Изобретение относится к области получения ячеистых бетонов на цементном, гипсовом и др. вяжущих, а также получения пористых керамического и силикатного кирпича и пористых гранул вместо керамзита. Известны способы получения ячеистых бетонов с применением пенообразователей. Например, пенобетон готовят путем смешивания цементного шеста со специальной устойчивой пеной. Пену получают взбиванием жидкой смеси канифольного мыла и животного клея. Из пенобетона делают блоки и плиты, которые подвергают автоклавной обработке при 170°С и 8 кг/см2. Предел прочности при сжатии пенобетона от 10 до 100 кг/см2, коэффициент теплопроводности λ=0,1-0,25 ккал/(м·ч·град). Для приготовления газобетона добавляют алюминиевый порошок /пасту/ или другие газообразующие вещества. При взаимодействии порошка алюминия с известью цемента выделяется газ /водород/, вспучивающий цементное тесто. Расход алюминиевого порошка на 1 м3 газобетона не превышает 15-20 кг. Свойства газобетона аналогичны пенобетону, см. Справочник по гражданскому строительству, Киев, Будивельник, 1965 г., стр.162-165 /1/ и Справочник совхозного строителя, Из-во сельскохозяйственной литературы, М., 1962 г., стр.130-131 /2/. Известны легкие бетоны на основе керамзита, перлита и др, материалов с объемным весом до 1800 кг/м3 /см.1, стр.157-162/. Известные материалы на основе пено- и газобетонов являются наиболее близкими к заявляемым, т.е. аналогами-прототипами. Целью изобретения является получение пористых материалов, изделий и конструкций. Поставленная цель в изобретении достигается за счет того, что извлечение дроби осуществляется импульсными магнитными полями, при движении сырцового бруса с частотой 100 Гц и более, а удержание дроби на поверхности электромагнитов осуществляется действием постоянного тока магнитного поля, с выносом дроби за счет непрерывного движения электромагнитов и сбросом ее в систему очистки и повторного использования дроби, с образованием в брусе и сырцовых изделиях множества каналов диаметром 0,5-2 мм и вспучиванием их.
Кроме того, поставленная цель в изобретении достигается еще и за счет того, что вспучивание сырцовой массы с дробью и образование в ней множества каналов осуществляется за счет возвратно-поступательных движений металлической дроби под действием переменных импульсных магнитных полей с частотой 100 Гц и более и одновременным перемещением по вертикали импульсного магнитного поля с извлечением дроби из сырцового изделия.
Поставленная цель в изобретении достигается еще и за счет того, что вспучивание движущегося сырцового бруса осуществляется парообразованием воды затворения, при пропускании через него импульсного разрядного тока с частотой 100 Гц и более.
Кроме того, поставленная цель в изобретении достигается еще и за счет того, что ленты со звеньями электромагнитов размещены на заданной высоте от ребер ленты транспортера и движутся с заданной скоростью, с образованием щели для поступления дроби на поверхности электромагнитов и сброса ее при отключении их в заданном количестве в лоток, размещенный параллельно транспортеру.
Поставленная цель в изобретении достигается еще и за счет того, что электромагниты содержат сердечники и якори, соединенные между собой через прокладки из электроизоляционного материала, сердечники снабжены катушками с проволокой, одна из которых подсоединена к выключателю и источнику постоянного тока, а другая к генератору электрических импульсов, содержащему разрядник.
Изложенная выше совокупность существенных признаков при внедрении обеспечивает реализацию поставленной цели, при этом каждый из данной совокупности приведенных признаков необходим, а все вместе достаточны для получения положительного эффекта - получения пористых материалов, изделий и конструкций.
Исходя из приведенных доводов совершенно правомерен вывод о соответствии заявляемого технического решения критерию изобретения "изобретательский уровень".
Приведенная совокупность существенных признаков может быть реализована многократно на практике с получением одной и тойже цели. Неоднократная возможность реализации /при изготовлении/ заявляемого технического решения с изложенной выше совокупностью существенных признаков отвечает также в полной мере другому главному критерию изобретения - "промышленная применимость".
Изложенная сущность технического решения поясняется чертежами, на которых:
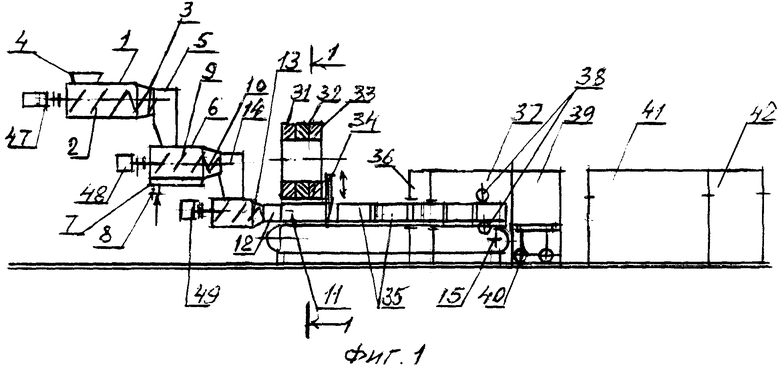
- на фиг.1 показана схема установки для изготовления пористых материалов, изделий и конструкций,
- на фиг.2 приведен поперечный разрез по установке,
- на фиг.3 приведен узел "N" в поперечном сечении.
- на фиг.4 показана схема формования пористового изделия с применением подвижного электромагнита - в поперечном разрезе.
Способ получения пористых материалов, изделий и конструкций, включающий смешивание глиняного теста или вяжущих материалов и песка со сферическими частицами металлов, дополнительное перемешивание их с вводом сжатого воздуха и выдавливанием теста с взвешенными в нем частицами через мундштук на ленту транспортера и последовательным, при движении бруса из теста, импульсным извлечением частиц путем создания в брусе магнитного поля с частотой 100 Гц и более и образованием каналов. Кроме того, на движущийся брус из теста действует постоянное магнитное поле, обеспечивающее удержание частиц, извлеченных из теста импульсным магнитным полем, и сброс их в зону сбора частиц металлов путем отключения электромагнитов.
Устройство для осуществления способа состоит: из смесителя 1, в котором размещен вал с лопатками 2 /лопастями/, переходящими в конусной части в винт 3. Смеситель содержит воронку 4 для загрузки в него компонентов исходного теста и сферических частиц из металла /сталь/ в заданном количестве /по объему теста из глины или из цемента, гипса и пр./. Конусная часть смесителя соединена с бункером 5, из которого готовая масса поступает во второй, быстроходный смеситель 6, в котором происходит одновременное механическое перемешивание теста с взвешенными в нем частицами и аэрирование массы под давлением сжатого воздуха с подачей его в полость 7, примыкающую к корпусу смесителя, в котором выполнены отверстия для входа сжатого воздуха.
Патрубок для подачи сжатого воздуха - поз.8. Лопасти 9 смесителя и винт 10 вращаются с большей скоростью, чем лопасти 2 и винт 3. Совместное действие механического перемешивания и аэрирование массы обеспечивают равномерное распределение частиц в брусе 11, который выдавливается через мундштук 12 из шнекового пресса 13. Бункер - 14. Брус 11 из мундштука 12 поступает на транспортер 15, лента которого движется с заданной скоростью и при своем движении пересекает силовые линии магнитного поля, создаваемого электромагнитами 16. Каждый электромагнит 16 состоит из сердечника 17, якоря 18 и катушек с проволоками 19 и 20. Включатели-выключатели катушек 19 - поз.21, а катушек 20 - поз.22. При этом катушки 19 подключены к источнику постоянного тока, катушки 20 - к генератору электрических импульсов /ГИ/. Принципиальная схема генератора показана на фиг.3 и состоит из источника постоянного тока 23 /выпрямителя/, конденсатора 24. Включатель 22 или разрядник обеспечивает импульсы разрядного тока из конденсатора 24 с частотой 100 циклов в секунду и более. Частицы, распределенные в брусе, - поз.25, прилипшие частицы к электромагнитам и якорям 18 - поз.26, сброс их осуществляется в продольный лоток 27, из которого частицы /мелкая дробь диаметром Д=0,5-2 мм/ вместе с налипшим раствором /тестом/ уносятся струей воды в приемный бункер, далее дробь очищается и поступает вновь в воронку 4 смесителя 1.
Лента транспортера 15 снабжена ребрами 28, между которыми размещены брусы из теста, поступающие из мундштука /ов/ 12 шнекового пресса 13. Иными словами на ленте транспортера могут размещаться сразу несколько брусов теста или только один.
Электромагниты 16 размещены на бесконечной ленте 29, вращающейся с заданной скоростью на приводных звездочках 30, при этом нижняя поверхность ленты с электромагнитами движется над поверхностью бруса/ов/ из теста с заданным зазором «Н». Толщина зазора зависит от диаметра дроби и может быть равна одному-двум или трем диаметрам этой дроби, что в свою очередь зависит от скорости ленты транспортера 15. Установка содержит несколько лент 29 с электромагнитами 16. Ленты валики 31, 32, 33 и более. Отрезной нож валики 34. Готовые изделия 35, например кирпич, пока еще из теста, который на ленте транспортера 15 поступает в шлюзовую камеру 36, а из нее в вакуумную камеру 37. Сглаживающие валики - поз.38, вторая шлюзовая камера - поз.39, в ней находятся тележки 40 для кирпича, с помощью которых кирпич-сырец /или другие изделия/ поступает в камеру 41 на термообработку. Выход готовой продукции происходит из камеры 42, с доставкой ее на склад. На фиг.2 изображена установка для поризации крупных изделий и конструкций, например плит перегородок на комнату, железобетонных плит перекрытий и др. В этой установке, так же как и в первой над движущимся будущим изделием 43, размещенным или на ленте 44 транспортера 46 с ребрами 45, или на специальных тележках с формами /не показаны на чертеже/, установлены электромагниты 16 на бесконечной ленте 29. Установка /устройство/ для поризации и изготовления готовых изделий работает следующим образом.
1. Изготовление пористого кирпича керамического и силикатного. Глина, вода и дробь загружаются в заданных пропорциях через воронку 4 в смеситель 1, в котором они перемешиваются между собой с достижением заданных свойств теста - его пластичности и насыщения его частицами /дробью/. Из смесителя 1 тесто поступает в бункер 5 и из него в быстроходный смеситель 6, где происходит механическое дополнительное перемешивание и аэрирование массы, что приводит к равномерному распределению дроби в массе теста, которое с помощью бункера 14 и шнекового пресса 13 выдавливается из мундштука 12 в виде бруса 11 на ленту транспортера 15 с ребрами 28.
Брус из теста перемещается под движущейся лентой 29 с электромагнитами 16, что приводит к извлечению из него дроби и поризации бруса из теста.
Механизм процесса поризации бруса состоит в следующем: при движении электромагнитов 16 над поверхностью бруса 11 подается постоянный ток на катушки с проволокой 19 и, одновременно на катушки 20 подается импульсный ток с заданной частотой от генератора электрических импульсов /ГИ/ 23, 24, при включенном разряднике 22. Разрядник механический - искровой или другой конструкции. Подъемная сила электромагнита при постоянном токе и при импульсном равна:
 , где Е - подъемная сила в килограммах, В - магнитная индукция в гауссах, S - суммарная площадь торцовых частей сердечника 17 катушек 19 и 20 электромагнитов/а/, см2 - см. Справочник для изобретателя и рационализатора, Машгиз, М., 1963 г., стр.168-169 /3/. Частота повторения импульсов тока на катушках 20 электромагнитов 16 зависит от скорости вращения "стрелки" искрового разрядника 22 генератора электрических импульсов /ГК/ 23-24 или от частоты вращения якоря машинного генератора электрических импульсов /ГИ/, см. Б.А.Артамонов, Размерная электрическая обработка металлов, М.: Высшая школа, 1978 г., стр.50-66 /4/, если вместо электронного применяется машинный генератор. Применение того или иного типа генератора зависит от толщины бруса 11 и производительности установки.
, где Е - подъемная сила в килограммах, В - магнитная индукция в гауссах, S - суммарная площадь торцовых частей сердечника 17 катушек 19 и 20 электромагнитов/а/, см2 - см. Справочник для изобретателя и рационализатора, Машгиз, М., 1963 г., стр.168-169 /3/. Частота повторения импульсов тока на катушках 20 электромагнитов 16 зависит от скорости вращения "стрелки" искрового разрядника 22 генератора электрических импульсов /ГК/ 23-24 или от частоты вращения якоря машинного генератора электрических импульсов /ГИ/, см. Б.А.Артамонов, Размерная электрическая обработка металлов, М.: Высшая школа, 1978 г., стр.50-66 /4/, если вместо электронного применяется машинный генератор. Применение того или иного типа генератора зависит от толщины бруса 11 и производительности установки.
Под действием импульсного магнитного поля в брусе 11 частицы /дробь/ притягиваются к якорю 18 и прилипают на его поверхности за счет действия постоянного магнитного поля в катушках 19, сердечнике 17 и якоре 18. Импульсное движение частиц /дроби/ в брусе 11 по направлению к якорю 18 обеспечивает образование сквозных каналов в теле бруса 11, т.е. его поризацию. Диаметр каналов зависит от размера дроби, а угол наклона каналов к поверхности бруса зависит от скорости движения ленты транспортера 15, частоты импульсного магнитного поля и энергии импульсов тока. За счет ослабления импульсного магнитного поля в массе бруса, необходимо применять генераторы с большой энергией импульса. Для получения мощных импульсов служат машинные ГИ. Прилипшие частицы /дробь/ к якорям 18 электромагнитов сбрасываются в лоток 27, при движении ленты 29 путем переключения выключателя 21.
Форма каналов в брусе 11 может быть различной и зависит от направления приложенных магнитных сил создаваемых электромагнитами 16. В отличие от приведенной схемы, электромагниты 16 могут располагаться по периметру бруса 11 и создавать в нем "вращающееся" магнитное поле, с образованием в теле бруса спиралевидных каналов с выходом их на поверхность. Применение этого более сложного метода поризации обеспечивает значительное уменьшение концентрации дроби в массе бруса 11. В общем случае возможно образование любых траекторий движения частиц в теле бруса из глиняного или другого теста. Количество лент 29 с электромагнитами зависит от скорости движения ленты транспортера 15 /производительности установки/, частоты и мощности электрических импульсов разрядного тока на катушках 20, или Р=J2Rэкв. Дробь в один или два слоя прилипшая к якорям 18 электромагнитов 16 выносится в виде струи частиц 26 и сбрасывается в лоток 27. Длина пути, пройденного лентой транспортера 15 под электромагнитами, и количество лент 29 устанавливаются опытным путем. Также опытным путем устанавливается необходимая концентрация частиц в тесте из глины или др. веществ, которая может изменяться от нескольких процентов и более. Отформованный кирпич-сырец 35 может поступать или на сушку и последующий обжиг, или для еще большего уменьшения теплопроводности, сначала в вакуумную камеру 37, через шлюз 36. На выходе из вакуумной камеры ложковые поверхности кирпича-сырца затираются с помощью двух роликов 38, через пористую поверхность которых подается под небольшим давлением жидкий раствор глины, что обеспечивает закупорку, герметизацию каналов в сырце. Камера 41 термообработки изделий разделена на отделение сушки и отделение обжига, или при изготовлении силикатного кирпича камера 41 является автоклавом. Камера 41 становится также пропарочной камерой при изготовлении пористых бетонных и железобетонных изделий.
На фиг.2 показано изготовление изделий больших размеров из цемента или гипса-ж/бетонных плит перекрытий и покрытий, панелей перегородок стеновых панелей или блоков. Электродвигатели смесителей и шнекового пресса - поз.47, 48, 49.
Кроме изложенного метода поризации рассмотрим также другие. На фиг.4 показано устройство для поризации стеновых блоков. Оно состоит из формы 50, в которой уложен цементный раствор или глиняное тесто 5l с частицами металла /дробью/. По периметру формы установлены электромагниты, выполненные с катушками 20 на сердечниках 17, к которым прикреплены якоря 18. Электромагниты - 52 снизу, по бокам 53 и подвижной электромагнит 54, касающийся раствора или теста из глины.
Сущность способа поризации состоит в следующем. Электромагнитом 54 за счет включения с помощью разрядника 22 генератора электрических импульсов 23-24 создается импульсное магнитное поле, за счет которого частицы 56 в тесте 51 приходят в движение /притягиваются к якорям электромагнита/ снизу в верх. Одновременно включается электромагнит 52, у которого магнитное поле создается в паузах работы электромагнита 54. За счет этого происходит быстрое возвратно-поступательное движение дроби в глиняном или другом тесте 51 и взбивание массы с образованием пор. Для придания сложной траектории движения дроби в тесте 51 в паузах работы электромагнитов 52, 54 включаются электромагниты 53 с двух сторон формы 50, обеспечивающие возвратно-поступательное движение частиц металла /дроби/ поперек формы.
Электромагнит 54 постепенно поднимается вверх и занимает положение поз.55, после чего форма 50 раскрывается и блок-сырец, расположенный на листе /не показанном на чертеже/, перемещают на поддон для дальнейшей термообработки. В положении 55 электромагнита отключаются электромагниты 52, 53, что создает возможность полного извлечения дроби из блока-сырца электромагнитом 54 и осуществление раскрытия формы 50 с извлечением из нее блока-сырца. Высота блока-сырца и коэффициент поризации зависит от мощности электромагнитов 54, 52, работающих с частотой 100 Гц и более. Следует отметить, что взбивание теста происходит и в брусе 11 рассмотренной выше установки. Однако этот эффект создает небольшое увеличение высоты бруса, так как она ограничена нижней поверхностью ленты 29 с размещенными на ней электромагнитами 16.
Для изготовления изделий рассмотренным методом с устройством по фиг.4, наиболее целесообразной, продукцией являются тонкостенные изделия, например кирпич-сырец толщиной 65 мм, черепица, облицовочные плиты толщиной 20-30 мм и др. Способ обеспечивает не только многократное уменьшение теплопроводности готового изделия, но и снижение расхода исходного материала. Иными словами с применением этих изделий снижается стоимость как строительного материала, так и стоимость эксплуатации здания.
Электрофизические методы поризации. Вода раствора глиняного теста является слабым электролитом. При пропускании тока через брус 11 с помощью узких роликов, между которыми движется брус 11, ток проходит через электролит /воду раствора/, нагревает его и испаряет. Пары воды выходят из бруса с образованием пор. Последовательное расположение роликов с током по длине бруса из глиняного теста, обеспечивает продолжительное парообразование в тесте и поризацию, подобную поризации газообразованием, с помощью ввода порошка алюминия в цементный раствор. Генератор электрических импульсов прежний - поз.22, 23, 24. Глиняное или цементное тесто приготовляется с избытком воды затворения.
Протекание электрического тока через электролиты /воду затворения/ в глиняном или цементном тесте используется также в четвертом предлагаемом методе поризации за счет использования магнитогидродинамического метода /МГД-генератор/ получения электроэнергии. Движущийся брус 11 проходит через магнитные силовые линии, создаваемые внешним магнитом, а через электроды-щетки или ролики, прижатые к брусу 11, отводится электрический ток на внешнюю нагрузку. За счет протекания тока через воду затворения /электролит/, она нагревается и мгновенно испаряется, с образованием пор в брусе. В этом способе поризации необходима высокая скорость движения бруса 11, например, при изготовлении цементных гранул, когда из мундштука 12 выходит цилиндрическая непрерывная струя раствора, которая разделяется на поризованные гранулы с помощью работы ножа 34, см. В.И.Крутов Техническая термодинамика. Высшая школа, М., 1971 г., стр.447-448 /5/.
Итак предложено четыре метода поризации материалов к трем уже известным: газообразованием, пенообразованием и аэрированием, см. И.Х.Наназашвили Строительные материалы, изделия и конструкции, М.: Высшая школа, 1990 г., стр.140 /6/.
Изготовление поризованных гранул вместо керамзита.
1. Изготовляются на описанной выше установке, а брусы 11 выходят размерами 20×20 и длиной 30 мм, или 30×30, 40×40 мм и более.
2. Пористый щебень получают дроблением пористых керамического, силикатного, цементного кирпичей или блоков, изготовляемых на установке по фиг.1-3.
Особо отметим. Высота мундштука 12 выполняется меньше, чем высота ребер 28 на ленте конвеера 15, так чтобы поверхность 57 находилась ниже верха ребер 28. Свободный зазор обеспечивает при импульсном извлечении частиц /дроби/ из теста бруса 11 увеличение высоты получаемого кирпича-сырца за счет эффекта "вспенивания" теста извлекаемыми из него частицами /дробью/. Сопутствующий процессу образования сквозных каналов эффект вспенивания дает дополнительную поризацию брусу, с заполнением пор воздухом из формуемой массы, что в еще большей степени снижает теплопроводность готового изделия. Итак способ извлечения металлической дроби из формовочной массы импульсными магнитными полями с образованием многочисленных каналов с одновременным вспучиванием сырцового бруса и сырцовых изделий позволяет получать поризованные изделия без применения газо- и пенообразователей, что резко снижает стоимость готовой продукции, обеспечивает индустриализацию изготовления ячеистых керамических и бетонных изделий, позволяет во много раз увеличить производство керамзита на основе обычных глин и вяжущих материалов.
Применение вакуумной камеры с организацией в ней поста для затирки и герметизации сырцовых изделий /валики 38/ обеспечивает еще большее уменьшение теплопроводности готовых изделий. Комплексная технология поризации с применением вакуумирования изделий в настоящее время является жизненно-необходимым процессом, так как применение материалов и изделий, полученных по новому методу, обеспечивает строительство энергоэкономичных зданий. Суперусиленная теплоизоляция зданий позволяет снизить потери тепла через стены на 68% и более, см. В.В.Алексеев. Экология и экономика энергетики, М., 6/90, Физика, Знание, стр.21 /7/.
Физика процесса магнитного извлечения металлической дроби и поризации изделия
Механизм извлечения металлической дроби из пластичного диэлектрического материала импульсными магнитными полями состоит в последовательном притяжении дроби к якорям электромагнитов 16. При этом каждая частица /дробь/ при действии магнитных полей становится небольшим магнитом, притягивающая следующим такие же частицы-магниты. Поэтому процесс извлечения дроби из теста идет по всему сечению сырцового бруса под электромагнитами 16 с постепенным сбросом их в лоток 27. Чем больше концентрация дроби в формовочной массе, тем меньше мощность разрядного тока Р=J2Rэкв, поступающего на катушки 20 электромагнитов. От мощности разрядного тока зависит также толщина /высота/ изготовляемого изделия.
Эффект "вспенивания" сырцового бруса 11 зависит от частоты магнитных полей, возникающих в брусе при его движении, что обеспечивается применением того или иного генератора электрических импульсов /ГИ/. С увеличением частоты магнитных полей увеличивается высота сырцового бруса и пористость готовых изделий, при этом частицы /дробь/ заметно нагреваются.
Вместе с тем пористость зависит от концентрации в сырцовой массе металлической дроби. С увеличением концентрации растет пористость изделия и повышаются его теплотехнические свойства. Концентрация дроби в сырцовой массе зависит также от эффективности «вспенивания» и увеличения высоты сырцового бруса и изделия. Чем больше вспенивание массы и увеличение высоты, тем меньше концентрация или количество дроби в массе. Начальная концентрация по объему от 10% и окончательно устанавливается экспериментальным путем.
Технико-экономическая часть.
Как известно стеновые ячеистобетонные блоки на основе газосиликатов по всем показателям являются наиболее эффективным стеновым материалом, по сравнению с эффективным кирпичом и керамзитобетонными панелями /см.6, стр.150-151/.
Однако известные методы поризации газообразованием, пенообразованием аэрированием массы или комплексная поризация имеют ограниченную область применения. Кроме того, для осуществления процессов поризации необходимо применение дефицитных пенообразователей и дорогих газообразующих веществ, например алюминиевой пудры, в количестве до 20 кг на кубометр исходного материала.
Основными преимуществами нового метода поризации материалов является следующее.
1. Существенное расширение области применения, обеспечивающее изготовление следующих материалов и изделий:
- кирпича керамического и силикатного разм. 250×120×65/88/ мм.
- блоков стеновых разм. 600×250×200 /Н/, 400×200×200, 250×120×138 мм.
- пористых панелей наружных и внутренних стен размером на одну-две комнаты, на основе вяжущих - цемента или цемента плюс известь.
- пористых гипсобетонных перегородок на комнату, плит разм. 800×400×80.
-пористых гранул керамических /керамзит/, гранул на основе цемента, гипса и извести.
- пористых черепицы, облицовочных плит и многих других изделий.
2. Изготовление материалов и изделий производится без применения дефицитных пено- и газообразователей, что существенно снижает стоимость готовой продукции.
3. Технология производства нового вида керамзита не связана с запасами природного нерудного материала, какими являются коричневые /шоколадные/ глины с большим содержанием органических веществ или запасов слабовспучивающих глин. Новый керамзит изготовляется из обычных глин, которые применяются для производства керамического кирпича, что сильно снижает стоимость изготовления готовой продукции и обеспечивает существенное расширение производства керамзита.
4. Обеспечивается изготовление легких бетонов с помощью новой технологии более простым методом поризации без применения дорогого керамзита, изготовляемого по старым технологиям, что существенно снижает стоимость изделий и конструкций из нового вида легких бетонов. Применение нового метода поризации обеспечивает существенное расширение и увеличение темпов строительства и снижение стоимости одного квадратного метра жилой площади.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВСПЕНЕННЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2517133C2 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ И ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2396164C2 |
| СПОСОБ ПРОИЗВОДСТВА КИРПИЧА | 2018 |
|
RU2700126C1 |
| СПОСОБ ЭЛЕКТРОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ И ОБРАБОТКИ ИЗДЕЛИЙ И ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2402630C2 |
| СПОСОБ ЭЛЕКТРОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ ПОРОШКОВЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2387737C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2001 |
|
RU2194680C2 |
| Способ производства керамзита | 1990 |
|
SU1813756A1 |
| СПОСОБ РАБОТЫ МНОГОТОПЛИВНОГО ТЕПЛОВОГО ДВИГАТЕЛЯ И КОМПРЕССОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2386825C2 |
| СПОСОБ ДВИЖЕНИЯ АППАРАТА НА ВОЗДУШНОЙ СМАЗКЕ И АППАРАТ НА ВОЗДУШНОЙ СМАЗКЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2411138C1 |
| АКУСТИЧЕСКИЙ ГЕНЕРАТОР НИЗКОЙ ЧАСТОТЫ | 2002 |
|
RU2221283C2 |



Изобретение относится к области производства строительных изделий. Способ получения пористых материалов, изделий и конструкций включает смешивание исходных компонентов материала и металлической дроби, дополнительное механическое перемешивание формовочной массы с вводом в нее сжатого воздуха, поступление массы в шнековый пресс и выдавливание сырцового бруса из формовочного канала-мундштука, с последующим извлечением дроби. При этом осуществляют резку бруса на отдельные элементы, вакуумирование их и термообработку. Извлечение дроби осуществляют импульсными магнитными полями, при движении сырцового бруса с частотой 100 Гц и более, а удержание дроби на поверхности электромагнитов осуществляют действием постоянного магнитного поля. Устройство для осуществления способа содержит смеситель с воронкой для приема исходных компонентов материала и металлической дроби, соединенный с бункером быстроходного смесителя, содержащего емкость с патрубком для входа сжатого воздуха, сообщающуюся с перфорированным днищем смесителя для входа в него воздуха. Быстроходный смеситель соединен с бункером шнекового пресса, содержащего мундштук, для выдавливания на ленту транспортера с ребрами сырцового бруса с металлической дробью. Перпендикулярно транспортеру на заданной высоте размещены параллельно друг другу бесконечные ленты со звеньями электромагнитов, генератор электрических импульсов и отрезной нож. Технический результат заключается в повышении пористости изделия и снижении его массы. 2 н. и 3 з.п. ф-лы., 4 ил.
1. Способ получения пористых материалов, изделий и конструкций, включающий смешивание исходных компонентов материала и металлической дроби, дополнительное механическое перемешивание формовочной массы с вводом в нее сжатого воздуха, поступление массы в шнековый пресс и выдавливание сырцового бруса из формовочного канала-мундштука с последующим извлечением дроби, резку бруса на отдельные элементы с получением сырцовых изделий, вакуумирование их и термообработку, отличающийся тем, что извлечение дроби осуществляется импульсными магнитными полями при движении сырцового бруса с частотой 100 Гц и более, а удержание дроби на поверхности электромагнитов осуществляется действием постоянного магнитного поля с выносом дроби за счет непрерывного движения электромагнитов и сбросом ее в систему очистки и повторного использования дроби с образованием в брусе и сырцовых изделиях множества каналов диаметром 0,5-2 мм и вспучивания их.
2. Способ по п.1, отличающийся тем, что вспучивание сырцовой массы с дробью и образование в ней множества каналов осуществляется за счет возвратно-поступательных движений металлической дроби под действием переменных импульсных магнитных полей с частотой 100 Гц и более и одновременным перемещением по вертикали импульсного магнитного поля с извлечением дроби из сырцового изделия.
3. Способ по п.1, отличающийся тем, что вспучивание движущегося сырцового бруса осуществляется парообразованием воды затворения при пропускании через него импульсного разрядного тока с частотой 100 Гц и более.
4. Устройство для осуществления способа по п.1, содержащее смеситель с воронкой для приема исходных компонентов материала и металлической дроби, соединенный с бункером быстроходного смесителя, содержащего емкость с патрубком для входа сжатого воздуха, сообщающуюся с перфорированным днищем смесителя для входа в него воздуха, быстроходный смеситель соединен с бункером шнекового пресса, содержащего мундштук, для выдавливания на ленту транспортера с ребрами сырцового бруса с металлической дробью, перпендикулярно транспортеру на заданной высоте размещены параллельно друг другу бесконечные ленты со звеньями электромагнитов, генератор электрических импульсов и отрезной нож, транспортер сообщается со шлюзовой и вакуумной камерой, вакуумная камера содержит пост для затирки и герметизации поверхности сырцовых изделий и второй шлюз с тележками для приема сырцовых изделий и перемещения их в камеру термообработки, отличающееся тем, что ленты со звеньями электромагнитов размещены на заданной высоте от ребер ленты транспортера и движутся с заданной скоростью с образованием щели для поступления дроби на поверхности электромагнитов и сброса ее при отключении их в заданном количестве в лоток, размещенный параллельно транспортеру.
5. Устройство по п.4, отличающееся тем, что электромагниты содержат сердечники и якори, соединенные между собой через прокладки из электроизоляционного материала, сердечники снабжены катушками с проволокой, одна из которых подсоединена к выключателю и источнику постоянного тока, а другая - к генератору электрических импульсов, содержащему разрядник.
| Способ получения пористых изделий | 1983 |
|
SU1346610A1 |
| ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ИЗ НЕОРГАНИЧЕСКИ НАПОЛНЕННОГО МАТЕРИАЛА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2143341C1 |
| ЭКСТРУДИРУЕМОЕ ПРОМЫШЛЕННОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1995 |
|
RU2157757C2 |
| Способ изготовления пористо-дырчатого кирпича | 1989 |
|
SU1738793A1 |

