Доставленная цель достигается тем, что контролируют время разгона шпинделя станка после включения до частоты вращения шпинделя, равной контрольной частоте вращения, соответствующей линейному- участку динамической скоростной характеристики привода шпинделя, фиксируют его и определяют напряжение пропорциональное диаметру шлифовального круга в соответствии с функциональной зависимостью от этого времени параметров привода и круга, а устройство содержит последовательно соединенные к выходу нуль-органа блок отсчета и запоминания времени разгона, блок умножения, сумматор, блок нелинейности, блок гиперболического преобразователя и блок се,лекции наибольшего значения, выход которого подключен к тиристорному преобразователю, причем блок умножения содержит схему задания параметров привода и двигателя, сумматор-схему задания коэффициентов, а блок селекции наибольшего значения - задатчик частоты вращения при неизношенном круге.
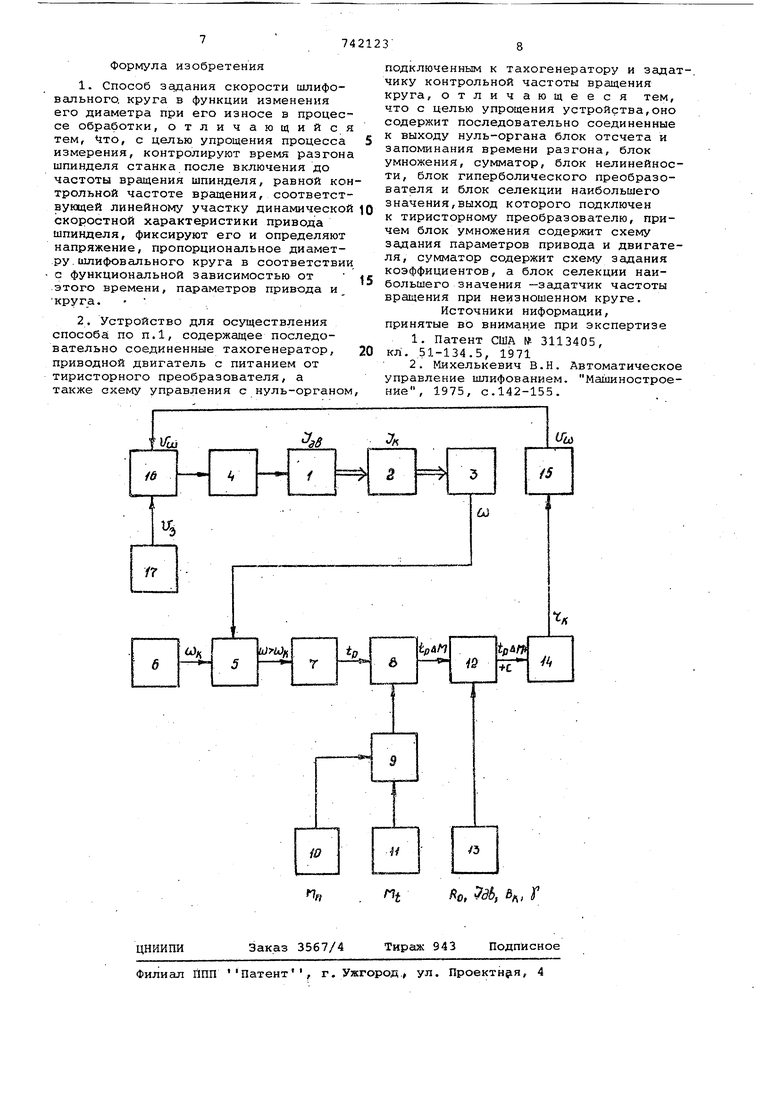
На чертеже представлена блок-схема устройства задания частоты вращения шлифовального круга.
Способ задания скорости шлифовального круга основан на решении уравнения движения привода шлифовального круга:
2iib
n-M,«(V)cIdt (2)
где М ,Mj, - соответственно пусковой момент приводного двигателя и момент сопротивления;
J GI - соответственно момент инерции двигателя со
шпинделем и шлифовального круга;
lU - частота вращения двигателя ;
t - время.
При работе двигателя привода шлифовального круга от статического преобразователя пусковой момент М,, остается постоянным на протяжении практически всего процесса пуска.
Если в качестве контрольной выбрать частоту (Л) к на линейном участке динамической скоростной характеристики (tUj 0,,5и;„) и рассматривать процесс пуска от О до частоты вращения (JUK / уравнение (2) преобразуется
Мп-«с (3,+3.) , (3) где tjj) .- время разгона до частоты вращения uj.
Момент инерции Q. является постянной величиной. Момент инерции шлифовального круга Пц определяется его массой и размерами:
2
(4)
где m - масса шлиЛовального кругаj р -- рпиус инерции J
r,pRy- соответственно текущее значение радиуса шлифовального круга и радиус отверстия в нем.
В свою очередь, масса шлифовальнокруга определяется из выражения
(5)
v KV- H-Rob
где /jj - удельный вес материала
круга; В„- ширина круга.
Подставляя выражения (4) и (5) в уравнение (3) и решая его относительно текущего значения радиуса круга, получим
.(
или с учетом постоянства ряда чин: (
20 где
;
1 . л ч
K.RJ- -9
(8)
3 о 3tB./y
Таким образом, фиксируя в процессе пуска шпинделя шлифовального станка время разгона tp его до скорости на линейном участке динамической характеристики, можно из выражения С) вычислять величину радиуса шлифовсшьного круга.
Преобразуя радиус круга г в электрический сигнал
. 2 MNMN- ch sX 9) где К - коэффициент преобразования,
можно использовать электрический сигнал для задания частоты вращения шлифовального круга. При пуске износившегося круга изменяется время tp и соответственно сигнал Up, регулируя соответствующим образом заданную частоту вращения. Для реализации закона (1) необходимо преобразовать величину U-J3 в обратно пропорциональную.
Коррекция сигнала задания частоты вращения в соответствии с. предлагаемым способом осуществляется при каждом пуске шлифовального круга. Обычн шлифовальный круг пускается не реже чем два раза за смену. Поскольку, с учетом стойко ти современных кругов, за период времени между двумя пусками круг изнашивается незначительно, периодичность коррекции сигнала задания по предлагаемому способу не вносит ощутимых погрешностей в точность поддержания постоянной скорости резания.
Двигатель шлифовального круга 1 с укрепленными на его валу шлифовальным кругом 2 и тахогенератором 3 питается от тиристорного регулируемого гчреобраэователя 4. Тахогенератор 3 подключен к одному из входов нуль-органа 5, ко второму входу которого подключен блок 6 задания
частоты вращения ш , например, в виде подстроечного потенциометра. К выходу нуль-органа 5 подсоединен блок 7 отсчета и запоминания времени разгона tp до частоты вращения и; к .
Блок 7 может быть реализован,например, в виде малоинерционного асинхронного или синхронного серводвигателя, на валу которого укреплен преобразователь угол-напряжение (сельсин, потенциометр и др.).
Выход блока 7 подключен на один и входов блока 8 умножения. Блок умнож НИН может быть выполнен в виде электронного блока, потенциометра либо сельсина из блока 7 и т.д.
На второй вход блока умножения подается сигнал со схемы задания параметров привода и двигателя, состоящий из блока 9 вычитания, блока 10 задания пускового момента, и блока 1 задания момента сопротивления.Сигнал соответствует разности между напряжением, пропорциональным пусковому моменту Мп и напряжением, пропорциональным моменту сопротивления М.
Сигнал с выхода блока 8 умножения поступает на вход сумматора 12, на второй вход которого подается сигнал пропорциональньай постоянному коэффициенту К,, , снимаемому со схемы 13 задания коэФфи циентов.
Схемы 10,11 и 13 задания могут быть выполнены, например в виде под;строечных потенциометров. .
Для осуществления операции извлечения корня 4-ой степени к выходу блока 12 подключен блок 14 нелинейности. Для преобразования сигнала Up в обратно-пропорциональный сигнал задания частоты вращения - в схеме устройства предусмотрен гиперболический функциональный преобразонагель 15. Сигнал с выхода блока 15 подается на вход тиристорного преобразователя 4 через блок 16 селекции наибольшего значения, на второй вход которого подается выходной сигнал блока 17 задания частоты вращения при неизношенном круге.
Устройство работает следующим образсэм.
Для пуска шпинделя станка включается тиристорний преобразователь 4, питающий двигатель привода 1 с укрепленными на его валу шлифовальным кругом 2 и тахогенератором 3. Нё1чинз.ется разгон шлифовального круга.
Одновременно с началом разгона выходным сигналом нуль-органа 5 включается блок отсчета времени разгона. Когда в процессе разгона частота вращения круга 2 становится выше задаваемого блоком б контрольного значения tu, , нуль-орган 5 срабатывает и прекращает отсчет времени блоком 7. Величина tp преобразуется
в электрический сигнал и фиксируется. В случае применения, например, серводвигателя в блоке 7, серводвигатель при срабатывании нуль-органа 5 затормаживается. При этом снимаемый с 5 преобразователя угол-напряжение
сигнал является информацией о величине tp . В блоке 8 умножения сигнал tp умножается на разность .. В блоке 12 произведение K tpCKj-Mj) Q суммируется с постоянным коэффициентом К . После извлечения v в блоке 14 и гиперболического преобразования в блоке 15 сигнал задания подается на блок 16.
5 Б блоке 16 производится сравнение сигналов ()H Ug K4-Wj . Если круг не изношен, напряжения U равны и разгон продолжается до заданной, например, номинальной частоты вргице0 ния uj.
При изношенном круге и сигнал Ujy приходит на вход тиристорного преобразователя 4, обуславливая разгон до повышенной частоты враще- .
5 ния.
Как видно из приведенного описания и блок-схемы, все операции, связанные с заданием частоты вращения, выполняются в электрической части
0 устройства. Это значительно упрощает задачу встройки его в станки, в том числе и существукицие. Одновременно исключается износ механических узлов и необходимость ухода за ними.
5 Поскольку все вычисления осуществляются автоматически при каждом пуске шпинделя, исключается опасность разрыва нового круга при неправильной настройке устройства оператором. Та кая опасность в известных устройствах существует.
Возможны различные модификации устройства, не выходящие за пределы действия настоящего изобретения. Так, возможно объединение блоков
14 и 15 в один блок нелинейности. С учетом того, что диаметр шлифовального круга изменяется в относительно узких пределах (Ml:lf5), можно зависимость (t линеаризовать и исключить из схеьы блок 14 нелинейности.
Возможно автоматическое измерение и запоминание-в блоке 11 момента холостого хода. В некоторых случаях с 5 достаточной для инженерных целей точностью можно пренебречь величиной М и исключить из схемы блоки 9 и 11, поскольку в шлифовальных станках Mt 0,2 MK , а Mr, (2...3) М„.
0
Таким образом, все измерительные операции перенесены в электрическую часть устройства, что упрощает его механическую часть, облегчает встройку в станки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адаптивного управления шлифовальным станком | 1978 |
|
SU745661A1 |
| Устройство для автоматической стабилизации скорости шлифования | 1982 |
|
SU1046077A1 |
| Устройство регулирования скорости электродвигателя | 1983 |
|
SU1125600A1 |
| Устройство для адаптивного управления шлифовальным станком | 1981 |
|
SU963838A1 |
| Привод главного движения продольно-шлифовального станка | 1981 |
|
SU986760A1 |
| Реверсивный тиристорный электропривод с двухзонным регулированием | 1977 |
|
SU692043A1 |
| Устройство для адаптивного управления шлифовальным станком | 1987 |
|
SU1414594A1 |
| Электропривод постоянного тока | 1979 |
|
SU811471A1 |
| Электропривод постоянного тока | 1980 |
|
SU904168A1 |
| Реверсивный электропривод постоянного тока с двухзонным регулированием частоты вращения | 1986 |
|
SU1394383A1 |
