Изобретение относится к формующему оборудованию, включающему керамическую лодочку, состоящую из щели и губ, а более конкретно к устройству для формования ленты стекла.
При формовании ленты стекла большое значение имеет изотермическое (равномерное) распределение температур по всей длине ленты. Особое значение это имеет при лодочном методе формования ленты стекла, когда стекломасса, формуясь в ленту через щель лодочки, непосредственно соприкасается с ее формообразующими губами. Наличие разности температур на губах лодочки вызывает, соответственно, и разность температура по ширине формуемой ленты стекла, что в свою очередь приводит к возникновению таких дефектов, как горбление ленты, ее сужение у конусов, разнотолщинность, полосность и волнистость на поверхности ленты.
При вытягивании листового цветного стекла большая разность температур на губах лодочки вызывает, кроме вышеперечисленных дефектов, неоднородность окраски, что отрицательно сказывается на светотехнических показателях стекла и товарном виде продукции.
Известные устройства для формования ленты стекла лодочным методом не предусматривали терморегуляцию на формообразующих поверхностях, в частности, терморегуляцию на поверхностях губ лодочки, что приводило при производстве листового стекла к появлению вышеупомянутых дефектов и снижению производительности процесса вытягивания.
Известны устройства для формования ленты стекла (И.И.Тух. Производство листового стекла, Госстройиздат, 1958 г., стр. 97-117 и Л.М.Бутт, В.В.Полляк. Технология стекла, 1960 г., стр. 220-244), выполненные в виде керамического корпуса (лодочки), имеющего щель с формообразующими губами.
Эти устройства позволяют формовать листовое цветное и бесцветное стекло. Однако, указанные устройства не обеспечивают эффективного распределения температур на формообразующих поверхностях. Это обусловлено большой тепловой инерционностью керамической лодочки и отсутствием конструктивных элементов, снижающих эту инерционность, особенно в "холодных" ее зонах. К таким зонам следует отнести краевые области щели, оставляющие 1/3 ее длины, в силу их расположения в зонах более низких температур как в стекломассе, так и в пламенном пространстве выработочной камеры.
В этой связи указанные устройства не имеют возможности регулировать температуру по длине щели на ее формообразующих губах и, тем самым, обуславливают появление многочисленных дефектов на ленте формуемого стекла и ограничивают производительность процесса вытягивания.
В основу изобретения поставлена задача создания устройства для вытягивания стекла с такими элементами терморегуляции, которые позволят достичь равномерного распределения температур на его формообразующих поверхностях вне зависимости от скорости вытягивания и химического состава стекла.
Эта задача решена созданием устройства для формования ленты стекла, содержащего керамический корпус, состоящий из нижней конусообразной поверхности, заглубленной в стекломассу, и верхней плоской поверхности, имеющей щель с формообразующими губами, при этом, согласно изобретению, в верхней плоской поверхности выполнены полые пазы, расположенные с торцов щели по обе ее стороны параллельно формообразующим краям губ, длина которых составляет 1/3 длины щели.
В предлагаемом устройстве в качестве основных элементов, обеспечивающих равномерное распределение температур по длине формообразующих губ щели, являются полые пазы, выполненные с обеих сторон конусообразных частей щели. Наличие этих пазов, расположенных с торцов (конусов) щели по ее обе стороны параллельно формообразующим краям губ, позволяет образовать тонкую стенку на формообразующих губах.
Понятно, что часть губ, имеющих тонкую стенку, будет быстрее прогреваться и иметь более высокую температуру в процессе формования ленты стекла. В то же время, параллельное расположение пазов относительно формообразующих краев губ делает возможным иметь равнотолщинную тонкую стенку на губах, что также положительно влияет на получение равных температур на поверхностях губ.
Для реализации условий предлагаемого устройства длина пазов должна составлять 1/3 часть длины щели, то есть они располагаются в зонах губ щели, имеющих низкие температуры.
Описанные конструкционные элементы и сопровождающие их физические явления обеспечивают равномерный температурный профиль по длине щели, что позволяет вести формование ленты стекла с большей скоростью и полностью исключить или, в некоторых случаях, существенно снизить дефекты листового стекла.
Желательно, чтобы полые пазы были изолированы со стороны пламенного пространства печи теплоизоляционным материалом. Это обусловлено тем, что тонкие стенки формообразующих поверхностей губ щели в данном случае будут прогреваться не только за счет стекломассы, но и за счет излучения из пламенного пространства печи, имеющего более высокую температуру, чем стекломасса. Чтобы исключить лучистую составляющую из общего баланса переноса тепла на формообразующие поверхности губ щели и тем самым исключить их перегрев, полые пазы со стороны их контакта с пламенным пространством печи теплоизолируются.
Целесообразно, чтобы в полых пазах были установлены теплообменники, работающие по принципу испарительно-конденсационных систем. В силу того, что тонкие стенки губ щели достаточно длинные, создать одинаковые температурные условия на их формообразующих поверхностях без принудительного перераспределения тепла является задачей трудной. С целью решения данной задачи в полых пазах размещаются теплообменники, работающие по принципу испарительно-конденсационных систем (тепловой трубы).
Данный теплообменник имеет герметичную вакуумированную полость, в которой расположены капиллярно-пористая структура и жидкометаллический теплоноситель. Геометрические размеры теплообменника должны соответствовать тому, чтобы он свободно устанавливался в полые пазы и плотно соприкасался с внешней (нерабочей) поверхностью тонкой стенки губы.
Физическая суть подобного теплообменника состоит в том, что он позволяет перераспределять тепло из более нагретых (горячих) зон к менее нагретым (холодным) зонам. Это происходит за счет испарения теплоносителя в горячей зоне с отбором при этом из нее определенного количества тепла, переноса тепла с образовавшимися парами в холодную зону с последующей их конденсацией и, соответственно, передачей тепла этой зоне и возвратом теплоносителя в жидком состоянии по капиллярно-пористой структуре в горячую зону. После чего цикл повторяется.
Желательно, чтобы теплообменники, расположенные в полых пазах, были теплоизолированы со стороны пламенного пространства печи. Это позволит исключить воздействие на теплообменники тепла, передающегося за счет излучения со стороны пламенного пространства печи, и повысить эффективность их работы по прямому назначению, то есть перераспределению тепла вдоль губ щели лодочки.
Таким образом, предлагаемое устройство для формования ленты стекла позволяет создать изотермические условия на формообразующих поверхностях губ щели керамической лодочки вне зависимости от вырабатываемого состава стекла и скорости вытягивания ленты и, тем самым, обеспечивает повышение скорости вытягивания ленты стекла и более эффективное регулирование скорости в процессе формования, а также существенно снизить дефекты стекла по полосности и волнистости, горблению, разнотолщинности и неоднородности окраски.
Устройство для формования ленты стекла, изображенное на фиг. 1, содержит керамический корпус 1, имеющий нижнюю конусообразную часть и верхнюю плоскую поверхность, в которой расположена щель 2 с формообразующими губами 3. В теле керамического корпуса на верхней плоской поверхности выполнены полые пазы 4. Пазы начинаются с торцов (краев) щели и располагаются параллельно краю формообразующей поверхности губ щели, образуя равнотолщинную тонкую стенку. При этом толщина стенки должна быть достаточной для обеспечения ее прочности, длительной эксплуатации и может составлять 10-20 мм.
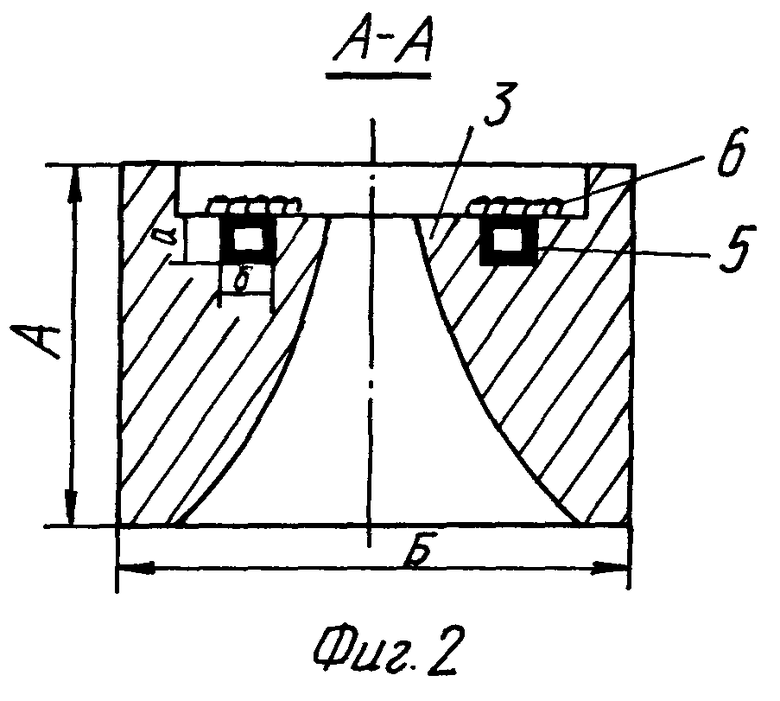
Глубину а и ширину б пазов, изображенных на поперечном разрезе корпуса (фиг. 2), лучшим образом принимать равными 1/6 и 1/10 высоты А и ширины Б корпуса, что будет обеспечивать достаточную прочность тонких стенок губ и расположение в пазах теплообменников с высокой эффективностью теплоотвода. Например, при выполнении пазов очень глубокими тонкие стенки губ будут иметь большую высоту и прочность их существенно сократится. Выполнение пазов узкими позволит разместить в них теплообменники с малым поперечным сечением, что существенно снизит их эффективность теплоотвода.
Длина пазов должна составлять 1/3 часть длины щели. Это вызвано тем, что распределение температур на формообразующих поверхностях губ щели неравномерно. В центральной части щели она на 60-80oC выше, чем на ее краях, составляющих 1/3 длины щели. Это подтверждают измерения поля температур на поверхностях губ, проведенные в ОАО "Старьстекло", Брянская обл., при лодочном вытягивании листового стекла типа ТС-6.
Высокая разница температур обусловлена в основном краевыми эффектами. То есть стекломасса у стен бассейна выработочной камеры имеет меньшую температуру, чем в центральной ее зоне. В газовом пространстве камеры создается аналогичная картина. Поэтому центральная часть губ щели лодочки прогревается сильнее.
В этой связи с целью выравнивания температур по длине губ щели губы щели, расположенные в краевых ее зонах, составляющих 1/3 длины щели, выполнены за счет полых пазов тонкостенными. Понятно, что они будут быстрее прогреваться при запуске ленты и иметь более высокие и более близкие к центральной зоне щели температуры.
В полые пазы 4 устанавливаются теплообменники 5, позволяющие перераспределять тепло по длине пазов, то есть, отводить тепло от более нагретых зон губ к менее нагретым, создавая при этом равные температуры по их длине. Теплообменники должны повторять форму полых пазов и плотно соприкасаться с внешней поверхностью тонкой стенки губы с целью обеспечения эффективного теплообмена на границе керамика - металл.
Корпус теплообменников изготавливают из листовой стали, способной выдерживать высокие температуры, например, из нержавеющей стали типа Х18Н10Т, или стали на основе титана и других.
Капиллярно-пористая структура, расположенная внутри теплообменников, играющая роль фитиля, может быть выполнена, например, из стандартной металлической жаропрочной сетки саржевого плетения.
В качестве теплоносителя в теплообменниках целесообразно использовать жидкометаллические щелочные теплоносители, такие как натрий, калий или, что наиболее приемлемо, их эвтектический сплав, взятый в соотношении 25% Na и 75% K.
Целесообразно полые пазы закрывать со стороны пламенного пространства выработочной камеры печи теплоизоляционным материалом 6. В качестве последнего можно использовать листовой асбест, керамические пластины. Это позволит исключить воздействие высоких температур пламенного пространства на нерабочие поверхности тонких стенок губ и теплообменники и, соответственно, исключить их перегрев.
Таким образом, настоящее устройство позволяет создавать изотермические условия на формообразующих поверхностях губ щели, способствуя при этом устранению многих дефектов на стекле, эффективному регулированию скорости процесса вытягивания ленты стекла.
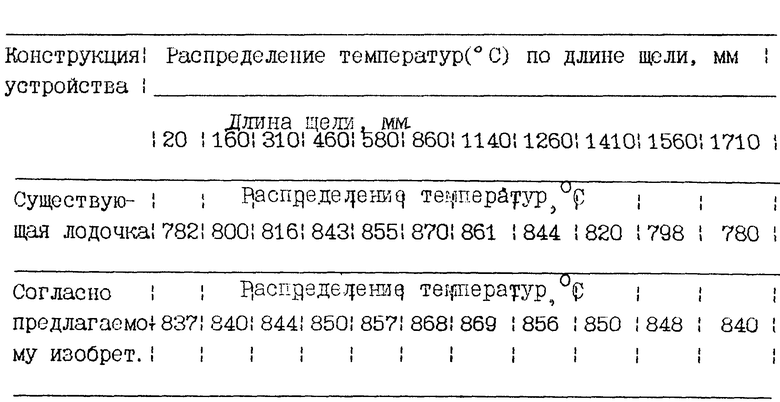
Используя настоящее устройство в ОАО "Старьстекло" на линии вытягивания листового цветного стекла типа ТС-6, производилась опытная выработка ленты вышеуказанного стекла. При этом производились измерения распределения температур по длине щели на формообразующих поверхностях губ. Результаты измерений в сопоставлении с имевшим место распределением температур на формообразующих поверхностях губ известного устройства приведены в таблице.
Как видно из примера, использование предлагаемого изобретения позволяет достичь более низкого градиента температур по длине щели. Продукция при этом по цветности полностью соответствовала стандарту, брак по горблению ленты практически отсутствовал, а брак по волнистости снизился на 19%.
Предлагаемое устройство может быть использовано в области стекольного производства при формовании ленты как бесцветного, так и цветного стекла. Наиболее эффективно предлагаемое изобретение может быть использовано при вытягивании ленты стекла лодочным методом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Лодочка для формования листового стекла | 1988 |
|
SU1564127A1 |
| Лодочка для вытягивания листового стекла | 1980 |
|
SU945093A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2000 |
|
RU2183203C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 2000 |
|
RU2187471C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛИРОВАННОГО СТЕКЛА | 1998 |
|
RU2145581C1 |
| Устройство для вертикального вытягивания листового стекла | 1974 |
|
SU535226A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ СТЕКЛА ТОЛЩИНОЙ БОЛЕЕ РАВНОВЕСНОЙ | 1998 |
|
RU2147296C1 |
| Устройство для вытягивания стеклянного листа со свободной поверхности расплавленной стекломассы | 1933 |
|
SU33656A1 |
| Лодочка Фурко для горизонтального вытягивания листового стекла | 1946 |
|
SU68468A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2203230C2 |
Предложено устройство для формования ленты стекла в виде керамической лодочки. С целью равномерного распределения температур на формообразующих губах щели лодочки в ее теле на верхней плоской поверхности выполнены полые пазы, в которые устанавливаются теплообменники, работающие по принципу испарительно-конденсационных систем. При этом полые пазы со стороны пламенного пространства печи изолированы теплоизоляционным материалом. Предложенное устройство обеспечивает равномерный температурный профиль по длине щели, что позволяет вести формование ленты стекла с большей скоростью и существенно снизить дефекты листового стекла. 3 з.п. ф-лы, 2 ил., 1 табл.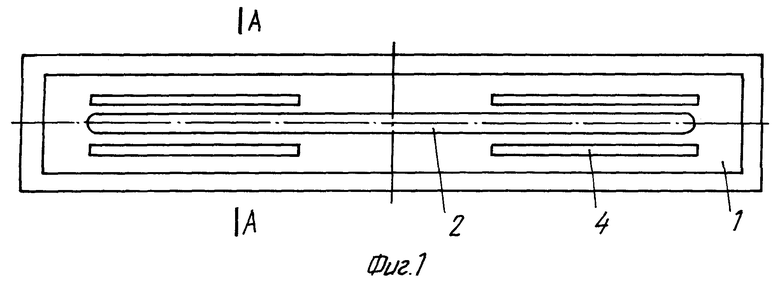
| Бутт Л.М., Полляк В.В | |||
| Технология стекла | |||
| - М.: Госстройиздат, 1960, с.229 | |||
| Лодочка для вытягивания листового стекла | 1983 |
|
SU1098913A2 |
| Форма для изготовления стеклоизделий | 1976 |
|
SU605795A1 |
| US 3938979 A, 17.02.76 | |||
| Строительная смесь | 1983 |
|
SU1285105A1 |
