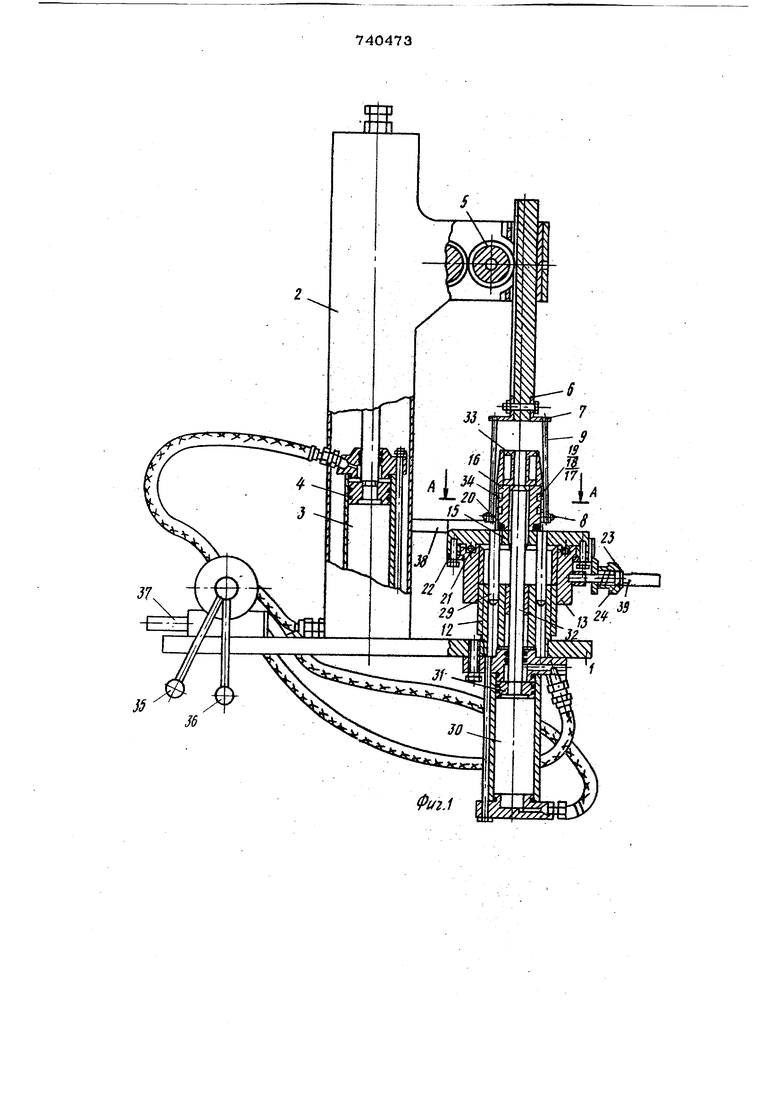
йневмояялиндра 3, шток 4 которого чере ре§чкую передачу S свя;зан с тогасателем бэ состоящим из верхнего шюка 7 и нижнего разрезного кольца S, юоединен гых посредством угфугнх стержней 9с Разрезное кольцо 8 состоит из отдельных сегментов 10, схваченных упругим кольиом 11. На основании. аа1феплен нолый. с наружной иесамотормозящейся : ленточной резьбой корпус ДЗэ на котором установлена поворотная гайка IB, На торцовой части гайки 13 устаноЕлен сцетрирсванный относительно нее стол 14 с отверстием 15 для размеще шя щзлинврнческой детали-поршня 16 с канавками 17,18, 19 под уплотнительные эластичные кольца 20. Между столом 14 и торцом гайки 13 установлена подшипниковая опсфа 21 От осевого смещения стола 14 относительно гайки 13 предусмотрено опорное кольцо 22. На гайке 13 установлена фшссирующая ручка 23 (фиксирующий элемент) с пружиной 24 и стержнем 25, а на боковой поверхности стола 14 вьполнень углубления: 26, 27, 28, количество которых равно числу наружных канавок на поршне 16. Расстояние между углублениями пропорционально уровням расположения наружных канавок 17, 18 и 19. и соответственно уровням рабочих положений стола 14„ СтолД4 с корпусом 12 связан направляющими стержнями 29 для предупреждения вращения стола coB vfecT™ но с гайкой при ее осевом смещении На основании 1 s нижней его чаС1Н не подвижно закреплен пневмошглиндр 30, шток 31 которого связан с цилингфической оправкой 32, установленной толкателю 6, столу 14, корпусу 12 и гайке 13. На конце цнлиниричесжой опра& ки 32 устанавливается конусная опраша 33 с юбкой 34, перекрывающей устанавливаемую на стол 14 цилиндрическую деталь-поршень 16 до нижней канавйй 17, Конусная оправка 33 в проиессе монтажа эластичных колец относительно основания 1 непод жна. При нижнем положении што ка 31 пневмоцилиндра ЗО конен яилиндp ческой оправки размещается за прейелам .плоскости стола 14. Управление пневмоцнлйнДрами 3 и ЗО обеспечивается золотниками 35 и 36 сое динет1ыми с пневмомагистралью 37, На 1№рхнем уровне стола 14 размеще лоток 38 для поршней (заготовоа), яа 7 34 шикнем уровне-лоток39 для готовых поршне йо Устройство работает следующим образом, Золотшзсом 35 толкатель 6 устанавливается Б крайнее верхнее положение. Посредством поворота ручки 23 гайки 13 и установкой фиксирующего стержня 25 в углубление 26 стол 14 устанавливается в крайнее верхнее положение, на уровне лотка 38, на котором размещены подготовленные к монтажу элас-гичных колец .цилиндрические деталипоршни 16. В центре стола 14 размещается цилиндрическая деталь-поршень 16 и на него нанизывается конусная оправка 33s юбка 34 которой перекрывает цилиндрическую деталь-поршень до нижней канавки 17, затем золотником 36 цилиндрическая оправка 32 устанавливается в крайнее верхнее положение, при этом цилиндрическая деталь-поршень 16 и ко- оправка 33 центрируются на цилиндрической оправке. .На конусную опрйвку ЗЗ устанавливают эластичное кольцо 20 и посредст вом золотника 35 толкатель; 6 перемещается в крайнее нижнее положение. При этом сегментами 10 толкателя эластичное кольцо 20 сначала с конусной, а затем с ци шндрической части оправки 32 сдвигается в кольцевую канавку 17 цилинйрической детали-поршня 16. Золотником 35 толкатель 6 воз ашают в верхнее исходное положение и поворотом ручки 23. гайки 13 и установкой фиксирующего стержня . 25 в углубление 27 стол 14 спускают на .вторую рабоч;уЮ Ступень, срсхгветствующую уровню расположения второй наружной канавки 18 цилиндрической детали-поршня от носительно конца юбки 34 конусной оп- равки 33, На конусную оправку помещают второе эластичное кольцо и золотником 35 приводят в движение толкатель 3, который СБОЯМИ сегментами 1О сдвигает эластичное кольао в наружную канавку 18 цилиндрической детали-поршня 3.6, Далее золотникрм 35 толкатель 6 воз ащают в верхнее исходное положение, н стол 14 с Ш1 лингфической деталью-поршкем 16 опускают еще на одну ступень на уровень лотка 39 для выгрузки готовой проиукиии, устанавливают очередное третье эяастйчное кольао ка конусную оправку. Золотником 35 приводят в движение толкатель 6 и сдвигают эластичное кольцо в последнюю наружную канавку 19, Затем толкатель 6 возвращают в исходное верхнее положение и золотником Зв цилиндрическую оправку 32 устанавливает & крайнее нижнее положение, конец которой при этом размещается за пределами плоское;, и стола 14, Затем конусная опра ка снимае АЧ я с поршня и последний сдви гается по столу 14 на лоток 39 готово продукции. Для монтажа комплекта колец на следующий поршень стол 14 поднимается в исходное верхнее положение, соответствующее положению фиксирующей ручки 23 в углублении 26, формула изобретения 1, Устройство для монтажа комплекта эластичных колец в наружные канавки цилиндрических деталей, содержащее основание, толкатель кощгсную anpaixy с юбкой и средство, имеющее цилиндрическую оправку, для базирования детали и конусной оправки, отличающееся .тем, что, с целью повышения производительности труда, средство для базирования детали и кос гсной оправкв выполнено в виде полого корпуса с наружной резьбой, непоовижво закрепленного на основании, я взаимодействующей с ним поворотной айкн, несущэй на своем торце стол, связанный направлякх щими с ксфпусом, причем гайка имеет фикскруюший элемент, а на боковой поверхшхгги стола расположены углубления под этот фшссвруюошй элемент, 2, Устройство по п, 1, о т л и ч аю щ е е с я тем, что цилиндрическая опрвка установлена с возможностью перв мешения вдоль оси сборки и расположена в полости, образованной поверхностями стола, гайки и корпуса, соосно им и толкателю. Источники ив})ормашга, принятые во внимание щэн экспертизе 1, Авторское ситиетельство СЮСР № 4711988, кл, В 23Р 19/08, 1975,


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для монтажа эластичных колец в наружные канавки цилиндрических деталей | 1980 |
|
SU876356A2 |
| Устройство для монтажа эластичных колец | 1974 |
|
SU471988A1 |
| Устройство для установки упругих колец в наружные канавки цилиндрических деталей | 1981 |
|
SU1009691A1 |
| Устройство для установки упругих колец в канавки цилиндрических базовых деталей | 1979 |
|
SU952507A1 |
| Устройство для установки эластичных колец в наружные канавки деталей | 1979 |
|
SU770728A1 |
| Устройство для установки упругих колец в наружные канавки цилиндрических деталей | 1977 |
|
SU655500A1 |
| Устройство для дорнования | 1975 |
|
SU557885A1 |
| Устройство для установки упругих колец в канавки цилиндрических базовых деталей | 1987 |
|
SU1425026A2 |
| Устройство для накатки профиля на поверхности деталей | 1990 |
|
SU1734979A1 |
| УСТРОЙСТВО ВЫДАЧИ ШТИФТОВ | 2010 |
|
RU2468767C2 |