В основе изобретения лежит задача уменьшения концевой обрези головной части слитка полуспокойной или кипящей стали после прокатки на слябинге путем выполнения слитков со специальной формой головной части с регламентированными соотношениями углов между образующими поверхности слитка и между вертикальной осью слитка и образующими его поверхности.
Поставленная задача решается тем, что, по меньшей мере, две противоположные боковые грани сужающегося кверху слитка полуспокойной или кипящей стали, поперечное сечение которого описано прямоугольником, соотношение сторон которого превышает 1,2, на высоте 0,7÷0,97 высоты слитка от нижнего основания выполняются по меньшей мере с одним перегибом. Внутренний угол между образующими поверхности слитка в плоскости, перпендикулярной его основанию, должен находиться в пределах 130÷230°, а угол между образующей поверхности слитка и вертикальной осью не должен превышать 50°.
Ближайший аналог - слиток полуспокойной и кипящей стали, полученный разливкой в изложницы с полузакрытым верхом, как и предлагаемый слиток, сужается кверху, имеет верхнее и нижнее основание и боковые грани, в верхней части слитка выполняется перегиб.
От прототипа предлагаемый слиток отличается тем, что, по меньшей мере, на двух противоположных боковых гранях слитка на высоте от нижнего основания 0,7÷0,97 от высоты слитка выполняется, по меньшей мере, один перегиб, причем внутренний угол между образующими поверхности слитка находится в пределах α=130÷230° при угле между образующей поверхности слитка и вертикальной осью, не превышающем β=50°.
Для регулирования формы раската в горизонтальной плоскости применяется изменение формы слитка, однако, если способ прокатки с предварительным обжатием одного конца слитка и последующей реверсивной прокаткой предусматривает проведение специальных операций на прокатном стане для коррекции формы слитка, то выполнение слитка со специальной формой головной части, предлагаемой в данном изобретении, позволяет получить минимальную головную обрезь при использовании режимов обжатий, применяемых при прокате известных слитков полуспокойной или кипящей стали, уширенных книзу. Количество и углы перегибов по каждой из сторон слитка определяются исходя из размеров слитка, размеров готовых слябов и применяемых на слябинге схем прокатки и режимов обжатий. При этом линия каждого перегиба по каждой из сторон слитка не обязательно должна находиться в плоскости, параллельной основанию слитка. Угол перегиба также может меняться по длине каждой из сторон слитка.
Как показали лабораторные исследования, выполнение перегибов на высоте от нижнего основания менее 0,7 от высоты слитка усложняет получение правильной формы раската в плане, а их выполнение на высоте более 0,97 от высоты слитка не оказывает какого-либо влияния на форму головной части прокатываемого сляба.
Минимальный угол между образующей поверхности слитка и вертикальной осью в плоскости, перпендикулярной его основанию, не должен превышать 50°. Это обусловливается образованием поверхностных дефектов на слитках полуспокойной и кипящей стали в зонах с большим углом наклона. Выполнение этого условия определяет минимальный внутренний угол между образующими поверхности слитка в плоскости, перпендикулярной его основанию в зоне перегиба 130°. Максимальный внутренний угол между образующими поверхности слитка в плоскости, перпендикулярной его основанию в зоне перегиба 230°, определен для возможности получения стенки слитка, с уклоном, равным уклону стенки нижней части слитка при выполнении перегибов с углами между образующими поверхности слитка, большими 180°, выше перегибов с углами между образующими поверхности слитка, меньшими 180°.
На фиг.1 изображен пример слябового слитка, в котором для регулирования формы головной части по всем его сторонам выполнено два перегиба 1 и 2.
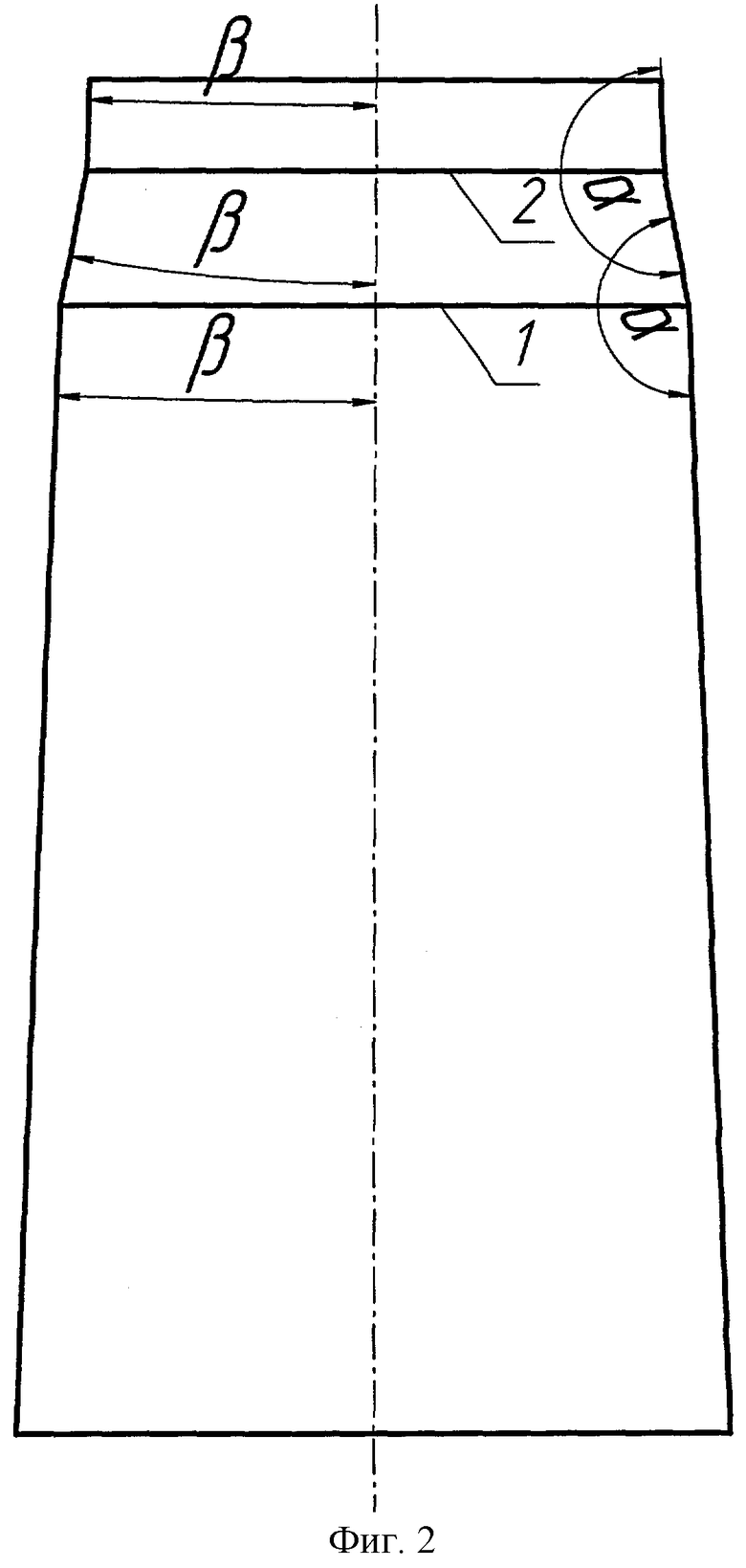
На фиг.2 приведено поперечное осевое сечение этого слитка, показаны перегибы 1 и 2, а также углы между образующими поверхности слитка в плоскости, перпендикулярной его основанию в зоне перегиба α, и минимальные углы между образующей поверхности слитка и вертикальной осью β.
Опробование данного изобретения проведено в условиях ОАО «Запорожсталь» на слитках массой 16 т при прокатке слябов шириной 1300 мм. Для проведения экспериментов были изготовлены специальные изложницы, позволяющие получить слиток с одним перегибом (α=148÷150°) на высоте от нижнего основания, равной 0,93 от высоты слитка. При этом минимальный угол между образующей поверхности слитка и вертикальной осью β головной части слитка выше перегиба составил 32÷35°.
Анализ проведенных экспериментов позволил сделать вывод, что разработанный слиток позволяет сократить обрезь головной части сляба на 1,4%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| СПОСОБ ПРОИЗВОДСТВА СЛЯБОВ ИЗ УГЛЕРОДИСТЫХ СПОКОЙНЫХ, ПОЛУСПОКОЙНЫХ И КИПЯЩИХ МАРОК СТАЛЕЙ | 1996 |
|
RU2111804C1 |
| СЛИТОК ПОЛУСПОКОЙНОЙ и КИПЯЩЕЙ МАРОК СТАЛИ | 1970 |
|
SU280777A1 |
| СЛИТОК, УШИРЕННЫЙ КВЕРХУ | 1992 |
|
RU2030953C1 |
| Способ производства слябов из слитков | 1988 |
|
SU1629116A1 |
| Способ обработки слитка полуспокойной стали | 1989 |
|
SU1678521A1 |
| Изложница для слитков | 1977 |
|
SU728982A1 |
| Стальной слиток | 1987 |
|
SU1574349A1 |
| Сталь | 1990 |
|
SU1749296A1 |
| Изложница для отливки слитков из кипящей и спокойной стали | 1986 |
|
SU1440602A1 |
Изобретение относится к области металлургии, конкретно к производству слитков, предназначенных к прокатке на слябы. Слиток выполнен с поперечным сечением в виде прямоугольника, сужающимся кверху. По меньшей мере две противоположные боковые грани на высоте 0,7÷0,97 высоты слитка от нижнего основания выполнены по меньшей мере с одним перегибом. При этом внутренний угол между образующими поверхности слитка в плоскости, перпендикулярной его основанию, находится в пределах 130÷230°, а угол между образующей поверхности слитка и вертикальной осью не превышает 50°. Использование изобретения обеспечивает уменьшение концевой обрези головной части слитка. 2 ил.
Слиток полуспокойной или кипящей стали, поперечное сечение которого описано прямоугольником, соотношение сторон превышает 1,2, сужающийся кверху, имеющий верхнее и нижнее основания и боковые грани, отличающийся тем, что по меньшей мере две противоположные боковые грани слитка на высоте 0,7÷0,97 высоты слитка от нижнего основания выполнены по меньшей мере с одним перегибом и внутренним углом между образующими поверхности слитка в плоскости, перпендикулярной его основанию, в пределах α=130÷230° при угле между образующей поверхности слитка и вертикальной осью, не превышающем β=50°.
| ГЕТМАНЕЦ В.В | |||
| и др | |||
| Рациональные режимы работы блюминга, М., Металлургия, 1990, с.70 | |||
| Слиток | 1986 |
|
SU1470428A1 |
| СЛИТОК ПОЛУСПОКОЙНОЙ и КИПЯЩЕЙ МАРОК СТАЛИ | 0 |
|
SU280777A1 |
| Стальной слиток | 1987 |
|
SU1574349A1 |
| Стальной слиток | 1980 |
|
SU944755A1 |
| Изложница для отливки слитков из кипящей и спокойной стали | 1986 |
|
SU1440602A1 |

