1
Изобретение относится к металлообработке.
Известны метчики, резьбообразующие элемеиты на заборном конусе которых выполнены в виде перьев.
Предлагаемый метчик отличается от известного тем, что количество резьбообразующих элементов на калибрующей части превышает их число на заборном конусе.
Резьбообразующие элементы на калибрующей части выполнены в виде перьев и число перьев на участке заборного конуса, прилегающем к калибрующей части, соответствует числу перьев на ней.
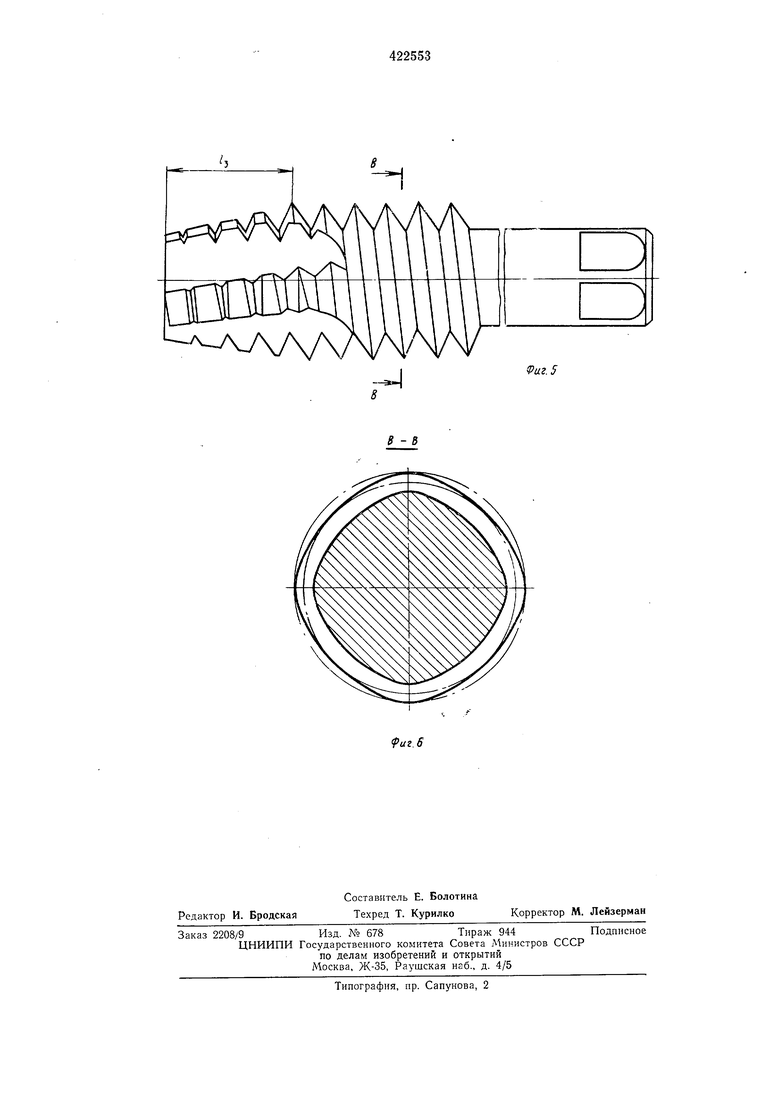
Поперечное сечение калибрующей части имеет форму многогранника, верщины которого являются резьбообразующими элементами.
Такое выиолнение метчика обеспечивает образование точных резьб в отверстиях с прерывистой поверхностью и неравномерным выходом.
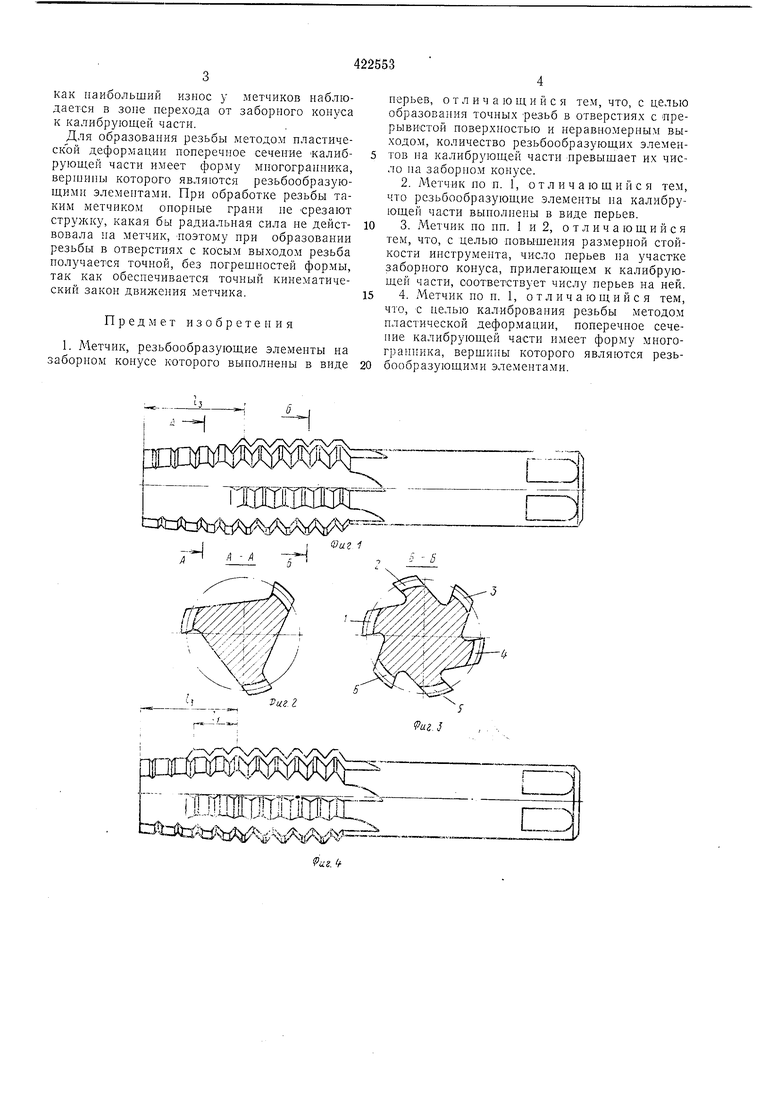
Па фиг. 1 изображен метчик с увеличенным числом 1перьев па калибрующей части; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3-разрез по Б-Б на фиг. 1; на фиг. 4- метчик, число перьев на участке заборного конуса которого, прилегающем к калибрующей части, соответствует числу перьев на ней; на фиг. 5 - метчик, калибрующая часть которого имеет в сечении форму многогранника; на фиг. 6 - разрез по В-В на фиг. 5.
Заборный конус на длине Is метчика выполняется, например, с тремя перьями, а на калибрующей части - с щестью перьями 1-6. Метчик также может быть изготовлен с тремя перьями только на начальном участке заборного конуса, а на участке, прилегающем к калибрующей части, с таким же числом перьев как на ней, причем , где S - щаг резьбы. Число перьев на калибрующей части выбирается в зависимости от угла наклона косого (неравномерного) выхода обрабатываемого отверстия.
При нарезании резьбы в отверстиях с косым выходом в тот момент, когда уменьщеиное число зубьев (перьев) заборного конуса начинает выходить из отверстия на них в радиальном направлении действует сила, которая через увеличенное число режущ,их кромок (перьев) на калибрующей части передается на нарезанный профиль резьбы. Если удельная сила, приходящаяся на 1 мм длины боковых режущих кромок калибрующих зубьев, меньще удельной силы на врезание, то подрезания готового профиля резьбы не будет. Это обеспечивает конструкция метчиков с увеличенным числом перьев па калибрующей части. Паличие на заборном конусе метчика участка /1 повышает его размерную стойкость, так
как наибольший износ у метчиков наблюдается в зоне перехода от заборного конуса к калибрующей части.
Для образования резьбы методом нластической деформации поперечное сечение -калибрующей части имеет форму многогранника, вершины которого являются резьбообразующими элементами. При обработке резьбы таким метчиком онорные грани не срезают струлску, какая бы радиальная сила не деиствовала на метчик, поэтому при образовании резьбы в отверстиях с косым выходом резьба получается точной, без погрешностей формы, так как обеспечивается точный кинематический закон движения метчика.
Предмет изобретения
1. Метчик, резьбообразующие элементы на заборном конусе которого выполнены в виде
перьев, отличающийся тем, что, с целью образования точных резьб в отверстиях с прерывистой поверхностью и неравномерным выходом, количество резьбообразующих элементов на калибрующей части превышает их число на заборном конусе.
2.Метчик по н. 1, о т л и ч а ю ш и и с я тем, что резьбообразующие элементы на калибрующей части вынолнены в виде нерьев.
3.Метчик но нп. 1 и 2, отличающийся тем, что, с целью новышения размерной стойкости инструмента, число перьев на участке заборного конуса, прилегающем к калибрующей части, соответствует числу перьев на ней.
4.Метчик по п. 1, отличающийся тем, что, с целью калибрования резьбы методом пластической деформации, поперечное сечепие калибрующей части имеет форму многогранника, верщины которого являются резьбообразующими элементами.
tfttoJ,
Фиг 1
jjitw w w Риг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| Метчик для нарезания точных резьб и способ его изготовления | 1987 |
|
SU1562073A1 |
| Метчик бесстружечный | 1985 |
|
SU1243872A1 |
| Деформирующий метчик | 1978 |
|
SU721206A1 |
| Метчик и способ его изготовления | 1976 |
|
SU589096A1 |
| Метчик для нарезания крупных цилиндрических резьб | 1983 |
|
SU1144814A1 |
| Метчик для нарезания точных резьб | 1979 |
|
SU831445A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ ТОЧНЫХ РЕЗЬБ | 1991 |
|
RU2021085C1 |
| Резьбовыдавливающий инструмент | 1980 |
|
SU940970A1 |