Применяемые в стекольной промышленности выработочные бассейны ванных печей для производства армированного листового стекла с гладкой, рифленой или волнистой поверхностью на вертикально-вытягивающих машинах известны. В таких выработочных бассейнах высота слоя стекломассы постоянная и не может регулироваться без изменения уровня по всей ванной печи.
Предлагаемая конструкция выработочного бассейна позволяет изменять высоту слоя стекломассы в выработочном бассейне независимо от уровня стекломассы в ванной печи.
Бассейн выполнен в виде поворотного около края ванной печи и сообщающегося с ним шамотного корыта с выступом на дне, снабженным щелью для прохода снизу металлической сетки.
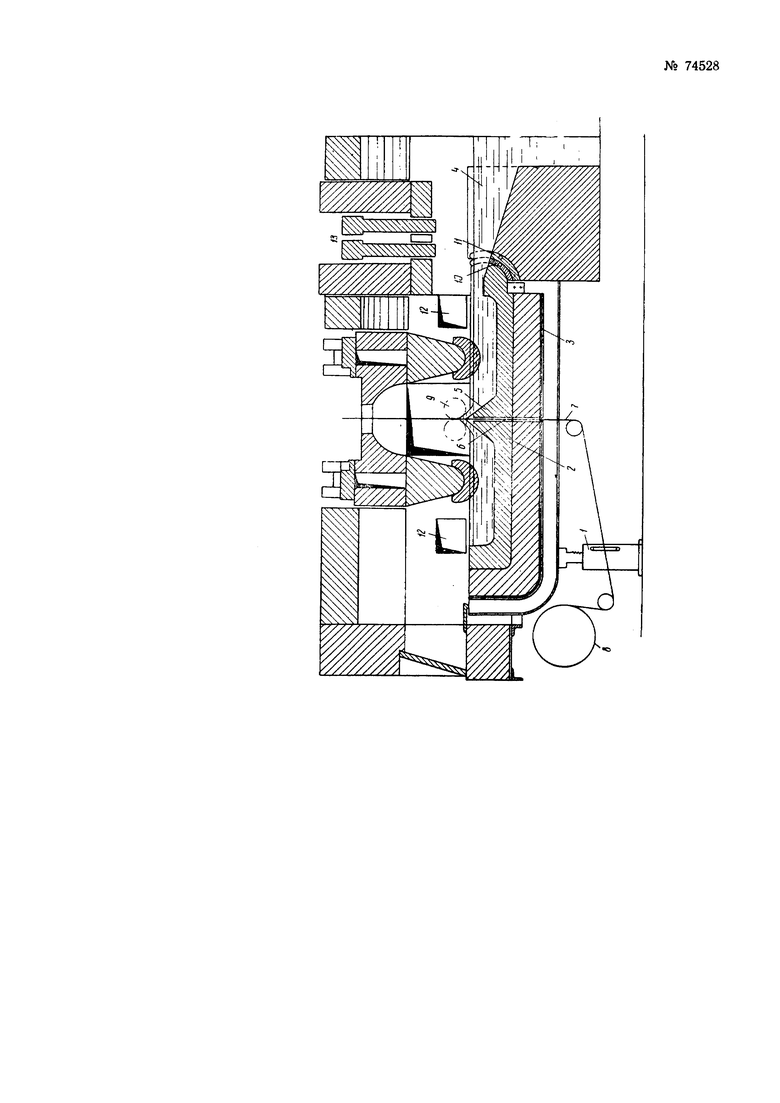
На чертеже изображен предлагаемый выработочный бассейн.
Под шахтой машины на винтовом подъемном приспособлении 1 устанавливается шамотное корыто 2, заключенное в изоляцию и уложенное в металлический кожух 3. Корыто прилегает непосредственно к стене канала ванной печи 4 таким образом, что стекломасса может перетекать из ванной печи в корыто, причем уровень стекломассы в корыте и печи общий. Дно корыта имеет выступ 5, снабженный щелью 6, через которую снизу вверх движется металлическая сетка 7, сматываемая с рулона 8. Сетка обволакивается стекломассой, затекающей в щель, но так как скорость протягивания ленты равна или больше скорости затекания стекломассы в щель, то сетка, покрытая с обеих сторон стекломассой в виде непрерывной ленты армированного стекла, поднимается вверх и захватывается валками машины.
При вытягивании гладкого армированного стекла лента вытягивается со свободной поверхности, причем борта ленты образуются специальными бортоформирующими устройствами.
При вытягивании орнаментного армированного стекла над уровнем стекломассы устанавливаются валики 9 с выгравированным узором, которые вальцуют ленту.
Количество стекла, поступающего на сетку, в зависимости от толщины ленты и скорости выработки, регулируется высотой слоя стекломассы над щелью, что достигается подъемом или опусканием корыта.
Вращение корыта производится вокруг оси, проходящей через место стыка корыта с печью. Утечка стекломассы через место стыка предупреждается установкой металлических холодильников 10 и 11 полуцириндрической формы с отверстием внутри, по которому подается охлаждающий агент (вода или воздух). При вращении корыта один холодильник скользит по другому.
Подогрев подмашинной камеры осуществляется подачей газа через влеты 12. Отсечка стекломассы при останове машины производится подъемом корыта до тех пор, пока выступ 5 не станет выше уровня стекломассы.
Камера выработки отключается от печи с помощью подъемных шиберов 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горизонтального вытягивания листового стекла | 1948 |
|
SU80369A1 |
| Лодочка для вытягивания листового стекла | 1980 |
|
SU945093A1 |
| Устройство для выработки накладного листового стекла на машине вертикального вытягивания | 1958 |
|
SU118955A1 |
| Способ непрерывного производства листового стекла | 1975 |
|
SU617390A1 |
| Устройство для вертикального вытягивания листового стекла | 1989 |
|
SU1723055A1 |
| Устройство для производства цветного двухслойного стекла | 1948 |
|
SU77295A1 |
| Лодочка для вытягивания листового стекла | 1983 |
|
SU1098913A2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЛЕНТЫ СТЕКЛА | 1997 |
|
RU2142435C1 |
| Машина для производства листового стекла методом горизонтального вытягивания | 1948 |
|
SU80357A1 |
| Лодочка для формования листового стекла | 1988 |
|
SU1564127A1 |
1. Выработочный бассейн для изготовления листового армированного стекла с гладкой, рифленой или волнистой поверхностью на вертикально-вытягивающих машинах, отличающийся тем, что, он выполнен в виде поворотного около края ванной печи и сообщающегося с ним шамотного корыта с выступом на дне, снабженным щелью для прохода снизу металлической сетки.
2. Форма выполнения бассейна по п. 1, отличающаяся тем, что, для предупреждения утечки стекла через промежуток между краями корыта и ванной печи, их взаимодействующие поверхности выполнены в виде металлических холодильников, скользящих друг по другу.
