(54) УСТРОЙСТВО К ЛЕНТОЧНОМУ ПРЕССУ ДЛЯ ОФАКТУРИВАНИЯ
1
Изобретение относится к области производства облицовочных керамических изделий и может быть применено в промышленности строительных материалов .
Известно устройство для офактуривания кирпича, включающее ленточный пресс для. подачи лицевой массы на предварительно уплотненный брус основной, глиняной массы, а также известно устройство с пульверизацией ангобы через форсунки на поверхность готового глиняного бруса 1.
Недостатком таких устройств является, подвышенная влажность массы лицевогослоя относительно массы глиняного бруса, в результате чего . наблюдается расслоение масс и появ-. ление сушильных трещин.
. Наиболее, близким техническим решением является устройство к ленточному прессу, включающее бункер, вибрирующую решетку и конусную насадку. В устройстве лицевая масса подается на две смежные стороны глиняного бруса, вибрирующая решетка уплотняет слой, а конусная насадка выравнивает поверхность 2 .
КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
Недостатками известных устройств является то, что они не обеспечивают нужного качества офактуривания изделий, а также не дают возможности получить цветную поверхность лицевого слоя.
Целью изобретения является повышение качества офактуривания и получение цветной поверхности лицевого
10 слоя.
Составленная цель достигается тем, что устройство к ленточному прессу для офактуривания керамических изделий, включающее бункер, смонтированный над мундштуком пресса, снабжено установленным над бункером симметрично его оси двух валиковым смесителем и смещенными относительно бункера по ходу изделия укатывающими роликами и нагревателями, причем смеситель и ролики кинематически связаны между собой, а ролики выполнены с съемниками излишней массы. Кроме того съемники выполнены полы25ми с распределителями красителя.
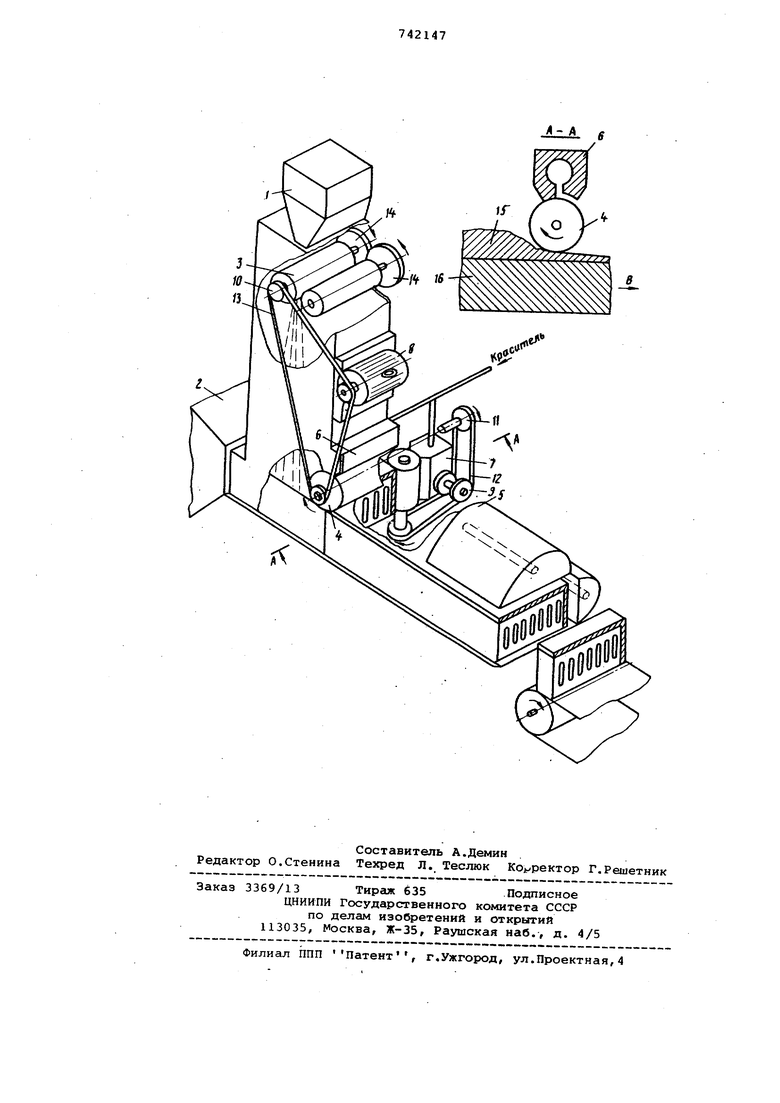
На чертеже показана конструктив ная схема предлагаемого устройства.
Устройство содержит бункер 1, смонтированный над мундштуком 2,
установленный под бункером 1 двухвалковый смеситель 3, укатывающие ролики 4, нагреватели 5, съемники излишней массы 6 с распределителями красителя 7. Смеситель 3 и ролики 4 кинематически связаны между собой и с электродвигателем 8 клиноременной передачей; шкивы 9, 10, 11 и ремни 12, 13. Валики смесителя 3 соединены между собой зубчатой передачей 14.
Устройство работает следующим обраэом.
Лицевая масса 15 самотеком поступает из бункера 1 на валики смесителя 3, которые синхронно посредством зубчатой передачи 14 интенсивно вращаются навстречу друг другу.
Проходя через зазор между валиками смесителя 3 частицы лицевой массы 15 с большой скоростью попадают на поверхность глиняного бруса 16. Выранивание поверхности слоя лицевой массы 15 производится укатывающими роликами 4, которые приводятся во вращение через шкивы 9, 10, 11 и ремни 12, 13 электродвигателем 8. При повышенной влажности массы лицевого слоя происходит диспергирование ее частиц в слой основной массы глиняного бруса 16
Нагреватели 5 обеспечивают за счет прогрева слоя лицевой массы 15 выравнивание влажностей лицевой и основной масс глиняного 6pyck 16.
Налипшая масса с роликов 4 удаляется съемниками излишней массы б, которые выполнены полыми внутри.
Это позволяет производить декорирование лицевого слоя различными красителями и поливами. Жидкий краситель самотеком или под небольшим давлением поступает в полость съемника б и через щель 7 выступает на наружную поверхнЪсть валика. Так
как валик вращается, то основная часть красителя переходит в поверхностный слой лицевой массы. Применяя рифленные ролики и варьируя величиной зазора по длине ролика можно получать различную гамму цветовой окраски. Съемник может изготавливаться из различных материалов: резина, пластмасс, металл и т.д., в зависимости от типа красителя и физико-химических свойств массы лицевого слоя.
.Формула изобретения
15 Устройство к ленточному прессу для офактуривания керамических изделий, включающее бункер, смонтированный над мундштуком пресса, отличающееся тем, что, с цел
20 повышения качества офактуривания, оно снабжено установленным под бункером симметрично его оси двух валковым смесителем и смещенными относительно бункера по ходу изделия
укатывающими роликами и нагревателями, причем смеситель и .ролики кинематически связаны между собой, а ролики выполнены со съемниками излишней массы.
2. Устройство ПОП.1, ОТЛИЗОчающеес я тем, что, с целью ; получения, цветной поверхности лицевого слоя, каждый съемник выполнен полым с распределителем красителя в виде щели.
35 Источники информации,
принятые во внимание при экспертизе
1.Кашкаев И.С. и др. Производство лицевых керамических изделий, М.; Стройиздат, 1977, с.109,124-125,
40 137.
2.Авторское свидетельство СССР № 349586, кл. В 28 В 19/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО к ЛЕНТОЧНОМУ ПРЕССУ | 1972 |
|
SU349586A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ОБЛИЦОВОЧНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ТАКИМ СПОСОБОМ | 2011 |
|
RU2456154C1 |
| ЛЕНТОЧНЫЙ ПРЕСС | 2000 |
|
RU2186677C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ МАТЕРИАЛОВ, ИЗДЕЛИЙ И КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376133C1 |
| УСТРОЙСТВО для ПОЛУЧЕНИЯ ФАКТУРЫ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU384672A1 |
| СПОСОБ ОКРАШИВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1997 |
|
RU2130443C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ВЛАГОЗАДЕРЖИВАЮЩЕГО ПОКРЫТИЯ НА ГЛИНЯНЫЙ БРУС | 2003 |
|
RU2237524C1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2530814C1 |
| Способ изготовления тонкостенных облицовочных плиток | 1981 |
|
SU952818A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2174464C1 |