Изобретение относится к сборному железобетону и может быть использовано в производстве железобетонных труб, изготавливаемых преимущественно виброгидропрессованием со спирально-перекрестным армированием.
Известно приспособление для установки каркаса трубчатого изделия в проектное положение относительно сердечника формы, включающее разделительные полосы с лепестками (язычками).
Недостатком этого приспособления яв-., ляется то. что толщина защитного слоя над вершинами лепестков 0.5-5 мм, и иногда незначительная их часть оказывается заподлицо С наружной поверхностью трубы. Хотя общая площадь лепестков, выходящих на наружную поверхность трубы, небольшая по сравнению с общей площадью арматурного каркаса, но тем не менее сопротивление коррозии арматуры трубы, находящейся в земле, снижается.
Известно приспособление для установки каркаса трубчатого изделия в проектное положение относительно сердечника формы, включающее установочные угольники, расположенные равномерно по окружности в радиальном направлении на внутренней поверхности нижнего торцового кольца формы, контактирующие с торцовой и внутренней боковой поверхностями раструбной части каркаса и распорные клинья, контактирующие с сердечником формы, калибрующим кольцом наружной формы и боковой внутренней стенкой каркаса.
Недостатком этого приспособления является то, что на торцевой поверхности трубы 8 ее раструбной части образуются углубления от установочных угольников, которые необходимо заделывать бетонным раствором вручную, тем самым создавая дополнительную технологическую операцию. Наиболее близким к заявленному является приспособление для установки каркаса трубчатого изделия в проектное положение относительно сердечника формы, включающее опорное кольцо, имеющее пазы, равномерно расположенные по окружности, в которые вставляются съемные пластинчатые распорные элементы, установленное на калибрующее кольцо наружной формы и дополнительные распорные элементы, установленные на прижимное кольцо сердечника формы.
Однако и это приспособление обладает существенным, недостатком состоящим в том, что основные и дополнительные распорные элементы не сблокированы между собой, а дополнительные распорные элементы гарантированно контактируют с сердечникор-л формы.
Цель изобретения -уменьшение трудоемкости установки каркаса изделия и повышение качества последнего.
Поставленная цель достигается тем, что мзвестное пр /юпособление для установки каркаса трубчатого изделия в проектное положение относительно сердечника формы, содержащее расположенные равномерно по окружности и опертые на прижимное кольцо последнего съемные пластинчатые распорные элементы с вертикальными направляющими торцами, снабжено защитным и связанным с ним посредством проушмн опорным с кронштейнами кольцами и дополнительными сблокированными с основными попарно пластинчатыми распорными элементами, шарнирно смонтированными в кронштейнах опорного кольца, причем высота дополнительных пластинчатых распорных элементов превышает высоту основных распорных элементов, имеюи«их опорные выступы, контактирующие с прижимным кольцом сердечника.
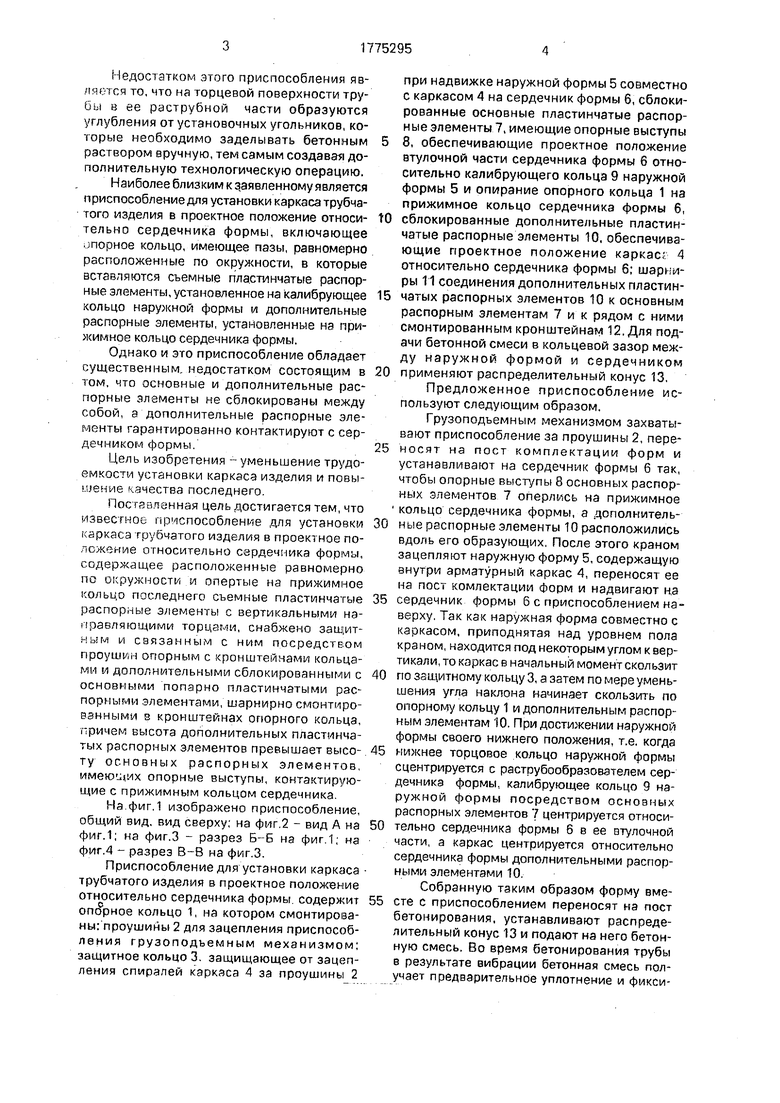
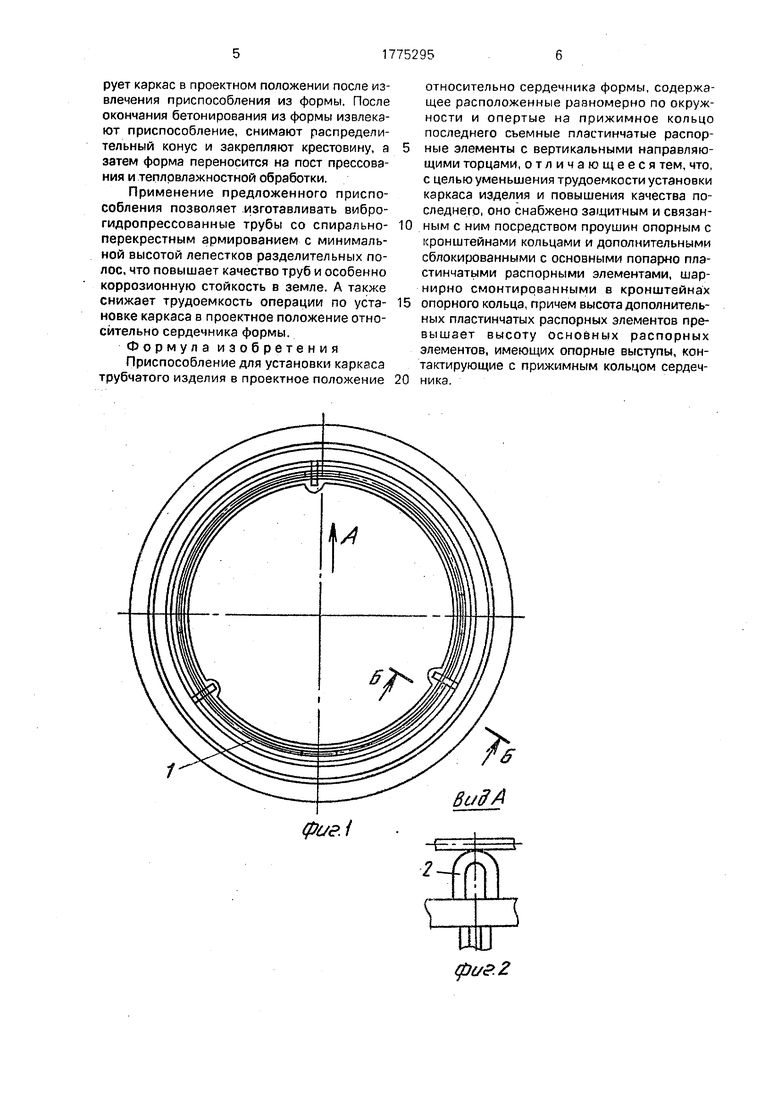
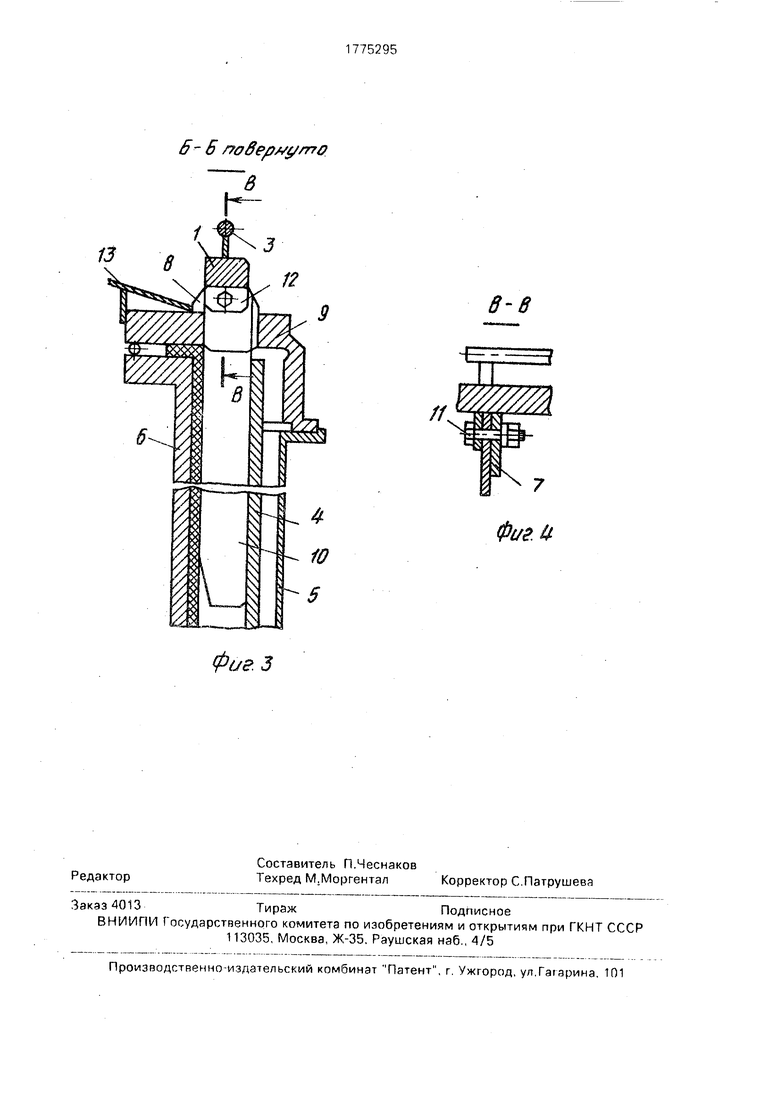
На.фиг. 1 изображено приспособление, общий вид, вид сверху; на фиг,2 - вид А на фиг. 1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.З.
Приспособление для установки каркаса трубчатого изделия в проектное положение относительно сердечника формы, содержит кольцо 1, на котором смонтированы: проушины 2 для зацепления приспособления грузоподъемным механизмом; защитное кольцо 3. защищающее от зацепления спиралей каркаса 4 за проушины 2
при надвижке наружной формы 5 совместно с каркасом 4 на сердечник формы 6, сблокированные основные пластинчатые распорные элементы 7, имеющие опорные выступы
8, обеспечивающие проектное положение втулочной части сердечника формы 6 относительно калибрующего кольца 9 наружной формы 5 и опирание опорного кольца 1 на прижимное кольцо сердечника формы 6,
o сблокированные дополнительные пластинчатые распорные элементы 10, обеспечивающие проектное положение каркас;, 4 относительно сердечника формы 6; шариыры 11 соединения дополнительных пластинчатых распорных элементов 10 к основным распорным элементам Тик рядом с ними смонтированным кронштейнам 12. Для подачи бетонной смеси в кольцевой зазор между наружной формой и сердечником
0 применяют распределительный конус 13.
Предложенное приспособление используют следующим образом,
Грузоподъемным механизмом захватывают приспособление за проушины 2, пере5 носят на пост комплектации форм и устанавливают на сердечник формы 6 так, чтобы опорные выступы 8 основных распорных элементов 7 оперлись на прижимное кольцо сердечника формы, а дополнительные распорные элементы 10 расположились вдоль его образующих. После этого краном зацепляют наружную форму 5, содержащую внутри арматурный каркас 4, переносят ее на пост комлектации форм и надвигают на
5 сердечник формы 6 с приспособлением наверху. Так как наружная форма совместно с каркасом, приподнятая над уровнем пола краном, находится под некоторым углом к вертикали, то каркас в начальный момент скользит
0 по заа итному кольцу 3, а затем по мере уменьшения угла наклона начинает скользить по опорному кольцу 1 и дополнительным распорным .элементам 10. При достижении наружной формы своего нижнего положения, т.е. когда
5 нижнее торцовое кольцо наружной формы сцентрируется с раструбообразователем сердечника формы, калибрующее кольцо 9 наружной формы посредством основных распорных элементов 7 центрируется относительно сердечника формы 6 в ее втулочной части, а каркас центрируется относительно сердечника формы дополнительными распорными элементами 10.
Собранную таким образом форму вместе с приспособлением переносят на пост бетонирования, устанавливают распределительный конус 13 и подают на него бетонную смесь. Во время бетонирования трубы в результате вибрации бетонная смесь получает предварительное уплотнение и фиксирует каркас в проектном положении после извлечения приспособления из формы. После окончания бетонирования из формы извлекают приспособление, снимают распределительный конус и закрепляют крестовину, а затем форма переносится на пост прессования и теплрвлажностной обработки.
Применение предложенного приспособления позволяет изготавливать виброгидропрессованные трубы со спиральноперекрестным армированием с минимальной высотой лепестков разделительных полос, что повышает качество труб и особенно коррозионную стойкость в земле. А также снижает трудоемкость операции по установке каркаса в проектное положение относительно сердечника формы.
Фо р му л а и 3 об рете н ия Приспособление для установки каркаса трубчатого изделия в проектное положение
/
c/e.i
относительно сердечника формы, содержащее расположенные равномерно по окружности и опертые на прижимное кольцо последнего съемные пластинчатые распорные элементы с вертикальными направляющими торцами, отличающееся тем, что, с целью уменьшения трудоемкости установки каркаса изделия и повышения качества последнего, оно снабжено защитным и связанным с ним посредством проушин опорным с кронштейнами кольцами и дополнительными сблокированными с основными попарно пластинчатыми распорными элементами, шарнирно смонтированными в кронштейнах опорного кольца, причем высота дополнительных пластинчатых распорных элементов превышает высоту основных распорных элементов, имеющих опорные выступы, контактирующие с прижимным кольцом сердечника.
ж
i
тии
6- 6 /7ове с/гг7О
6-8
w//m
Ф1/г
фигЗ
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1986 |
|
SU1451026A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1982 |
|
SU1305044A1 |
| Способ формования виброгидропрессованных трубчатых изделий | 1989 |
|
SU1715638A1 |
| Форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU963866A1 |
| Устройство для изготовления трубчатых изделий из бетонных смесей | 1982 |
|
SU1131661A1 |
| Сердечник для изготовления изделий из бетонных смесей с пустотами | 1989 |
|
SU1719212A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2099184C1 |
| РЕЗЕРВУАР С ПОНТОНОМ ДЛЯ ХРАНЕНИЯ ЛЕГКОИСПАРЯЮЩИХСЯ НЕФТЕПРОДУКТОВ | 2005 |
|
RU2295486C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1988 |
|
SU1653984A1 |
Использование: к сборному железобетону и может быть использовано в производстве железобетонных труб. Сущность изобретения; приспособление содержит съемные пластинчатые распорные злемен- ты с вертикальными направляющими торцами, опертые на прижимное кольцо и расположенные по окружности. Снабжено защитным и опорным кольцами, а также дополнительными сблокированными с основными попарно пластинчатыми распорными элементами. Последние шарнирно смонтированы в кронштейнах опорного кольца. При этом высота дополнительных ппастинчатых распорных элементов превышает высоту основных распорных элементов, имеющих опорные выступы, контактирующие с прижимным кольцом сердечника. 4 ил.(Л
| Разделительная полоса для арматурных каркасов железобетонных труб | 1973 |
|
SU488715A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
