(54) СПОСОБ РЕГУЛИРОВКИ РАВНОМЕРНОСТИ ЗАЗОРА В ГИДРОСТАТИНЕСКОМ
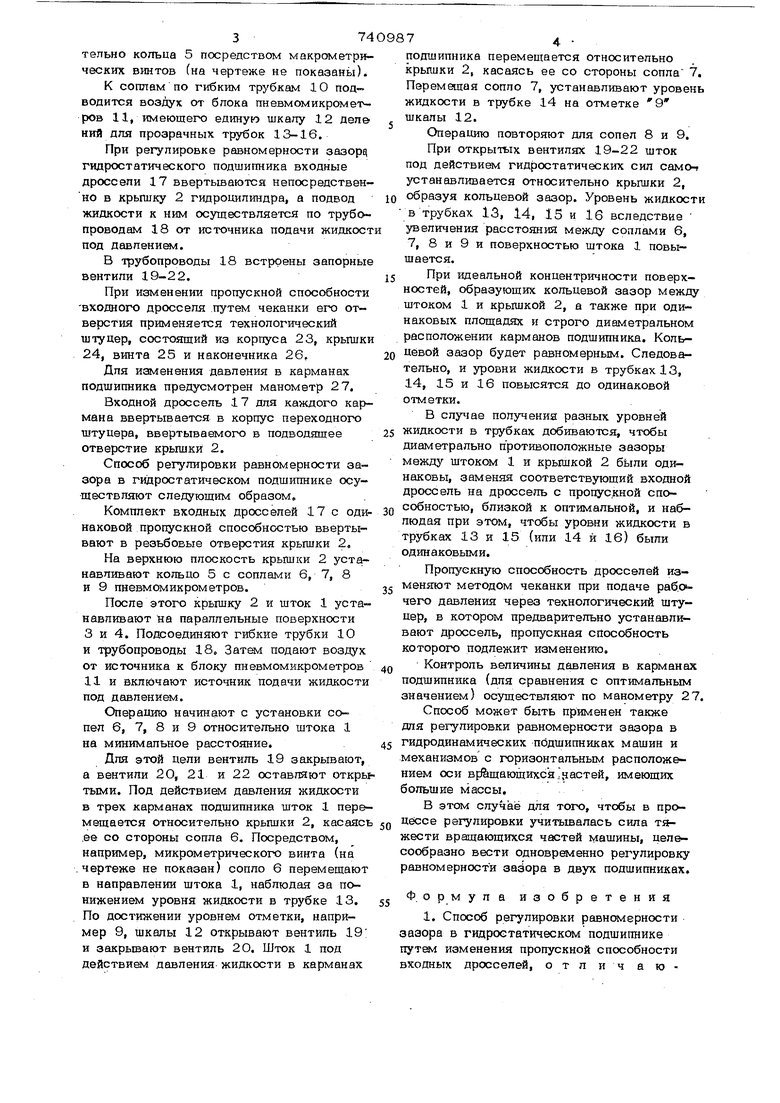
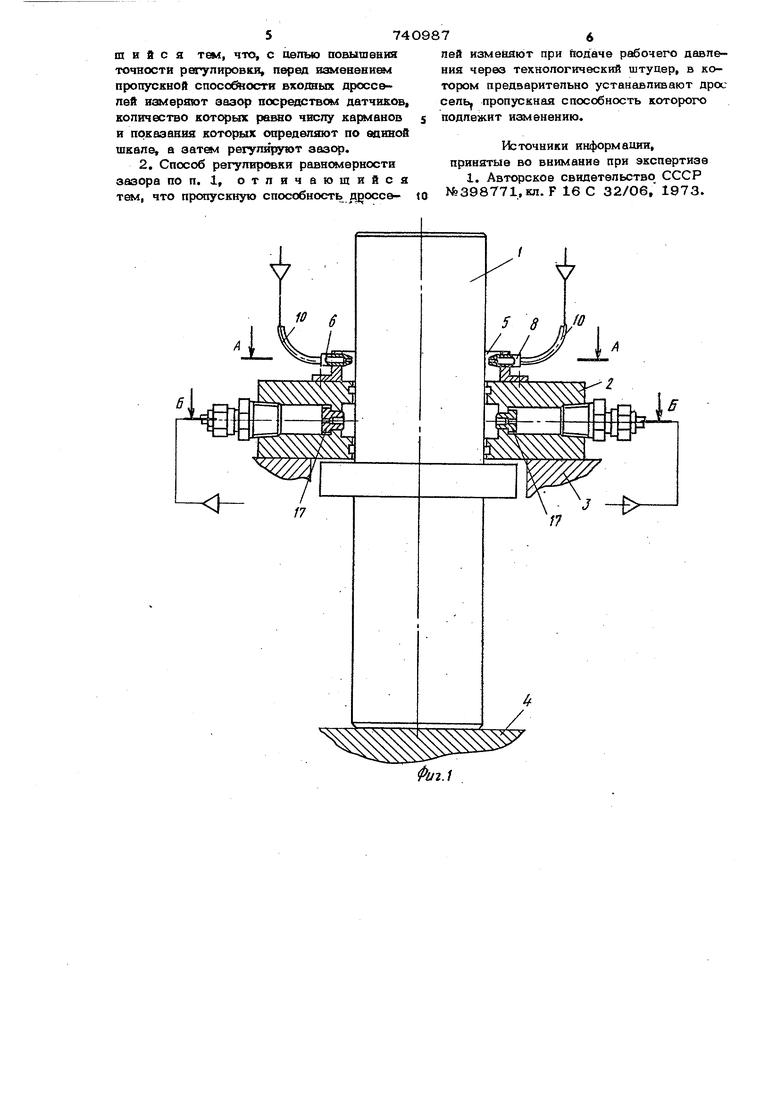
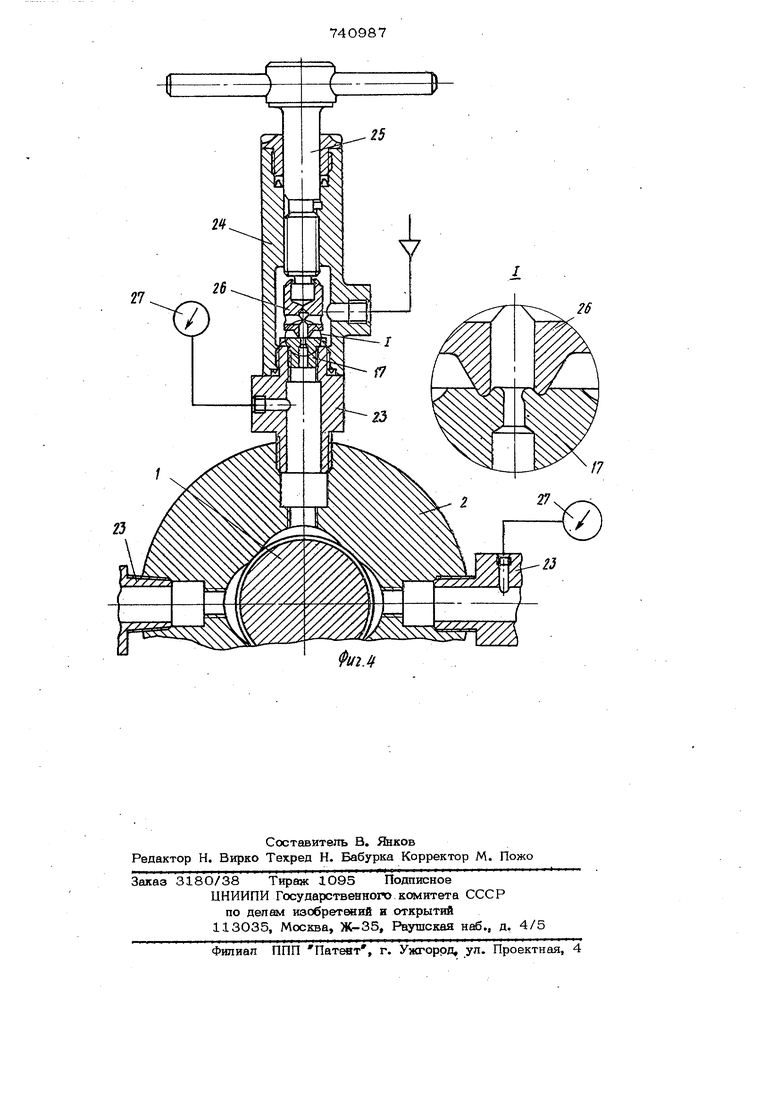
i Изобретение относится к машиностроению, а именно к гидростатическим опорам скольжения. Известен способ регулировки равномерности зазора в гидростатическом подшипнике путем изменения пропускной способности входных дросселей. По известному способу регулировка равномерности зазора заключается в создании равенства давлений в карманах подшипника иут&л изменения пропускной способности входных дросселейОанако при равенстве давлений-в карманах подшипника равенство гидростатических сил возможно только при условии равенства опорных площадей и строгом диаметральном расположении карманов под шипника, что практически трудно осуществимо. Целью гаобретения является повышение точности регулировки зазора в гидростаттическом подшипнике. Обеспечивается данная цель тем, что перед изменением пропускной способности ПОДШИПНИКЕ входных дросселей измерясют зазор посредством датчиков, количество которых равно числу карманов и показания которых определяют по единой шкале, а затем регулируют зазор. Кроме тогю, пропускную способность дросселей изменяют при подаче рабочего давления через технологический штуцер с предварительно установленным дросселем, пропускная способность которого подлежит изменению. На фиг. 1 представлен гидростатический подшипник, продольный разрез5 на фиг. 2 - сечение А-А фиг 1; на фиг. 3 сечение Б-Б фтп:. 1; на фиг. 4 - технологический штуцер, разрез и узел I. Шток 1 и крышка 2, oбf)aзyющиe подшипник, установлены на параллельные. поверхности 3 и 4 (рабочее положение гидрошпиндра). На крышке 2 закреплено кольцо 5, в диаметрально расположенных отверстиях которого помещены сопла 6, 7, 8 и 9 пневм ом икромет ров. Эти сопла могут перемещаться Б отверстиях относи- 374 тельно KOTibua 5 посредством макрометрических винтов (на чертеже не показаны) К соплам по гибким трубкам 10 под- водится воздух от блока пневмомикрометров 11, имеющего единую шкалу 12 деле НИИ для прозрачных трубок 13-16. При регулировке равномерности зазору гидростатического подшипника входные дроссепи 17 ввертываются непосредственно в крышку 2 гидроцилиндра, а подвод жидкости к ним осуществляется по трубопроводам 18 от источника подачи жидкост под давлениетл. В трубопроводы 18 встроены запорные вентили 19-22. При изменении пропускной способности ВХОДНОГО дросселя путем чеканки его отверстия применяется технологический штуцер, состоящий из корпуса 23, крышки 24, винта 25 и наконечника 26, Для изменения давления в карманах подшипника предусмотрен манометр 27. Входной дроссель 17 для каждого кармана ввертывается в корпус переходного штуцера, ввертываемого в подводящее отверстие крышки 2. Способ регулировки равномерности зазора в гидростатическом подшипнике осуществляют следующим образом. Комплект входных дросселей 17с одинаковой пропускной способностью ввертывают в резьбовые отверстия крышки 2. На верхнюю плоскость крышки 2 устанавливают кольцо 5 с соплами 6, 7, 8 и 9 пневмомикрометров. После этого крышку 2 и шток 1 устанавливают на параллельные поверхности 3 и 4. Подсоединяют гибкие трубки 10 и трубопроводы 18. Затем подают воздух от источника к блоку пневмомикрометров 11 и включают источник подачи жидкости под давлением. Операцию начинают с установки сопел 6, 7, 8 и 9 относительно штока 1 на минимальное расстояние. Дня этой цели вентиль 19 закрывают, а вентили 20, 21 и 22 оставляют открь тыми. Под действием давления жидкости в трех карманах подшипника шток 1 перемешается относительно крышки 2, касаясь .ее со стороны сопла 6. Посредством, например, микрометрического винта (на чертеже не показан) сопло 6 перемещают в направлении штока 1, наблюдая за понижением уровня жидкости в трубке 13. По достижении уровнем отметки, например 9, шкалы 12 открывают вентиль 19; и закрьтают вентиль 2 О. Шток 1 под действием давления жидкости в карманах 7 подшипника перемещается относительно крьпики 2, касаясь ее со стороны сопла 7. Перемещая соппо 7, устанавливают уровень жидкости в трубке 14 на отметке 9 шкалы 12. Операцию повторяют для сопел 8 и 9. При открытых вентил$1Х 19-22 шток под действием гидростатических сил само устанавливается относительно крышки 2, образуя кольцевой зазор. Уровень жидкости в трубках 13, 14, 15 и 16 вследствие увеличения расстояния между соплами 6, 7, 8 и 9 и поверхностью штока 1 повышается. При идеальной концентричности поверхностей, образующих кольцевой зазор между штоком 1 и крышкой 2, а также при одинаковых площадях и строго диаметральном расположении карманов подшипника. Кольдевой зазор будет равномерным. Следовательно, и уровни жидкости в трубках 13, 14, 15 и 16 повысятся до одинаковой отметки. В случае получения разных уровней жидкости в трубках добиваются, чтобы диаметрально противоположные зазоры между штоком 1 и крышкой 2 были одинаковы, заменяя соответствующий входной дроссель на дроссель с пропускной способностью, близкой к оптимальной, и наблюдая при этом, чтобы уровни жидкости в трубках 13 и 15 (или 14 и 16) были одинаковыми. Пропускную способность дросселей изменяют методом чеканки при подаче раб.о. чего давления через технологический штуцер, в котором предварительно устанавливают дроссель, пропускная способность которого подлежит изменению. Контроль величины давления в карманах подшипника (для сравнения с оптимальным значением) осуществляют по манометру 27. Способ может быть применен также для регулировки равномерности зазора в гидродинамических подшипниках машин и механизмов с горизонтальным расположением оси врйщающихся „частей, имеющих большие массы. В этом случае для того, чтобы в регулировки учитьшалась сила тяжести вращающихся частей машины, целесообразно вести одновременно регулировку равномерности заёора в двух подшипниках. Ф. ормула изобретения 1. Способ регулировки равномерности зазора в гвдроетатическом подшипнике путем изменения пропускной способности входных дросселей, о т л и ч а ю
ш н ft с я тем, что, с целью аовышевия точности регулировки, перед изменввием пропускной способности входвых дросселей измеряют зазор датчиков, количество равно числу карданов и показания которых определяют по епинов шкале, а затем регулируют зазор.
2. Способ регулир жки равномерности зазора по п. 1, отличающийся тем, что пропускную способность д осс&пей изменяют при йодаче рабочего давления через технологический штуцер, в котором предварительно устанавливают дрос сель пропускная способность которого подлежит изменению.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №398771, кл. F 16 С 32/06, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адаптивнойпОдНАСТРОйКи СиСТЕМы Спид | 1979 |
|
SU831508A1 |
| РЕГУЛЯТОР ДЛЯ ГИДРОСТАТИЧЕСКИХ ОПОР | 2011 |
|
RU2487280C1 |
| Гидроцилиндр | 1981 |
|
SU1028138A1 |
| ДРОССЕЛЬНЫЙ АДАПТИВНЫЙ ДЕЛИТЕЛЬ ПОТОКА | 2023 |
|
RU2804012C1 |
| Шпиндельный узел | 1983 |
|
SU1126377A1 |
| Многопоточный регулятор для гидро-статических опор | 1974 |
|
SU508602A1 |
| Устройство для динамического дробления стружки | 1979 |
|
SU874263A2 |
| РОТАЦИОННАЯ МАШИНА (ВАРИАНТЫ) | 2018 |
|
RU2790108C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗАЗОРА В ШАТУННОМ ПОДШИПНИКЕ КОЛЕНЧАТОГО ВАЛА ПРИ ИСПЫТАНИИ И ДИАГНОСТИКЕ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ АВТОМОБИЛЕЙ, ТРАНСПОРТНЫХ И ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКИХ МАШИН | 2018 |
|
RU2691259C1 |
| Устройство для зажима инструмента в шпинделе металлорежущего станка | 1985 |
|
SU1340931A1 |
Фи2.
