(54) РАСТВОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ Изобретение относится к электрохимической обработке металлов, в ча стности к .полированию углеродистых (Ст. 3, Ст. 45) и легированных (ХВСГ) сталей. Известен раствор для электрохими ческого полирования углеродистых и легированных сталей, содержащий сме серной и фосфорной кислот и органические добавки 1. Такой раствор позволяет получать поверхность высокого качества, но использование серной и фосфорной ки лот делает раствор весьма агрессивным . Наиболее близким к изобретению по составу компонентов является рАствор для электрохимического поли- рования металлов,/содержащий пирофосфорную кислоту и воду 2. Однако этот раствор обеспечивает высокое качество полирования только для цветных металлов и сплавов и при полировании в нем различных марок сталей наблюдается сильное раст равлив ние поверхности. Цель изобретения - повышение кла са чистоты поверхности стальных изделий .
МЕТАЛЛОВ Для этого раствор дополнительно содержит калий двухромовокислый и ацетотиоамид при следующем соотношении компонентов, вес.%: Пирофосфорная кислота 82-83 Калий двухромовокислый 12-12,5 Ацетотиоамид0,4- 0,6 ВодаОстальное. Процесс полирования ведут при 5060 С, анодной плотности тока 4060 А/дм в течение 3-5 мин. Раствор готовят следующим образом . В пирофосфорную кислоту вводят бихромат калия и воду. Раствор подогревают до полного растворения бихромата калия и только после этого вводят ацетотиоайиД (тиоуксусная кислота, этантионамид, тиоацетамид). Двухромовокислый калий в кислой среде выполняет роль окислителя. Окислительно-восстановительный потенциал при протекании реакции составляет +1,33 В. При таком положительном значении потенциала обеспечивается окисление всех содержащихся в сталях примесей. Ацетотиоамид, как поверхностно-акивное вёщёство, обеспечивает более ысокий класс чистоты ее обработки.
предохраняет от точечных и локальных разъеданий поверхности, а также от растравливания отдельных участков.
Содержание пирофосфорной кислоты в растворе поддерживают в пределах 82-83 вес.%. Снижение концентрации кислоты приводит к ухудшению качества полирования. Повышение содержания пирофосфорной кислоты выше 83% увеличивает вязкость раствора, что в свою очередь снижает электропроводность раствора и ухудшает качество полирования (наблюдается неравномерное полирование по поверхности).
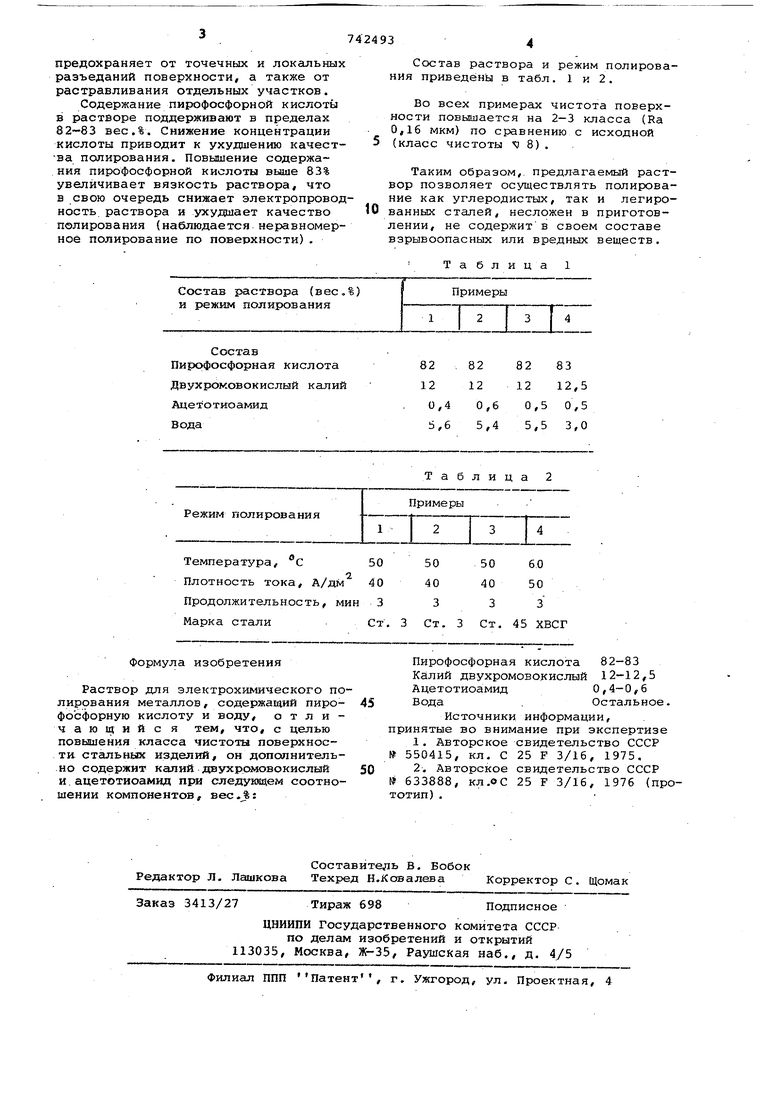
Состав раствора и режим полирования приведены в табл, 1 и 2.
Во всех примерах чистота поверхности повышается на 2-3 класса (Ra 0,16 мкм) по сравнению с исходной 5 (класс чистоты «з 8) .
Таким образом, предлагаемый раствор позволяет осуществлять полирование как углеродистых, так и легиро0 ванных сталей, несложен в приготовлении, не содержитв своем составе взрывоопасных или вредных веществ.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для электрохимического полирования изделий из углеродистой стали | 1981 |
|
SU981464A1 |
| Раствор для электрохимического полирования легированных сталей | 1990 |
|
SU1713994A1 |
| Электролит для размерной электрохимической обработки нержавеющих сталей и сплавов аустенитного класса | 1981 |
|
SU1024202A1 |
| Водный раствор для электрохимического полирования металлов | 1975 |
|
SU550415A1 |
| Раствор для электрохимического полирования стальных изделий | 1978 |
|
SU745965A1 |
| Раствор для химической виброобработки металлических деталей | 1988 |
|
SU1548266A1 |
| Раствор для электрохимического полирования алюминиевых сплавов | 1983 |
|
SU1154382A1 |
| Раствор для электрохимическогопОлиРОВАНия НЕРжАВЕющиХ СТАлЕй | 1979 |
|
SU836248A1 |
| Раствор для электрохимическогопОлиРОВАНия СплАВОВ | 1979 |
|
SU831885A1 |
| Раствор для химической виброобработки деталей из латуни | 1986 |
|
SU1344533A1 |
Состав Пирофосфорная кислота
Двухромовокислый калий
Ацетотноамид
Вода
82 828283
12121212,5
0,4 0,60,5 0,5
5,6 5,45,5 3,0
Таблица
