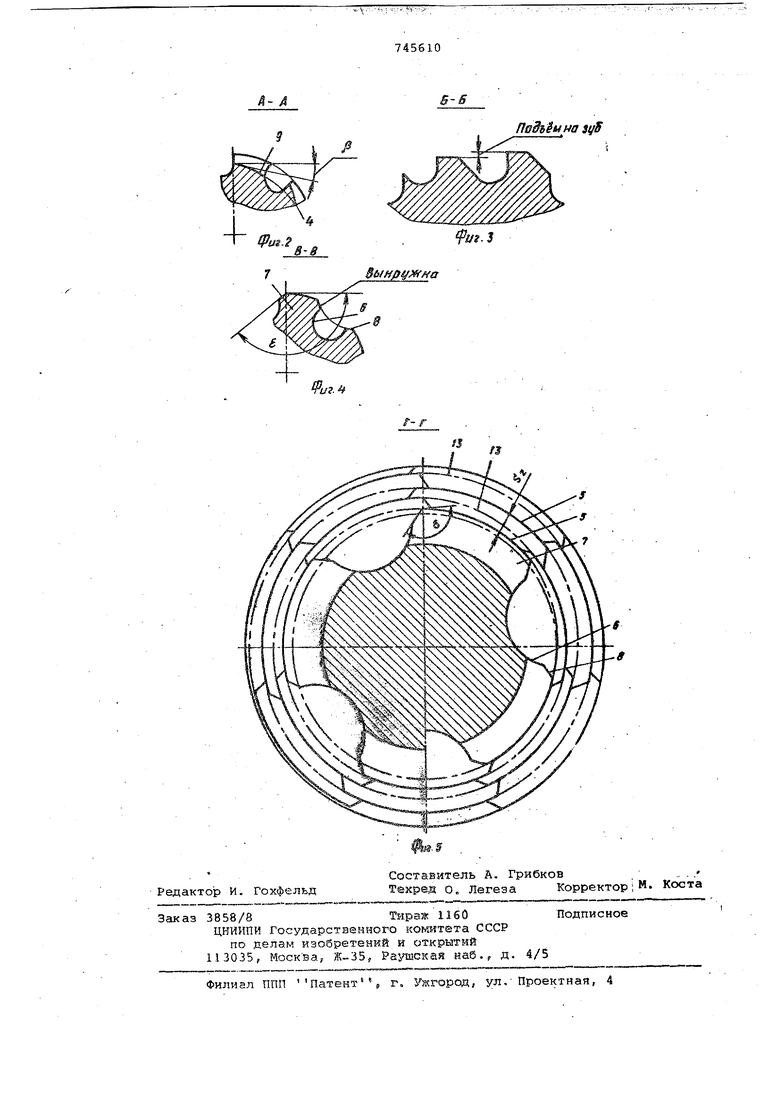
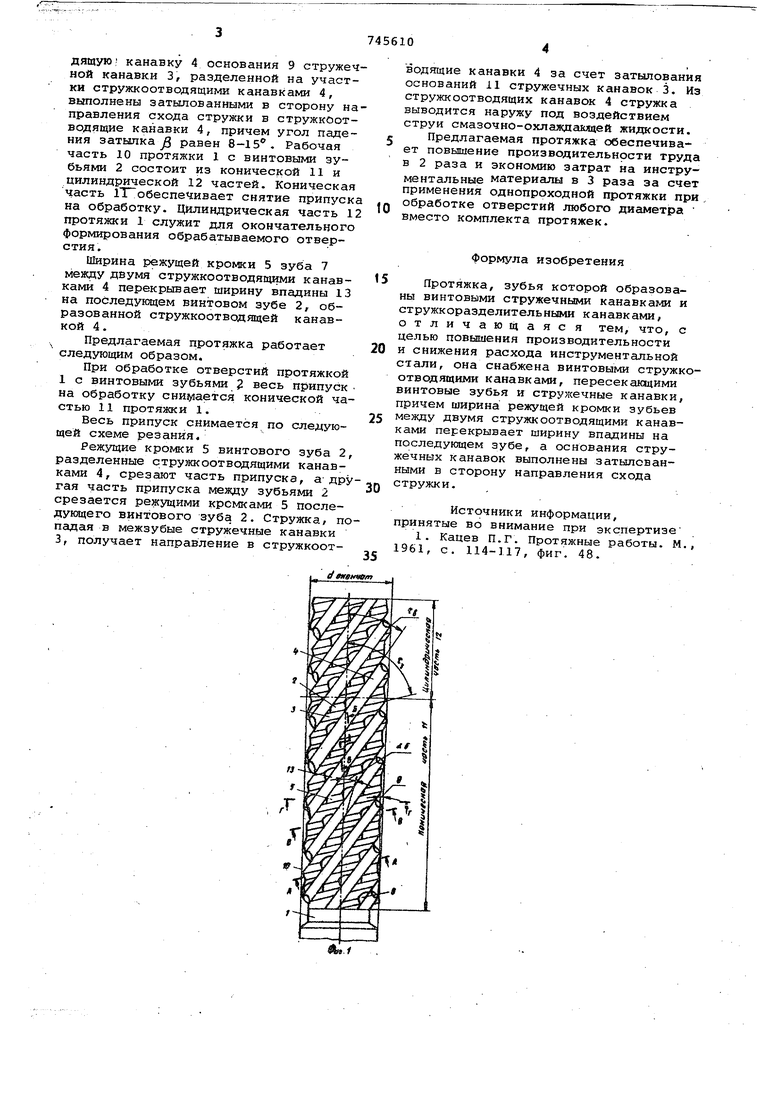
Изобретение относится к металлообработке и может быть использовано при обработке глубоких отверстий. Известна протяжка, зубья которой образованы винтовыми стружечньзми канавками и стружкоразделительными канавками 1. . При таком исполнении протяжки приходится использовать комплект из нескольких протяжек при обрабо тке деталей в несколько проходов, что снижает .производительность и увеличивает расход инструментальной стали. Целью изобретения является повышение производительности и снижения . расхода инструме 1тальной стали. . Поставленная цель достигается тем что протяжка снабжена винтовыми струж Коотводящими канавками, пересекагадими винтовые зубья и стружечные ..канавки, причем дарина режущей кромки зубьев между двумя стружкоотводящими канавкаьш перекрывает ширину впадины на последующем зубе, а основания стру жечных канавок выполнены з.атылованными в сторону направления схода струж ки. Такое выполнение повышает производительность и снижает расход инструментальной стали, так как обеспёчива ет снятие всего припуска за один проход. На фиг. 1 изображен общий вид предлагаемой протяжки; на фиг. 2 - сечение А-А фиг. 1; на фиг. 3 - сечение Б-Б фиг. 1; на фиг. 4 - сечение В-В фиг. 1; на фиг. 5 - сечение Г-Г фиг.1. Протяжка 1 выполнена с винтовыми зубьями 2 с углом наклона Т к оси протяжки 1, равным 75-80, стружечными канавками 3, образованными винтовыми зубьями 2, и стружкоотводящими . канавками 4, пересекающими винтовые зубья 2 и стружечные канавки 3 и направленными в ту же сторону, что и винтовые зубьд 2 углом наклона к оси протяжки dfl /. Стружкоотводящие канавки 4 при пересечении винтовых зубьев 2 делят последние на участки с шириной главной кромки 5, равной 10-15 мм. На боковых поверхностях 6 зубьев 7, образованных стружкоотводящими канавками 4, выполнены стружкоразделительные выкружки 8 для образования задних углов на боковых сторонах 6 зубьев 7 и увеличения углов при вершинах зубьев 7, образованных главными и вспомогательными., режущими кромками зубьев 7. Для облегчения схода стружки в стружкоотводящую; канавку 4 основания 9 стружечной канавки 3, разделенной на участки стружкоотводящиг ш канавками 4, выполнены затылованными в сторону направления схода стружки в стружкоотводящие канавки 4, причем угол падения затьшка jS равен 8-15. Рабочая часть 10 протяжки 1 с винтовыми зубьями 2 состоит из конической 11 и цилиндрической 12 частей. Коническая часть 1Т обеспеЧивает снятие припуска на обработку. Цилиндрическая часть 12 протяжки 1 служит для окончательного формирования обрабатываемого отверстия.
Ширина режущей кромки 5 зуба 7 между двумя стружкоотводящими канавками 4 перекрывает ширину впадины 13 на последующем винтовом зубе 2, образованной стружкоотводящей канавкой 4.
Предлагаемая протяжка работает следующим образом.
При обработке отверстий протяжкой 1 с винтовыми зубьями 2 весь припуск на обработку снижается конической частью 11 протяжки 1.
Весь припуск снимается по следующей схеме резания.
Режущие кромки 5 винтового зуба 2, разделенные струзккоотводящими канавками 4, срезают часть припуска, а другая часть припуска между зубьями 2 срезается режущими кромками 5 последующего винтового зуба 2. Стружка, попадая в межзубые стружечные канавки 3, получает направление в стружкоотdettfHaem
водящие канавки 4 за счет затылования оснований II стружечных канавок 3. Из стружкоотводящих канавок 4 стружка выводится наружу под воздействием струи смазочно-охлаждамцей жидкости. Предлагаемая протяжка обеспечивает повышение производительности труда в 2 раза и экономию затрат на инструментальные материалы в 3 раза за счет применения однопроходной протяжки при обработке отверстий любого диаметра вместо комплекта протяжек.
Формула изобретения
Протяжка, зубья которой образованы винтовыми стружечными канавками и стружкоразделительными канавка «и, отличающаяс я тем, что, с целью повышения производительности и снижения расхода инструментальной стали, она снабжена винтовыми стружкотводящими канавками, пересекающими винтовые зубья и стружечные канавки, причем ширина режущей кромки зубьев между двумя стружкоотводящими канавками перекрывает ширину впадины на последующем зубе, а основания стружечных канавок выполнены затылованными в сторону направления схода стружки.
Источники информации, принятые во внимание при экспертизе
1. Кацев П.Г. Протяжные работы. М 1961, с. 114-117, фиг. 48.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пазовая протяжка | 1988 |
|
SU1646721A1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| СПОСОБ ПРОТЯГИВАНИЯ ПАЗОВ И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151031C1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| Протяжка для обработки вязких материалов | 1990 |
|
SU1787712A1 |
| Устройство для протягивания отверстий | 1985 |
|
SU1346357A1 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ С ПЕРЕСТАВЛЯЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ | 1995 |
|
RU2147491C1 |