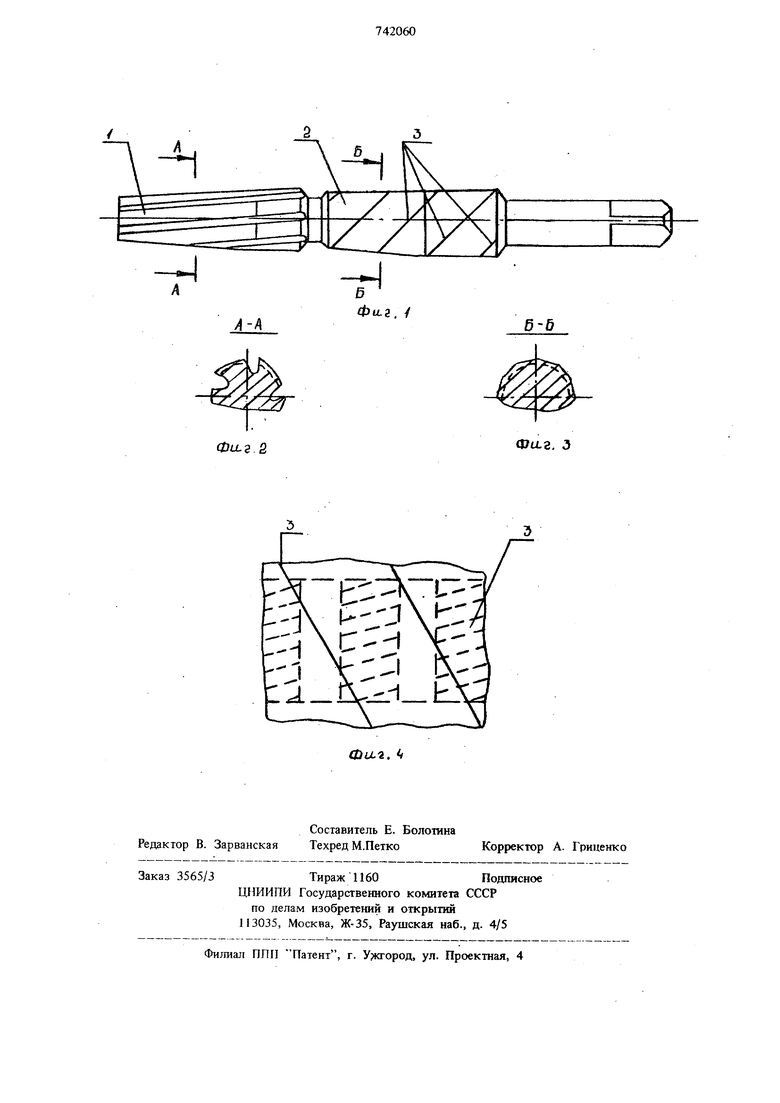
Изобретение относится к области металлоОбработки, а именно к образованию резьбы в отверстиях метчиками. Известен метчик, прилегающий к хвостовику, участок которого вьшолнен с винтовым расположением резьбообразующих элементов В метчиках число резьбообразующих элементов определяется условиями пластического деформирования и не связано с углом наклона их винтовой линии относительно оси инструмента. При изготовлении такими метчиками резьбы в прерывистых отверстшгх с чередующимися резьбовыми участками и пазами, например в круглых плашках, в каждый из моментов формирования резьбы резьбообразующие элементы метчика взаимодействуют только с частью резьбовых участков обрабатьшаемого отверстия в то время как другие резьбовые участки не находятся в контакте с инструментом. Вследстви этого, в прерьтистых отверстиях, такие метчики динамически неуравновешены, что вызьшает биение и вибрации и исключает возможность изготовления качественной резьбы. Цель изобретения - повыщение качества ьбы при образовании ее в прерьшистых ерстиях. Указанная цель достигается тем, что утоп нана винтовой линии и число резьбообразуих элементов связаны между собой отнощем:яр а tgw .) угол наклона винтовой линии CJ резьбообразующих элементов метчика; число резьбообразующих элементов метчика; коэффициент, показывающий число резьбообразующих элементов, одновременно находящихся в контакте с наименьщим из резьбовых участков (может принимать значения от 1 до 2); диаметр обрабатываемого отверD - стия; - длина дуги наименьшего из резьбовых участков обрабатываемого отверстия; глубина обрабатываемого отверстия. Н5 фиг. 1 схематически изображен предлагаемый метчик; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - развертка части поверхности обрабатьшаемого отверстия, включающей наимень ший из резьбовых участков. Метчик содержит 1, работающий м тодом снятия стружки, расположенный у рабочего торца, и участок 2, прилегаючщй к хвостовику, работающий методом пластической деформации. Участок 2. выполнен с многогранной формой поперечного сечения и с винтовым 3 расположе}шеГм резьбообразуюищх элементов При образовании резьбы участок 1, работающи методом снятия стружки, ведет метчик в осевом направлении и осуществляет предварительное образование резьбы. Участок 2 метчика за вершает образование резьбы методом пластической деформации металла. При этом соотнощение числа Z и утла w наклона винтовой линии резьбообразующих элементов участка 2 обеспечивает непрерывный контакт каждого из резьбовых участков обрабатываемого отверстия с одним-двумя резьбообразующими элементами. При этом угол наклона и число резь бообразующих элементов связаны между собой отнощением: яОт, ZHН угол наклона винтовой линии где со резьбообразующих элементов метчика; число резьбообразующих элементов метчика; коэффициент, показывающий ЗД1СЛО резьбообразующих элемен тов, находящихся одновременно в конт кте с наименьщим из резьбовых участков (выбирается в пределах от 1 до 2); диаметр обрабатываемого отверстия;длина дуги наименьщего из резьбовых з астков обрабатываемого отверстия; глубина обрабатываемою отверстия. Из этого соотнощения оптимальное- число граней выбирают таким, чтобы избежать существенного возрастания крутящего момента и ухудщения условий подачи смазочно-охлаждающей жидкости в зону обработки, а угол наклона винтовой линии резьбообразующих элементов - чтобы исключить искажения угла и профиля резьбы. Таким образом, такое конструктивное выполнение метчика обеспечивает повышение Качества резьбы при образовании ее в прерывистых отверстиях. Формула изобретения Мегшк,-прилегающий к хвостовику, участок которого выполнен с винтовым расположением резьбообразующих элементов, отличающийся тем, что, с целью повыщения качества резьбы при образовании ее в прерывистых отверстиях, например круглых плаижах, угол наклона винтовой яи1ши и число резьбообразующих элементов связаны между собой отношением.„ tgw К 2Н - Н где со - угол наклона винтовой линии резьбообразующих элементов метчика; число резьбообразуюищх элементов метчика; коэффициент, показывающий число резьбообразующих элементов, одновременно находящихся в контакте с наименьшим из резьбовых участков (может принимать значения от 1 до 2); диаметр обрабатываемого отверстия;длина дуги наименьшего из резьбовых участков обрабатываемого отверстия; глубина обрабатываемого отверстия. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 506476, кл. В 23 G 5/06, 1973.
б-б
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик | 1987 |
|
SU1683916A1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| Резьбовыдавливающий инструмент | 1980 |
|
SU940970A1 |
| Ступенчатый метчик для изготовления резьбы методом пластической деформации | 1982 |
|
SU1143535A2 |
| Метчик | 1990 |
|
SU1808547A1 |
| МЕТЧИК | 1972 |
|
SU422553A1 |
| Метчик | 1986 |
|
SU1371811A2 |
| Инструмент для планетарного накатывания резьбы с осевым колебанием формообразующей поверхности | 2015 |
|
RU2612857C1 |
| МЕТЧИК БЕССТРУЖЕЧНЫЙ | 1991 |
|
RU2009750C1 |
| СТУПЕНЧАТЫЙ МЕТЧИК ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ МЕТОДОМ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1972 |
|
SU349507A1 |