(54) СОСТАВ СОЛЯНОЙ ВАННЫ ДЛЯ ОТЖИГА ТИТАНОВЫХ СПЛАВОВ
.:,-. / .
1
Изобретение относится к области металлургии и может быт использовано при термической обработке тита-. новых сплавов перед обработкой давлением.
Известна среда для отжига титановых сплавов, содержащая, вес.%:
Хлорид бария 53
Хлорид натрия 20
Хлорид калия 27 1
При отжиге в такой среде на поверхности образуется слой окислов. В производственных условиях (обжатие 25%), скорость волочения 80 м/мин (сплав ВТ1-0). После такого отжига на втором и последующих проходах наблюдаются задиры и охватывание обрабатываемого металла с инструментом, что ухудшает качество поверхности проврлоки.
Известна соляная ванна для отжига . проволоки в бунтах и других изделий следующего состава, вес.%:
Карбонат натрия 45-55 Хлорид натрия 25-35 Хлорид калия , 15-20 Карбид кремния 0,5-2 2. При отжиге в такой ванне на поверхности проволоки образуется хруп/
кий и твердый слой, который в процессе волочения ведет к интенсивному износу инструмента, ухудшению качества поверхности проволоки и возрастанию усилий деформации.
Цель изобретения - снижение усилий деформации, улучшение качества поЮ нервности изделий и увеличение стойкости инструмента при последуницей обработке давлением. ,
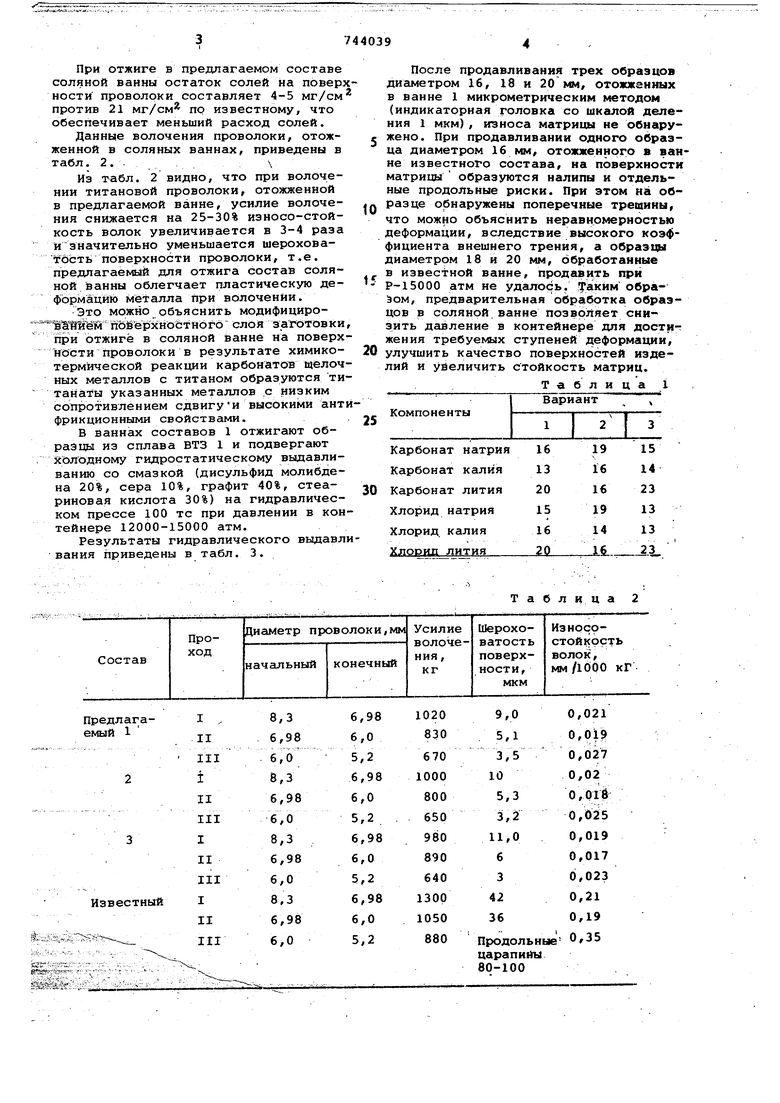
Достигается- это тем, что в соляную ванну, включающую карбонат натрия, хлорид натрия и хлорид калия дополнительно введены карбонат калия, карбонат лития, хлорид лития при следующем соотношении вес.%: 20 . Карбонат натрия 14-19 Карбонат кгшия 13-16 Карбонат лития 16-23 Хлорид натрия , 13-19 Хлорид калия 13-16 25 Хлорид лития 16-23
Проволоку в бунтах из сплава ВТ1-0 диаметром 8,3 мм отжигают при в течение 30 мин.- -а
Варианты предлйУ с та состйТза 30 приведены в faBini7 T. .. При отжиге в предлагаемом составе соляной ванны остаток солей на поверхности проволоки составляет 4-5 мг/см против 21 мг/см по известному, что обеспечивает меньший расход солей.
Данные волочения проволоки, отожженной в соляных ваннах, приведены в табл. 2. .
Из табл. 2 видно, что при волочении титановой проволоки, отожженной в предлагаемой ванне, усилие волочения снижается на 25-30% иэносо-стойкость волок увеличивается в 3-4 раза и значительно уменьшается шероховатость поверхности проволоки, т.е. предлагаемый для отжига состав сОляной ванны облегчает пластическую деформацию металла при волочении.
Это можно объяснить модифициро1||с1Шё1м поВёрхно&тногб слоя заготовки, при отжиге в соляной ванне на поверхности проволоки в результате химикоТ1ермической реакции карбонатов щелочных металлов с титаном образуются титанаты указанных металлов .с низким сопротивлением сдвигуи высокими антифрикционными свойствами.
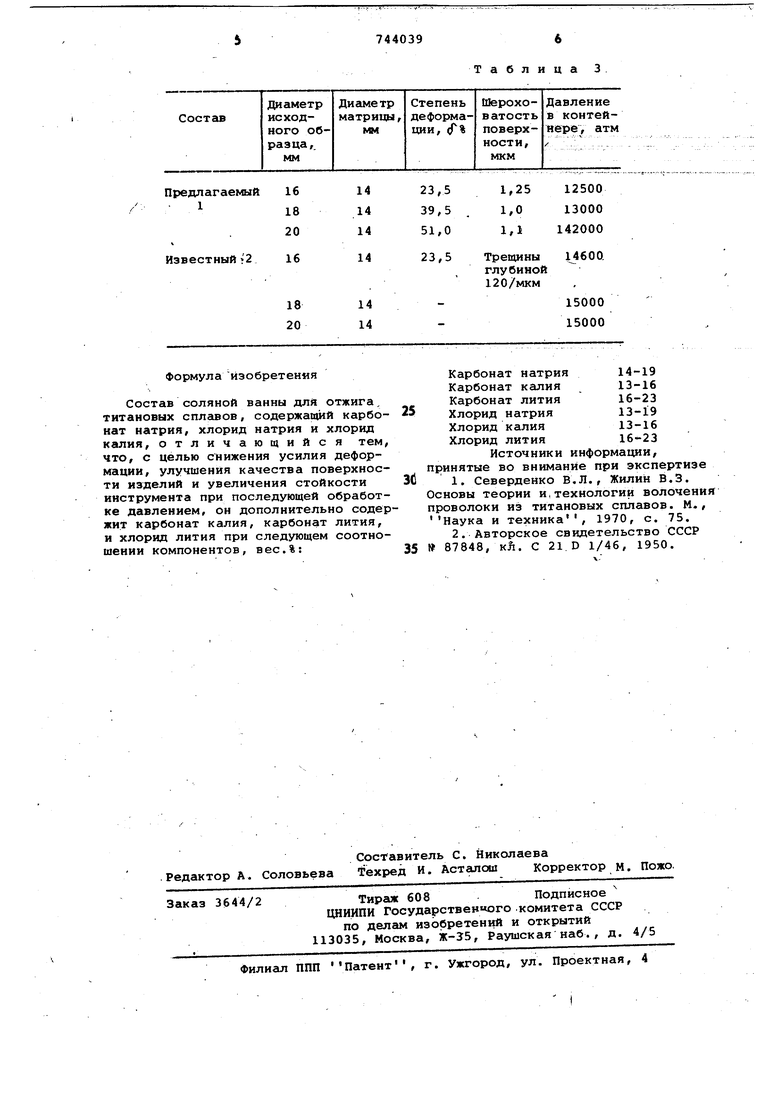
В ваннах составов 1 отжигают образцы из сплава ВТЗ 1 и подвергают холодному гидростатическому выдавливанию со смазкой (дисульфид молибдена 20%, сера 10%, графит 40%, стеариновая кислота 30%) на гидравлическом прессе 100 тс при давлении в контейнере 12000-15000 атм.
Результаты гидравлического выдавливания приведены в табл. 3.
После продавливания трех образцов диаметром 16, 18 и 20 мм, отожженных в ванне 1 микрометрическим методом (индикаторная головка со шкалой деления 1 мкм), износа матрицы не обнаружено. При продавливании одного образца диаметром 16 мм, отожженного в ванне известного состава, на поверхности матрицы образуются налипы и отдельные продольные риски. При этом на образце обнаружены поперечные трещины, что можно объяснить неравномерностью деформации, вследствие высокого коэффициента внешнего трения, а образцы диаметром 18 и 20 мм, обработанные
в известной ванне, продавить при
Р-15000 атм не удалось. yaiKHM образом, предварительная обработка образцов э соляной ванне позволяет снизить давление в коитейнере для лостижения требуемых ступеней деформации,
улучшить качество поверхностей изделий и увеличить стойкость матриц.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для получения подсмазочных покрытий на полуфабрикатах из титановых сплавов | 1977 |
|
SU865976A1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ В РОЛИКОВЫХ ВОЛОКАХ | 2007 |
|
RU2329884C1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ СВИНЦОВЫХ ЛАТУНЕЙ | 2007 |
|
RU2352682C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2011 |
|
RU2563611C2 |
| СПОСОБ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ ПРОВОЛОКИ ИЗ ОЛОВЯННО-ЦИНКОВОЙ БРОНЗЫ БРОЦ4-3 | 2006 |
|
RU2315129C1 |
| ЗАГОТОВКА ДЛЯ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ, ВЫПОЛНЕННАЯ ИЗ ДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2724751C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| Способ изготовления длинномерных изделий | 1978 |
|
SU896074A1 |
| СПОСОБ ПОДГОТОВКИ МЕДНОЙ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ К ВОЛОЧЕНИЮ | 1998 |
|
RU2146976C1 |
| ПОДДАЮЩИЙСЯ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ СПЛАВ НА ОСНОВЕ МЕДИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2004 |
|
RU2348720C2 |
Предлагаемый 1
Известный
Таблица
Формула изобретения
Состав соляной ванны дли отжига, титановых сплёшов, содержаний карбонат натрия, хлорид натрия и хлорид калия, отличающийся тем, что, с целью снижения усилия деформации, улучшения качества поверхности изделий и увеличения стойкости инструмента при последующей обработке давлением, он дополнительно содержит карбонат калия, карбонат лития, и хлорид лития при следующем соотношении компонентов, вес.%:
Таблица 3
Карбонат натрия 14-19 Карбонат калия 13-16 Карбонат лития 16-23 25 Хлорид натрия 13-19 Хлорид калия 13-16 Хлорид лития 16-23 Источники информации, принятые во внимание при экспертизе 3(1 1. Северденко В.Л. , Жилин В.З. Основы теории и,технологии волочени проволоки из титановых сплавов. М., Наука и техника , 1970, с. 75.
