Изобретение относится к технологии изготовления сборных железобетонных изделий и может быть использовано в различных отраслях стройиндустрии для изготовления предварительно напряженных железобетонных труб.
Известно устройство для изготовления предварительно напряженных железобетонных труб по одностадийной технологии виброгидропрессования, содержащее форму, состоящую из двух частей внешней и внутренней. Внешняя часть формы состоит из двух полуформ, скрепленных между собой пружинами тарированными болтами, допускающими раздвижку полуформ в процессе гидропрессования свежеотформованного бетона. Внутренняя часть формы включает стальной цилиндр с раструбообразователем, на который одет резиновый чехол. Полностью собранная такая форма с установленной в ней продольной и спиральной арматурой на посту формования заполняется бетонной смесью с вибрированием при помощи навешиваемых на стенки наружной формы высокочастотных пневмовибраторов. Затем отформованную трубу переносят на пост опрессовки и термообработки. В процессе опрессовки горячую воду под давлением нагревают между внутренней формой и резиновым чехлом для обжатия свежеотформованного бетона и предварительного натяжения в спиральной арматуре при раздвижке наружных полуформ. В таком напряженном состоянии опрессованный свежеотформованный бетон и находящаяся в нем предварительно напряженная продольная и спиральная арматура остаются под давлением опрессовки при термообработке до достижения бетоном необходимой распалубочной прочности. В результате после распалубки бетон тела трубы, включая защитный слой, находится в состоянии предварительного объемного напряжения [1]
Недостатками такого устройства являются большая сложность и материалоемкость формы, высокая трудоемкость и низкая производительность вспомогательного оборудования. Применение наружных навесных высокочастотных пневмовибраторов не обеспечивает однородной плотности свежеотформованного бетона, так как практически невозможно создать одинаковые изгибные колебания стенки наружной формы и, следовательно, равные условия виброуплотнения бетона. При этом уровень шума значительно превышает санитарные нормы.
Наиболее близким к предлагаемому является устройство для формования предварительно напряженных трубчатых изделий из бетонных смесей по одностадийной технологии, содержащее раскрывающуюcя наружную форму с механизмом подъема и опускания, поддон, раструбообразователь, приводной вибросердечник с виброголовкой, приспособление для навивки спиральной арматуры на свежеотформованный бетон несущего слоя тела трубы в виде смонтированного соосно сердечнику приводного карусельно диска с натяжным роликом и опрессовочным устройством и устройством для послойного нанесения защитного слоя под давлением.
Цель достигается тем, что в этом устройстве все оборудование и приспособления для изготовления трубы смонтированы в одном агрегате, включая опрессовку свежеотформованного бетона несущего слоя обжатия радиальным давлением от навивки на него спиральной, предварительно напряженной арматуры.
Основным недостатком такой установки является необходимость применения весьма сложного и малоэффективного оборудования для формования тела трубы, включая нанесение защитного слоя. Оборудование и приспособления для всех операций изготовления трубы смонтированы в одном агрегате (однопостовая технология), следовательно, все операции могут выполняться на этом агрегате только последовательно, одна за другой. Применение виброголовки со свободной посадкой на приводной (для подъема и опускания) вибросердечник не обеспечивает однородной плотности свежеотформованного бетона несущего слоя трубы, вследствие неравномерной загрузки виброаргона при сбрасывании на него бетонной смеси с высоты порядка 5 м.
Цель изобретения создание устройства для формования предварительно напряженных, безраструбных, с втулочными концами для муфтового соединения железобетонных труб, обеспечивающего повышение производительности и улучшение качества труб.
Предлагаемое устройство содержит разъемные скользящие с виброизлучателями воронки соответствующих диаметров для несущего и защитного слоев, приводную площадку с вертикальными направляющими, в которых установлены последняя воронка и расходные емкости, а сердечник выполнен составным в виде двух одинаковых размеров усеченных жестких конусов с большим основанием на концах со съемными фланцами для крепления стержней предварительно напряженной, продольной и спиральной арматуры и калибрующих полуколец для формования втулочных концов изделия защитного слоя, такое устройство позволяет легко собрать сердечник, установить формующую воронку, выполнить формование и опрессовку, упрощает распалубку, так как полусердечники выпрессовываютcя с двух концов трубы одновременно или последовательно. При натянутых стержнях продольной арматуры сердечник обладает достаточной жесткостью, продольной устойчивостью и обеспечивается нетрудоемкая, механизированная распалубка. Применение высокочастотного глубинного вибрирования при формовании и скользящей опалубки позволяет использовать жесткие бетонные смеси, отказаться от материалоемкой наружной формы и резко снизить уровень шума.
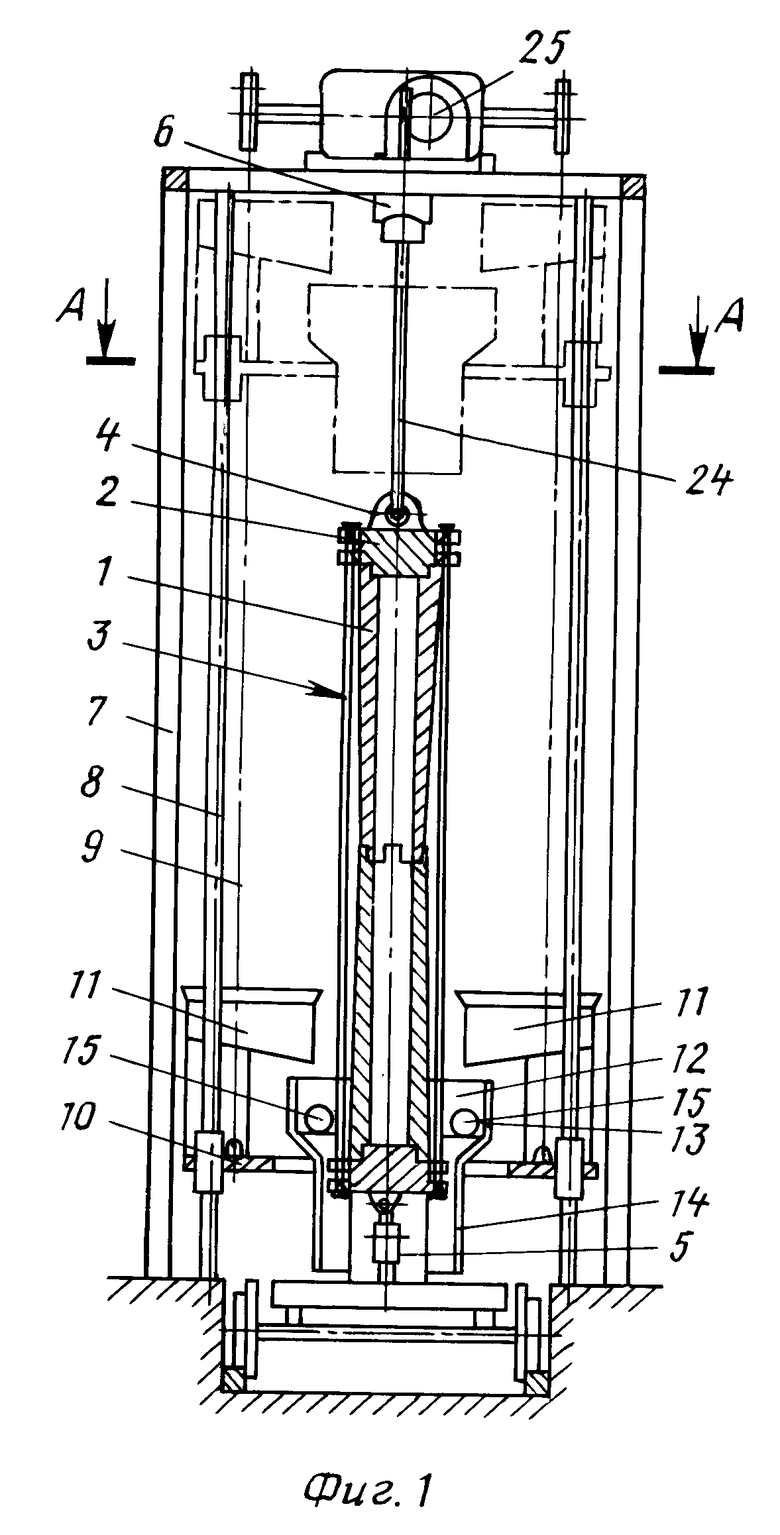
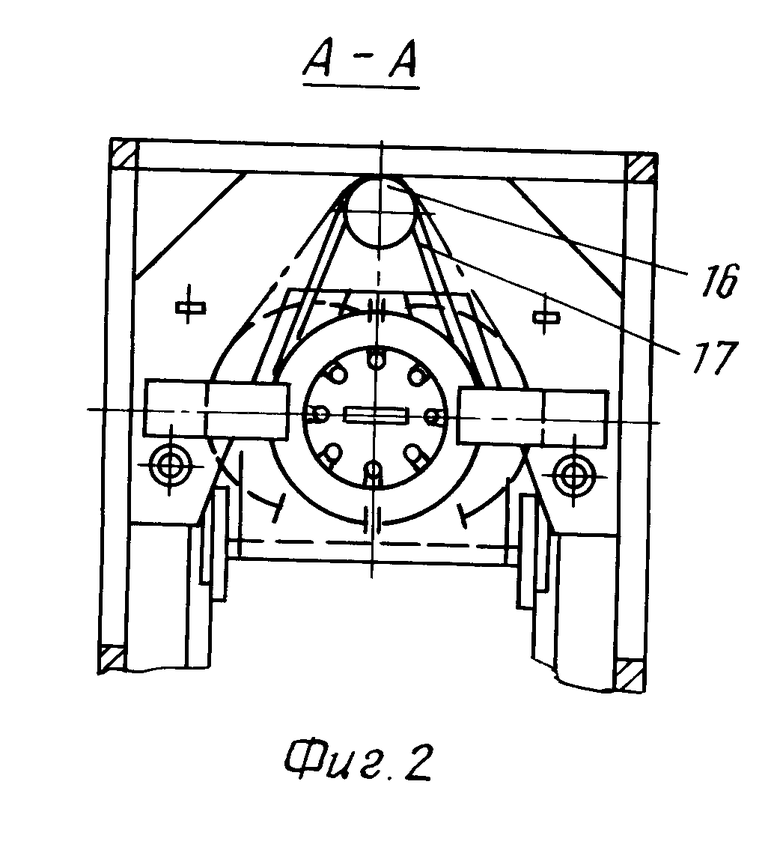
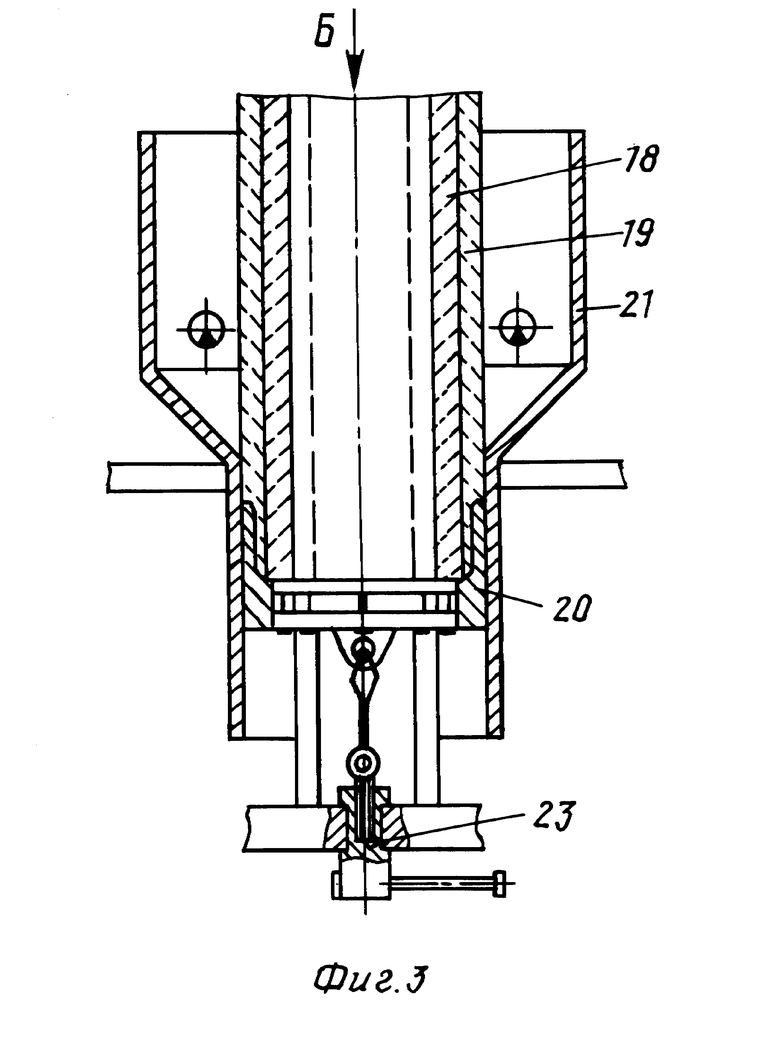
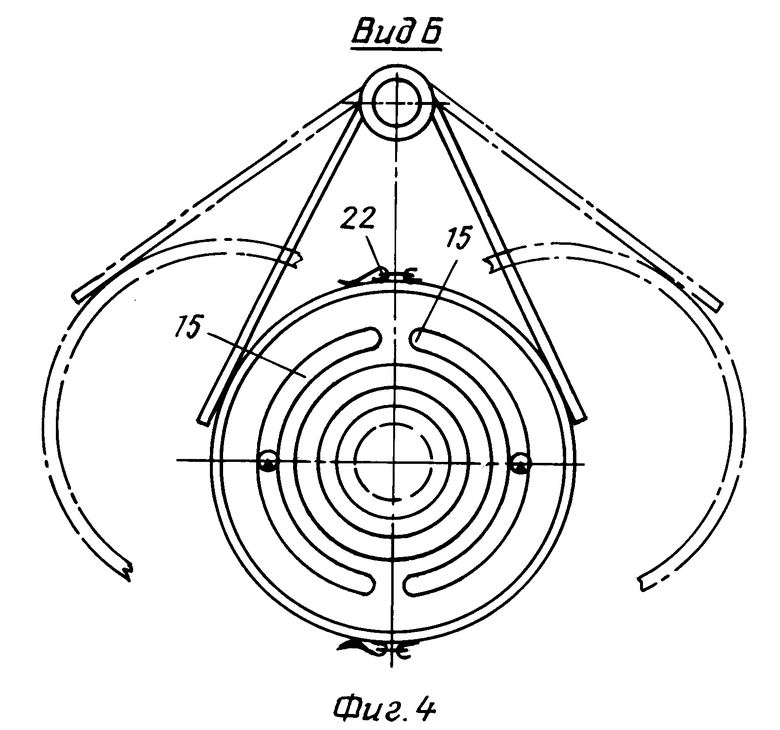
На фиг.1 изображено устройство для формования предварительно напряженной железобетонной трубы (несущего и защитного слоев); на фиг.2 разрез А-А на фиг. 1; на фиг.3 скользящая формующая воронка, вид сбоку; на фиг.4 вид Б на фиг.3.
Устройство для формования предварительно напряженных железобетонных труб содержит сердечник 1, состоящий из двух одинакового размера усеченных конусов с большим основанием на концах, снабженных съемными фланцами 2 для крепления стержней 3 предварительно напряженной продольной арматуры. Для фиксации усеченных конусов в средней части сердечник 1 оборудован соответствующим соединением, например шлицевым, а для фиксации сердечника в вертикальном положении фланцы 2 снабжены серьгами 4. Диаметр фланцев равен диаметру несущего слоя трубы. Сердечник 1 в сборе устанавливают на опорную тумбу 5, с помощью подвески 6 сердечник 1 крепится к рамной конструкции 7 с направляющими стойками 8, по которым от цепной передачи 9 перемещают вверх-вниз платформу 10. На платформе 10 установлены расходные емкости 11 для бетонной смеси и скользящая формующая воронка 12, которая состоит из цилиндрической части 13 и раструба 14, где размещен глубинный виброизлучатель 15. Формующая воронка выполнена разъемной по вертикали, ее половинки крепятся к стойке 16 посредством кронштейнов 17, раздвигая последние, воронку можно раскрыть и наоборот закрыть. Оборудование для формования несущего 18 и защитного 19 слоев трубы конструктивно и кинематически одинаковое, различается лишь размерами диаметр формующей воронки и может быть смонтировано на одном или на разных постах. Кроме того, перед формованием защитного слоя 19 трубы на фланцы 2 закрепляют калибрующие полукольца 20, внутренний диаметр которых формирует калибровочную поверхность втулочных концов, а внешний наружную поверхность трубы. Для формования защитного слоя применяют скользящую воронку 21, диаметр цилиндрической части которой равен диаметру калибровочных полуколец 20. В рабочем состоянии формующие воронки 12 и 21 замыкают накидным замком 22, например, типа эксцентрикового зажима. Закрепление конического сердечника 1 в вертикальном положении на опорной тумбе 5 осуществляют при помощи устройства 23, а наверху механизма 25, посредством тяги 24 и подвески 6.
Устройство работает следующим образом.
Конический сердечник 1 со съемными фланцами 2 в сборе с натянутыми, например, электротермическим способом стержнями 3 предварительно напряженной продольной арматуры устанавливают на опорную тумбу 5 против поста формования несущего слоя трубы и закрепляют вертикально при помощи устройства 23 и механизма 25. На нижний фланец 2 сердечника 1 одевают и замыкают скользящую формующую воронку 12 таким образом, чтобы верх ее цилиндрической части 13 совпадал с нижним фланцем 2 сердечника. Раструб 14 формующей воронки 12 при включенном виброизлучателе 15 заполняют бетонной смесью из расходных емкостей 11 до определенного уровня, который сохраняется постоянным в процессе формования трубы путем подпитки. По достижении этого уровня и тиксотропного разжижения бетонной смеси включают привод вертикального перемещения платформы 10, осуществляя процесс виброформования несущего слоя трубы. Этот процесс заключается в заполнении свежеотформованным бетоном формовочной полости, образованной между сердечником 1 и цилиндрической частью 13 формующей воронки 12. Длина этой части воронки принимается такой, чтобы после ее прохождения в свежеотформованном слое бетона колебания от виброизлучателя 15 почти полностью затухали. После формования несущего слоя его поверхность покрывают полосовым распределительным каркасом, который закрепляют на поверхности бетона, например, с помощью стальных скоб.
Навивку спиральной арматуры на свежеотформованный бетон несущего слоя производят посредством устройства для вращения сердечника и перемещения относительно его продольной оси механизма для натяжения и навивки спиральной арматуры. Эту операцию выполняют при вертикальном или горизонтальном расположении сердечника. Затем на упорные фланцы 2 закрепляют калибровочные полукольца 20, внутренняя поверхность которых образует калиброванную поверхность втулочных концов трубы, а наружная внешнюю поверхность.
Формование защитного слоя 19 производят аналогично формованию несущего слоя 18 при помощи скользящей формующей воронки 21, отличающейся только размерами.
Поверхность свежеотформованного бетона этого слоя покрывают теплоизоляционным покрытием типа колпак, например из прорезиненной ткани, и сердечник с трубой перемещают на участок тепловой обработки. После термообработки снимают калибровочные полукольца 20 и фланцы 2, выпрессовывают сердечник 1, трубу устанавливают на гидроиспытания, а оснастку очищают, смазывают рабочие поверхности и производят сборку сердечника с натянутыми продольными стержнями предварительно напряженной арматуры для формования очередной трубы.
Использование предлагаемого устройства существенно упрощает технологию формования трубы, увеличивается производительность по сравнению с однопостовой технологией или виброгидропрессованием. В предлагаемом устройстве исключается наружная форма.
Важной особенностью предлагаемой установки является обеспечение высокой однородной плотности бетона как несущего, так и защитного слоев, работающих совместно, за счет благоприятного сочетания воздействия на уплотняемую смесь глубинного вибрирования и пригруза от массы непосредственно самой виброуплотняемой бетонной смеси.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕЗРАСТРУБНЫХ ТРУБ | 1992 |
|
RU2068778C1 |
| ТРУБЧАТОЕ ИЗДЕЛИЕ ИЗ ПРЕССОВАННОГО ДИСПЕРСНО-АРМИРОВАННОГО БЕТОНА И ФОРМУЮЩАЯ ГОЛОВКА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072467C1 |
| Способ изготовления предварительно напряженных трубчатых изделий из бетона | 1974 |
|
SU537822A1 |
| СПОСОБ АКТИВАЦИИ МИНЕРАЛЬНЫХ ВЯЖУЩИХ | 1992 |
|
RU2070183C1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1988 |
|
SU1653984A1 |
| Способ производства напорных труб | 1978 |
|
SU691306A1 |
| Способ изготовления напорных железобетонных трубчатых изделий | 1991 |
|
SU1815228A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОРНЫХ ТРУБ | 2001 |
|
RU2201340C2 |
| Железобетонная напорная труба большого диаметра и способ ее изготовления | 1983 |
|
SU1135957A1 |
| Способ формования железобетонных напорных труб из бетонных смесей | 1980 |
|
SU908606A1 |
Изобретение относится к технологии изготовления сборных железобетонных изделий и может быть использовано в различных отраслях стройиндустрии для изготовления предварительно напряженных железобетонных труб. Сущность данного решения заключается в том, что устройство имеет составной сердечник, состоящий из двух одинакового размера усеченных жестких конусов большим основанием на концах, со съемными фланцами для крепления стержней предварительно напряженной продольной и спиральной арматуры и калибрующих полуколец для формирования втулочных концов изделия защитного слоя, разъемные скользящие с виброизлучателями воронки соответствующих диаметров для несущего и защитного слоев, приводную площадку в вертикальных направляющих для установки воронки и расходных емкостей для бетонной смеси. 4 ил.
УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ, содержащее форму с сердечником, механизмы для навивки спиральной арматуры и для виброуплотнения бетонной смеси, по крайней мере одну расходную емкость для бетонной смеси, отличающееся тем, что оно снабжено разъемными скользящими с виброизлучателями воронками соответствующих диаметров для несущего и защитного слоев, приводную площадку с вертикальными направляющими, в которых установлены последняя, воронки и расходные емкости, а сердечник выполнен составным в виде двух одинаковых размеров усеченных жестких конусов с большим основанием на концах со съемными фланцами для крепления стержней предварительно напряженной продольной и спиральной арматуры и калибрующих полуколец для формования втулочных концов изделия защитного слоя.
| Установка для формования предварительно напряженных трубчатых изделий из бетонных смесей | 1981 |
|
SU1188008A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
