1
, Изобретение относится к области обработки порошкообразных материалов давлением и может быть использовано при брикетировании сырьевых материалов и пыли вращающихся печей цементного производства.
Известен валковый пресс для брикетирования порсвцкообразных материалов, содержащий параллельно смонтированные на станине встречно вращающиеся валки с выполненными по наружной поверхности их ячейками и загрузочное устройство, размещенное между ними, причем каждый валок выполнен составным из цилиндрического барабана и охватывающего его бандажа из упругого материала 1,
Наиболее близким техническим является валковй пресс для брикетирования порсяикообразных материалов, включающий загрузочное устройство с направляющими щеками, полые валки с закрепленными на них эластичными формующими элементами и привод валков 2.
Недостатком известных прессов является то, что из-за недостаточного нагнетания материала в зону формования и ограниченной жесткости упругих дисков не обеспечивается необходимое давление прессования, определяющее прочность брикетов, что снижает качество брикетов.
5 Целью настоящего изобретения является повышение качества брикетов. Поставленная цель достигается тем, что в валковом прессе для брикетирования порошкообразных материалов,
fO включающем загрузочное устройство с направляющими щеками, полые валики с закрепленными на них эластичными формующими элементами и привод вал- , ков, загрузочч эе устройство снабжено
15 соединенными с его направляющими
щеками эксцентричными, валиками, взаимодействующимц, с эластичными формующими элементами, причем эластичный формующий элемент каждого валка выполнен с внутренней полостью, заполненной сжатым воздухом.
На. фиг. 1 изображен описываемый пресс; на фиг. 2 - вид по стрелке Б на фиг. 1; на фиг. 3 - узел I на
25 фиг. Ij на фиг. 4 - вид по стрелке Г на фиг. 3.
Пресс содержит загрузочное устройство 1 с направляющими щеками 2, |ПО.лые валки 3 с закрепленными на
30 них упругими элементами 4 .
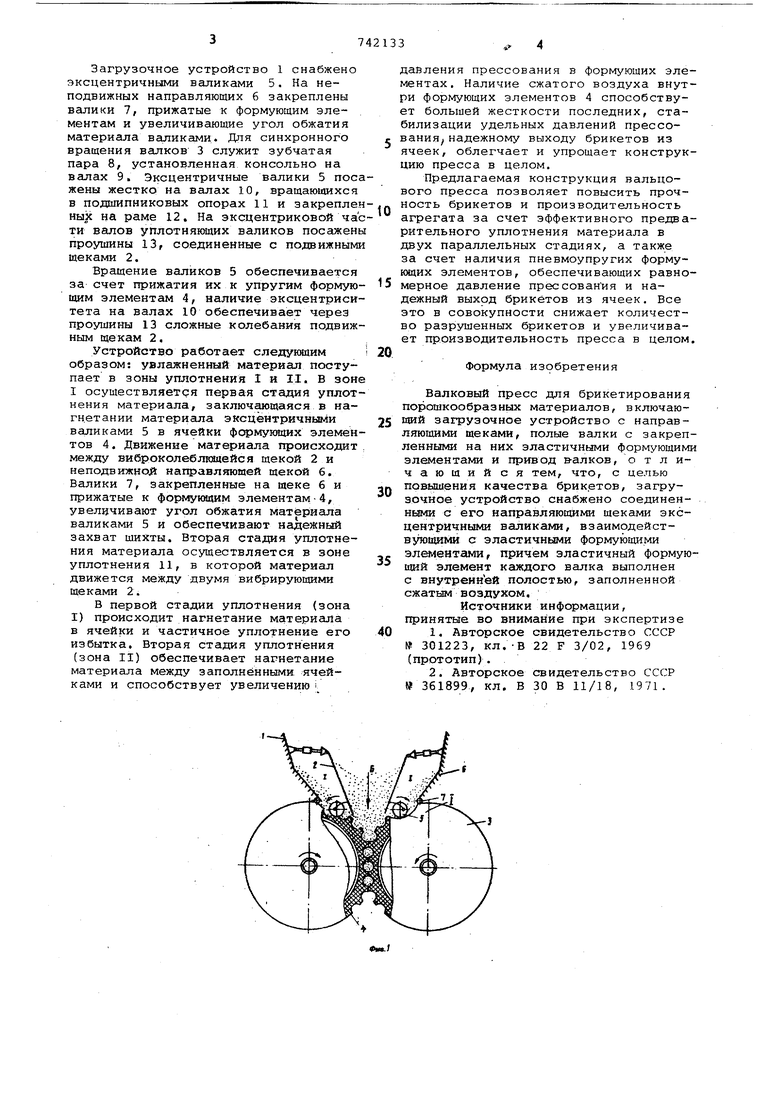
Загрузочное устройство 1 снабжено эксцентричными валиками 5. На неподвижных направляющих 6 закреплены валики 7, прижатые к формующим элементам и увеличивающие угол обжатия материала валиками. Для синхронного вращения вашков 3 служит зубчатая пара 8, установленная консольно на валах 9. Эксцентричные валики 5 посажены жестко на валах 10, вращающихся в подшипниковых опорах 11 и закрепленных на раме 12. На эксцентриковой части валов уплотняющих валиков посажены проушины 13, соединенные с подвижными щеками 2.
Вращение валиков 5 обеспечивается за счет прижатия их к упругим формующим элементам 4, наличие эксцентриситета на валах 10 обеспечивает через проушины 13 сложные колебания подвижным щекам 2.
Устройство работает следующим образом: увлажненный материал поступает в зоны уплотнения 1 и 11. В зоне I осуществляется первая стадия уплотнения материала, заключающаяся в нагнетании материала эксцентричными валиками 5 в ячейки формующих элементов 4. Движение материала происходит между виброколеблкядейся щекой 2 и нeпoдвижнo l направляющей щекой 6. Валики 7, закрепленные на щеке 6 и прижатые к формующим элементам-4, увеличивают угол обжатия материала валиками 5 и обеспечивают надежный захват шихты. Вторая стадия уплотнения материала осуществляется в зоне уплотнения 11, в которой материал движется между двумя вибрирующими щеками 2.
В первой стадии уплотнения (зона I) происходит нагнетание материала в ячейки и частичное уплотнение его избытка. Вторая стадия уплотнения {зона II) обеспечивает нагнетание материала между заполненными ячейками и способствует увеличению
давления прессования в формующих элементах. Наличие сжатого воздуха внутри формующих элементов 4 способствует большей жесткости последних, стабилизации удельных давлений прессования/надежному выходу брикетов из ячеек, облегчает и упрощает конструкцию пресса в целом.
Предлагаемая конструкция вальцового пресса позволяет повысить прочность брикетов и производительность агрегата за счет эффективного предварительного уплотнения материала в двух параллельных стадиях, а также за счет наличия пневмоупругих формующих элементов, обеспечивающих равномерное давление прессования и надежный выход брикетов из ячеек. Все это в совокупности снижает количество разрушенных брикетов и увеличивает производительность пресса в целом.
Формула изрбретения
Валковый пресс для брикетирования порошкообразных материалов, включающий загрузочное устройство с направляющими шеками, полые валки с закрепленными на них эластичньгми формующим элементами и привод в-алков, отличающий ся тем, что, с целью повышения качества брикетов, загрузочное устройство снабжено соединенными с его направляющими щеками эксцентричными валиками, взаимодействующими с эластичными формующими элементами, причем эластичный формующий элемент каждого валка выполнен с внутреиней полостью, заполненной сжатым воздухом.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 301223, кл.-В 22 F 3/02, 1969 (прототип).
2.Авторское свидетельство СССР № 361899, кл. В 30 В 11/18, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ ТЕХНОГЕННЫХ МАТЕРИАЛОВ И ПРЕСС-ВАЛКОВЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2473421C1 |
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2204486C2 |
| ПРЕСС-ВАЛКОВЫЙ АГРЕГАТ | 1998 |
|
RU2133673C1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2450928C2 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450929C2 |
| ВАЛКОВЫЙ БРИКЕТНЫЙ ПРЕСС | 1991 |
|
RU2010726C1 |
| Валковый пресс для брикетирования сыпучих материалов | 1989 |
|
SU1699810A1 |
| ПРЕСС ВАЛКОВЫЙ ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450930C2 |
| УСТРОЙСТВО ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2019 |
|
RU2719208C1 |
| ВАЛКОВЫЙ БРИКЕТИРОВОЧНЫЙ ПРЕСС | 2011 |
|
RU2465142C2 |

