(5) ЛОДОЧКА ДЛЯ ВТЯГИВАНИЯ ЛИСТОВОГО СТЕКЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Лодочка для вытягивания листового стекла | 1983 |
|
SU1098913A2 |
| Устройство для вертикального вытягивания листового стекла | 1982 |
|
SU1046202A1 |
| Подмашинная камера для вытягивания листового стекла | 1977 |
|
SU740717A1 |
| Устройство для вертикального вытягивания ленты стекла | 1983 |
|
SU1288167A1 |
| Лодочка для формования листового стекла | 1988 |
|
SU1564127A1 |
| Подмашинная камера вертикального вытягивания листового стекла | 1974 |
|
SU554215A1 |
| Способ компенсации тепловых потерь | 1935 |
|
SU49274A1 |
| Лодочка для вертикального вытягивания листового стекла | 1985 |
|
SU1288168A1 |
| Способ изготовления стекла вытягиванием в виде ленты | 1939 |
|
SU57963A1 |
| Устройство для управления процессом вертикального вытягивания листового стекла | 1985 |
|
SU1315395A1 |
1
Изобретение относится к промышленности стройматериалов, в частности к стекольной промышленности, и мо)хет быть использовано в производстве листового стекла методом вытягивания вверх.
Известна лодочка для вытягивания листового стекла, в частности по способу вертикального вытягивания вверх, содержащая шамотный корпус со щелью, которая в зоне фаски, т.е, в зоне контакта со стекломассой, выполнена из спеченного материала lj.
Недостатком данно11 лодочки является то, что она не устраняет полос- 15 ность и волнистость листового стекла, получаемого подобным методом, футеровка выходной щели лодочки спеченным огнеупорным материалом не влияет на термические характеристики 20 стекломассы, поступающей на выработку, в частности на процесс выравни-. вания ее температуры, и на срок службы самой лодочки, так как из спечен-.
ного материала выполняется только поверхность щели.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является лодочка для вытягивания листового стекла, содержащая шамотный корпус со ще-лью 2.
Вблизи торцов лодочки через кладку печи расположены электроды, соединенные с источником тока с возможностью регулировки силы тока. Однако выравнивание температуры уже непосредственно начального участка ленты стекла должно сопровождаться непосредственным контактом электрода с лентой сте.кла, что одновременно связано со сни : ением ее качества.
Учитывая низкую электропроводность стекломассы на этом участке, очевидно, что в данном случае потери электрического тока на участке контакта электрода с лентой
трудности обеспечения достаточно плотного контакта электрода с лентой стекла будут существенными. Из-за больших потерь тока на границе фаз электрод - лента стекла эффективность тока, протекающего по самой ленте стекла, будет довольно низкой. Во всяком случае, возможен разогрев бортов ленты на участках контакта, но разогрев средней ее части за счет электрического тока очень сомнителен ввиду низкой электропроводности стекла и больших потерь тока при его подаче на ленту стекла.
Кроме того, на распределение температур в стекломассе оказывает влияние и сама лодочка как тело, поглощающее тепло. Из этого следует что стекломасса, граничащая с лодочкой, в частности с ее щелью, более охлаждена, чем срединные слои стекломассы в цели. Поскольку в торцевы участки щели поступает стекломасса, отдающая тепло стенкам выработочного канала, т.е. более охлажденная на практике борта ленты ее краевые участки всегда более охлаждены, чем средние участки. Таким образом, в щели лодочки происходят процессы, в частности кристаллизация стекломассы и последующее затухание ленты стекла и несимметричное распределение температур, влияющие впоследствии на волнистость стекла или его прлосность. Разогрев верхнего участка луковицы или начального участка ленты не может предотвратить эти процессы, это совершенно очевидно.
Цель изобретения - повышение качества стекла за счет выравнивания температуры стекломассы, проходящей через щель.
Поставленная цепь достигается тем, что в лодочке для вытягивания листового стекла, содер) шамотный корпус со щелью, торцы корпуса со стороны щели выполнены в виде электродов, соединенных с источником тока.
Это обеспечивает разогрев электрическим током стекломассы, поступающ-ей на выработку, т.е. стекломассы, .температура кЬторой позволяет проводить любые значения тока без какихлибо потерь на участке контакта электрода со .стеклом. Достоинством его является и то, что недостатки стекла зарохдаются именно в щели
ЛОДОЧКИ, в частности здесь происходит затухание ленты (кристаллизация стекломассы7i неравномерная теплоотдача лодочке и соответственно неравномерное распределение температур в стекломассе, находящейся в щели. Естественно, что если в лодочке стекломасса имеет неравномерно распределенную температуру, это обуславливает ее неравномерное затвердевание по выходу из щели, что проявляется обычно в очень распространенном гютоке - полосности стекла и его волнистости.
Выполнение торцов в виде электродов позволяет пропускать электрический ток как по стекломассе, поступающей на выработку, так и по луковице, что выравнивает температуру 0 стекломассы по ширине щели и по длине луковицы и предотвращает ее кристаллизацию.
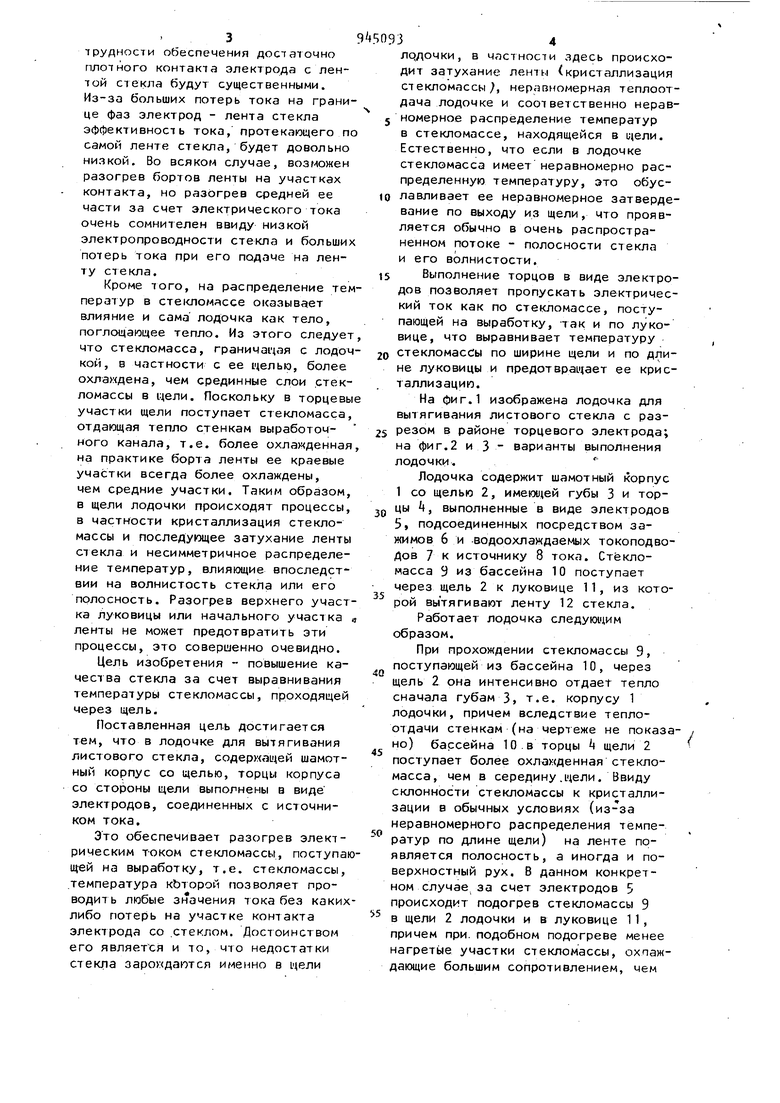
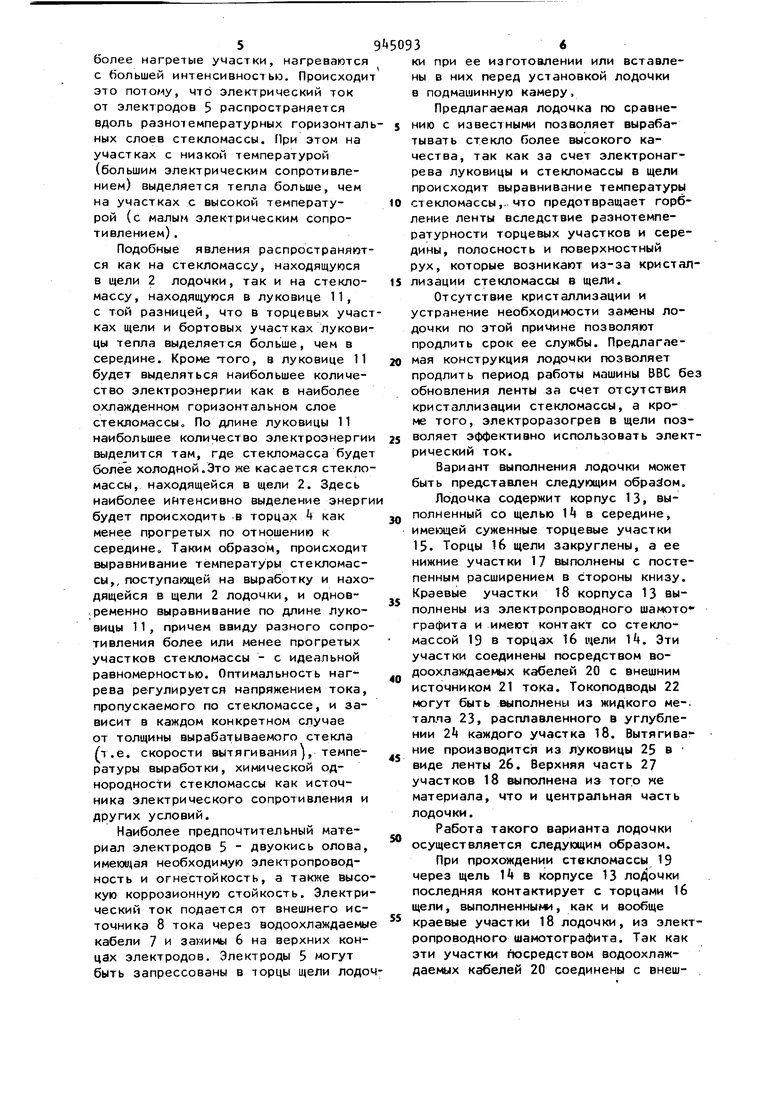
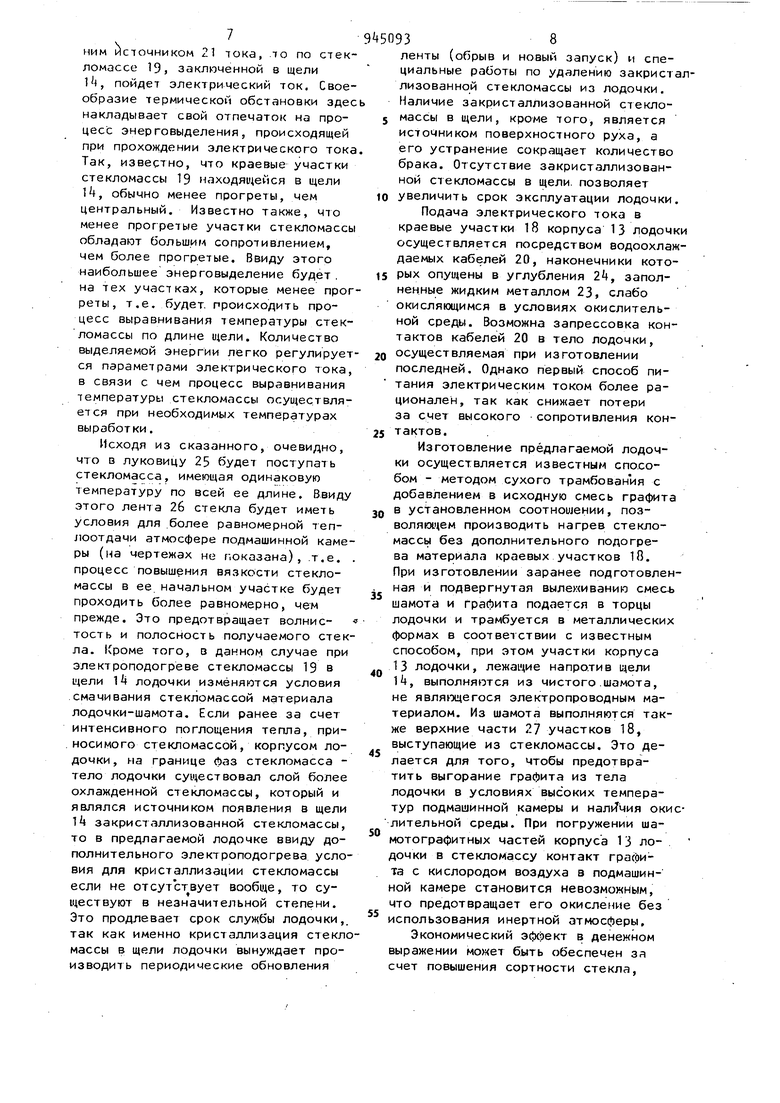
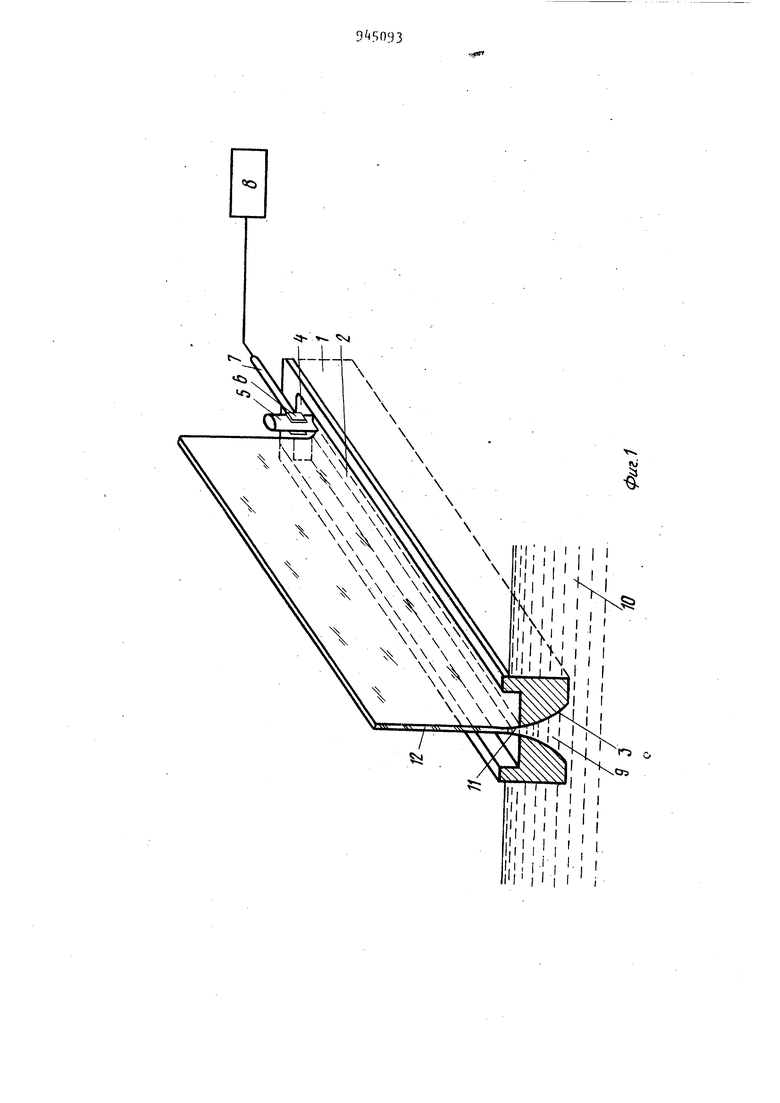
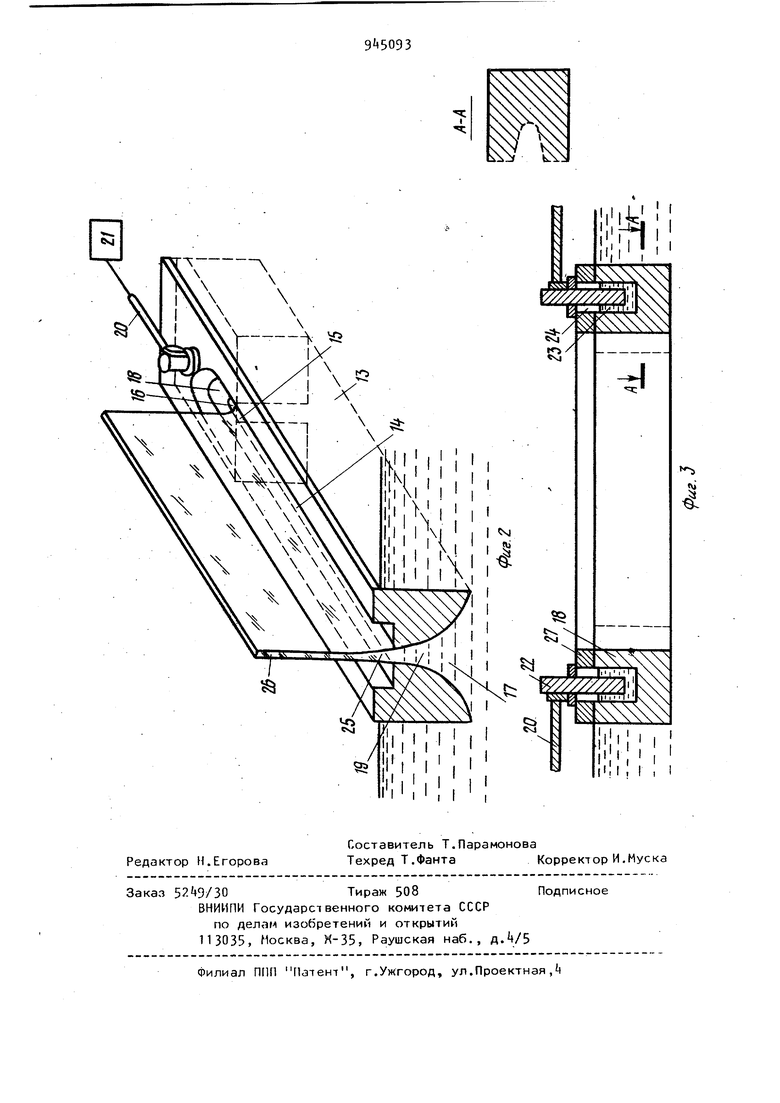
На фиг.1 изображена лодочка для вытягивания листового стекла с разрезом в районе торцевого электрода; на фиг.2 и 3 варианты выполнения лодочки.
Лодочка содержит шамотный корпус 1 со щелью 2, имеющей губы 3 и торцы k, выполненные в виде электродов 5, подсоединенных посредством зажимов 6 и -водоохлаждаемых токоподвоДов 7 к источнику 8 тока. Стекломасса У из бассейна 10 поступает через щель 2 к луковице 11, из которой вытягивают ленту 12 стекла.
Работает лодочка следую1цим образом.
При прохождении стекломассы 9, поступающей из бассейна 10, через щель 2 она интенсивно отдает тепло сначала губам 3, т.е. корпусу 1 лодочки, причем вследствие теплоотдачи стенкам (на чертеже не показано) бассейна 10.в торцы 4 щели 2 поступает более охла : денная стекломасса, чем в середину.щели. Ввиду склонности стекломассы к кристаллизации в обычных условиях (из-за неравномерного распределения температур по длине щели) на ленте появляется полосность, а иногда и поверхностный рух. В данном конкретном случае за счет электродов 5 происходит подогрев стекломассы 9 в щели 2 лодочки и в луковице 11, причем при. подобном подогреве менее нагретые участки стекломассы, охлаждающие большим сопротивлением, чем более нагретые участки, нагреваются с большей интенсивностью. Происходи это потому, что электрический ток от электродов 5 распространяется вдоль разнотемпературных горизонтал ных слоев стекломассы. При этом на участках с низкой температурой (большим электрическим сопротивлением) выделяется тепла больше, чем на участках с высокой температурой (с малым электрическим сопротивлением) . Подобные явления распространяют ся как на стекломассу, находящуюся в щели 2 лодочки, так и на стекломассу, находящуюся в луковице 11, с той разницей, что в торцевых учас ках щели и бортовых участках лукови цы тепла выделяется больше, чем в середине. Кроме того, в луковице 11 будет выделяться наибольшее количество электроэнергии как в наиболее охлажденном горизонтальном слое стекломассы По длине луковицы 11 наибольшее количество электроэнерги выделится там, где стекломасса буде более холодной.Это же касается стекло массы, находящейся в щели 2. Здесь наиболее интенсивно выделение энерг будет происходить в торцах t как менее прогретых по отношению к середине. Таким образом, происходит выравнивание температуры стекломассы,, поступающей на выработку и нахо дящейся в щели 2 лодочки, и однов.ременно выравнивание по длине луковицы 11, причем ввиду разного сопро тивления более или менее прогретых участков стекломассы - с идеальной равномерностью. Оптимальность нагрева регулируется напряжением тока, пропускаемого по стекломассе, и зависит в каждом конкретном случае от толщины вырабатываемого стекла /т.е. скорости вытягивания), температуры выработки, химической однородности стекломассы как источника электрического сопротивления и других условий. Наиболее предпочтительный материал электродов 5 двуокись олова, имеюи ая необходимую электропроводность и огнестойкость, а также высо кую коррозионную стойкость. Электри ческий ток подается от внешнего источника 8 тока через водоохлаждаемы кабели 7 и 6 на верхних концах электродов. Электроды 5 могут быть запрессованы в торцы щели лодо ки при ее изготовлении или вставлены в них перед установкой лодочки в подмашинную камеру. Предлагаемая лодочка по сравнению с известными позволяет вырабатывать стекло более высокого качества, так как за счет электронагрева луковицы и стекломассы в щели происходит выравнивание температуры стекломассы,- что предотвращает горбление ленты вследствие разнотемпературности торцевых участков и середины, полосность и поверхностный рух, которые возникают из-за кристаллизации стекломассы в щели. Отсутствие кристаллизации и устранение необходимости замены лодочки по этой причине позволяют продлить срок ее службы. Предлагаемая конструкция лодочки позволяет продлить период работы машины ВВС без обновления ленты за счет отсутствия кристаллизации стекломассы, а кроме того, электроразогрев в щели позволяет эффективно использовать электрический ток. Вариант выполнения лодочки может быть представлен следующим . Лодочка содержит корпус 13, выполненный со щелью Ц в середине, имекэщей суженные торцевые участки 15. Торцы 16 щели закруглены, а ее нижние участки 17 выполнены с постепенным расширением в стороны книзу. Краевые участки 18 корпуса 13 выполнены из электропроводного шамото графита и имеют контакт со стекломассой 19 в торцах 16 щели 1. Эти участки соединены посредством водоохлаждаемых кабелей 20 с внешним источником 21 тока. Токоподводы 22 могут быть выполнены из жидкого ме-. талла 23, расплавленного в углублении 2 каждого участка 18. Вытягивагние производите из луковицы 25 в виде ленты 26. Верхняя часть 27 участков 18 выполнена из того же материала, что и центральная часть лодочки. Работа такого варианта лодочки осуществляется следующим образом. При прохождении стекломассы 19 через щель 1 в корпусе 13 лоДочки последняя контактирует с торцами 16 щели, выполненными, как и вообще краевые участки 18 лодочки, из электропроводного шамотографита. Так как эти участки посредством водоохлаждаемых кабелей 20 соединены с внешним источником 21 7ока, ло по стекломассе 19, заключенной в щели 1|, пойдет электрический ток. Своеобразие термической обстановки здес накладывает свой отпечаток на процесс энерговыделения, происходящей при прохождении электрического тока Так, известно, что краевые участки стекломассы 19 находящейся в щели 14, обычно менее прогреты, чем центральный. Известно также, что менее прогретые участки стекломассы обладают большим сопротивлением, чем более прогретые. Ввиду этого наибольшее энерговыделение будет . на тех участках, которые менее прог реты, т.е. будет, происходить процесс выравнивания температуры стекломассы по длине щели. Количество выделяемой энергии легко регулирует ся параметрами электрического тока, в связи с чем процесс выравнивания температуры стекломассы осуществляется при необходимых температурах выработки. Исходя из сказанного, очевидно, что в луковицу 25 будет поступать стекломасса, имеющая одинаковую температуру по всей ее длине. Ввиду этого лента 26 стекла будет иметь условия для .более равномерной теплоотдачи атмосфере подмашинной каме ры (на чертежах не показана), .т.е. процесс повышения вязкости стекломассы в ее начальном участке будет проходить более равномерно, чем прежде. Это предотвращает волнистость и полосность получаемого стек ла. Кроме того, в данном случае при электроподогреве стекломассы 19 в щели 14 лодочки изменяются условия смачивания стекломассой материала лодочки-шамота. Если ранее за счет интенсивного поглощения тепла, при. носимого стекломассой, корпусом лодочки , на границе фаз стекломасса тело лодочки существовал слой более охлажденной стекломассы, который и являлся источником появления в щели 14 закристаллизованной стекломассы, то в предлагаемой лодочке ввиду дополнительного электроподогрева усло вия для кристаллизации стекломассы если не отсутст вует вообще, то существуют в незначительной степени. Это продлевает срок службы лодочки, так как именно кристаллизация стекл массы в щели лодочки вынуждает производить периодические обновления 38 ленты (обрыв и новый запуск) и специальные работы по удалению закристаллизованной стекломассы из лодочки. Наличие закристаллизованной стекломассы в щели, кроме того, является источником поверхностного руха, а его устранение сокращает количество брака. Отсутствие закристаллизованной стекломассы в щели, позволяет увеличить срок эксплуатации лодочки. Подача электрического тока в краевые участки 18 корпуса 13 лодочки осуществляется посредством водоохлаждаемых кабелей 20, наконечники которых опущены в углубления 24, заполненные жидким металлом 23, слабо окисляющимся в условиях окислительной среды. Возможна запрессовка контактов кабелей 20 а тело лодочки, осуществляемая при изготовлении последней. Однако первый способ питания электрическим током более рационален, так как снижает потери за счет высокого сопротивления контактов. Изготовление предлагаемой лодочки осуществляется известным спо.собом - методом сухого трамбования с добавлением в исходную смесь графита в установленном соотношении, позволяю1чем производить нагрев стекломассы без дополнительного подогрева материала краевых участков Ю. При изготовлении заранее подготовленная и подвергнутая выле хиванию смесь шамота и графита подается в торцы лодочки и трамбуется в металлических формах в соответствии с известным способом, при этом участки корпуса 13 лодочки, лежащие напро.тив щели 14, выполняются из чистого.шамота, не являющегося электропроводным материалом. Из шамота выполняются также верхние части 27 участков 18, выступающие из стекломассы. Это делается для того, чтобы предотвратить выгорание графита из тела лодочки в условиях высоких температур подмашинной камеры и окислительной среды. При погружении шамотографитных частей корпуса 13 лодочки в стекломассу контакт грасоита с кислородом воздуха в подмашинной камере становится невозможным, что предотвращает его окисление без использования инертной атмосферы. Экономический эфсрект в денежном выражении может быть обеспечен за счет повышения сортности стекла.
получаемого в лодочках приведенной конструкции.
Формула изобретения
Лодочка для вытягивания листового стекла, содер ащая шамотный корпус со щелью, отличающаяг п тем, что, с целью повышения ка tSOSS10
чества стекла за счет выравнивания температуры стекломассы, проходящей через щель, торцы корпуса со стороны щели выполнены в виде электродов, 5 соединенных с источником тока.
Источники информации, принятые во внимание при экспертизе
кл. С 03 В 15/06, опублик. 1970.
