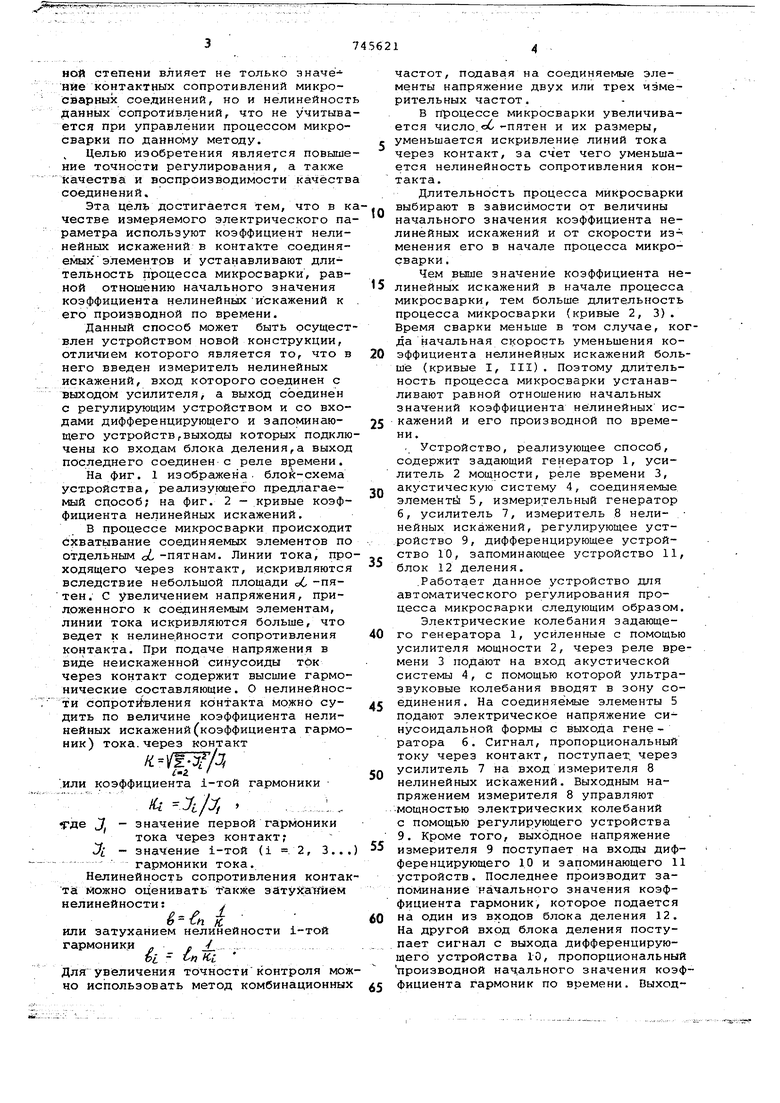
НОЙ степени влияет не только значавйе контактных сопротивлений микроciaapHHX соединений, но и нелинейност данных сопротивлений, что не учитыва ется при управлении процессом микросварки по данному методу. Целью изобретения является повыше ние точности регулирования, а также качества и воспроизводимости качеств соединений. Эта цель достигается тем, что в к честве измеряемого электрического па раметра используют коэффициент нелинейных искажений в контакте соединяемых элементов и устанавливают длительность процесса микросварки, равной отношению начального значения коэффициента нелинейныхискажений к его производной по времени. Данный способ может быть осущест влен устройством новой конструкции, отличием которого является то, что в него введен измеритель нелинейных искажений, вход которого соединен с выходом усилителя, а выход соединен с регулирующим устройством и со входами дифференцирующего и запоминающего устройств,выходы которых подклю чены ко входам блока деления,а выход последнего соединен с реле времени. На фиг. 1 изображена, блой-схема устройства, реализуквдего предлагаемый способ; на фиг. 2 - кривые коэффициента нелинейных искажений. В процессе микросварки происходит схватывание соединяемых элементов по отдельным oi -пятнам. Линии тока, про ходящего через контакт, искривляются вследствие небольшой площади об -пятен. С увеличением напряжения, приложенного к соединяемым элементам, линии тока искривляются больше, что ведет к нелинейности сопротивления контакта. При подаче напряжения в виде неискаженной синусоиды ток через контакт содержит высшие гармонические составляющие. О нелинейности сопротивления контакта можно судить по величине коэффициента нелинейных искажений(коэффициента гармоник) тока.через контакт /. .или коэффициента 1-той гармоники L. где J значение первой гармоники тока через контакт значение i-той (1 .2, 3... гармоники тока. Нелинейность сопротивления контак та Можно оценивать затуханйём нелинейности: / / J. 6- -Си К. или затуханием нелинейности i-той гармоники ff / jl Ъ1 Vn K-i Для увеличения точностиконтроля мож но использовать метод комбинационных частот, подавая на соединяег.1ые элементы напряжение двух или трех измерительных частот. В процессе микросварки увеличивается число, об-пятен и их размеры, уменьшается искривление линий тока через контакт, за счет чего уменьшается нелинейность сопротивления контакта. Длительность процесса миКросварки выбирают в зависимости от величины начального значения коэффициента нелинейных искажений и от скорости изменения его в начале процесса микросварки . Чем выше значение коэффициента нелинейных искажений в начале процесса микросварки, тем больше длительность процесса микросварки (кривые 2, 3). Время сварки меньше в том случае, когда начальная скорость уменьшения коэффициента нелинейных искажений больше (кривые I, III). Поэтому длительность процесса микросварки устанавливают равной отношению начальных значений коэффициента нелинейных искажений и его производной по времени. . Устройство, реализующее способ, содержит задающий генератор 1, усилитель 2 мощности, реле времени 3, акустическую систему 4, соединяемые, элемент 5, измерительный генератор 6, усилитель 7, измеритель 8 нели- нейных искажений, регулирующее устройство 9, дифференцирующее устройство 10, запоминающее устройство 11, блок 12 деления. .Работает данное устройство для автоматического регулирования процесса микросварки следующим образом. Электрические колебания задающего генератора 1, усиленные с помощью усилителя мощности 2, через реле времени 3 подают на вход акустической системы 4, с помощью которой ультразвуковые колебания вводят в зону соединения. На соединяемые элементы 5 подают электрическое напряжение синусоидальной формы с выхода гене ратора 6. Сигнал, пропорциональный току через контакт, поступает, через усилитель 7 на вход измерителя 8 нелинейных искажений. Выходным напряжением измерителя 8 управляют мощностью электрических колебаний с помощью регулирующего устройства 9. Кроме того, выходное напряжение измерителя 9 поступает на входы дифференцирующего 10 и запоминающего 11 устройств. Последнее производит запоминание начального значения коэффициента гармоник, которое подается на один из входов блока деления 12. На другой вход блока деления поступает сигнал с выхода дифференцирующего устройства 10, пропорциональный производной нач.ального значения коэффициента гармоник по времени. Выходным напряжением блока деления 12, пропорциональным отношению начальных значений коэффициента нелинейных искажений и его производной, устанавливают длительность процесса микросварки с помощью реле времени 3. Использование разработанных способа и устройства для автоматическог регулирования процесса микросварки при соединении алюминиевой проволоки диаметром 40 мкм с золотым покрытием толщиной 3; 1 мкм на подложке из кремния приводит к увеличению усилия на отрыв в 2,0-2,5 раза, воспроизводимость качества возрастает в среднем на 20%. Для микросварки используется акустическая система, состоящая из .ферритового преобразователя, имеющего резонансную частоту 75 кГц, конического концентратора и инструмента, совершающего изгибные колебания. Формула изобретения 1. Способ автоматического регули рования процесса микросварки, преймущественно ультразвуковой, при котором к соединяемым элементам прикладывают синусоидальное напряжение по крайней мере, одной частоты и осу ществляют регулирование процесса по измеряемому электрическому параметру в контакте, отличающийся тем, что, с целью повышения точности регулирования, качества и воспроизводимости качества соединений, в качестве измеряемого электрического параметра используют коэффициент нелинейных искажений в контакте соединяемых элементов и устанавливают длительность процесса микросварки, равной отношению начального значения коэффициента нелинейных искажений к его производной по времени. 2. Устройство для осуществления способа автоматического регулирования процесса микросварки, содержащее задающий генератор, усилитель мощности, реле времени, акустическую систему, измерительный генератор, соединенные последовательно и цепь обратной связи, состоящую из регулирующего устройства, дифференцирующего устройства и блока деления, о т л ичающеес я тем, что, с целью повышения точности регулирования, качества и воспроизводимости качества соединений, в устройство введен измеритель нелинейных искажений, вход которого соединен с выходом усилителя, а выход соединен с регулирующим устройством и со входами диф- . ференцирующего и запоминающего устройств , выходы которых подключены ко входам блока деления, а выход последнего соединен с реле времени. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 265320, кл. В 23 К И/24, 1970. 2.Патент США № 3763545, кл. 29/470, 1974. 3.Патент CUIA № 3734382, кл. 228-1, 1973.
Ж
.-6.
Фт.2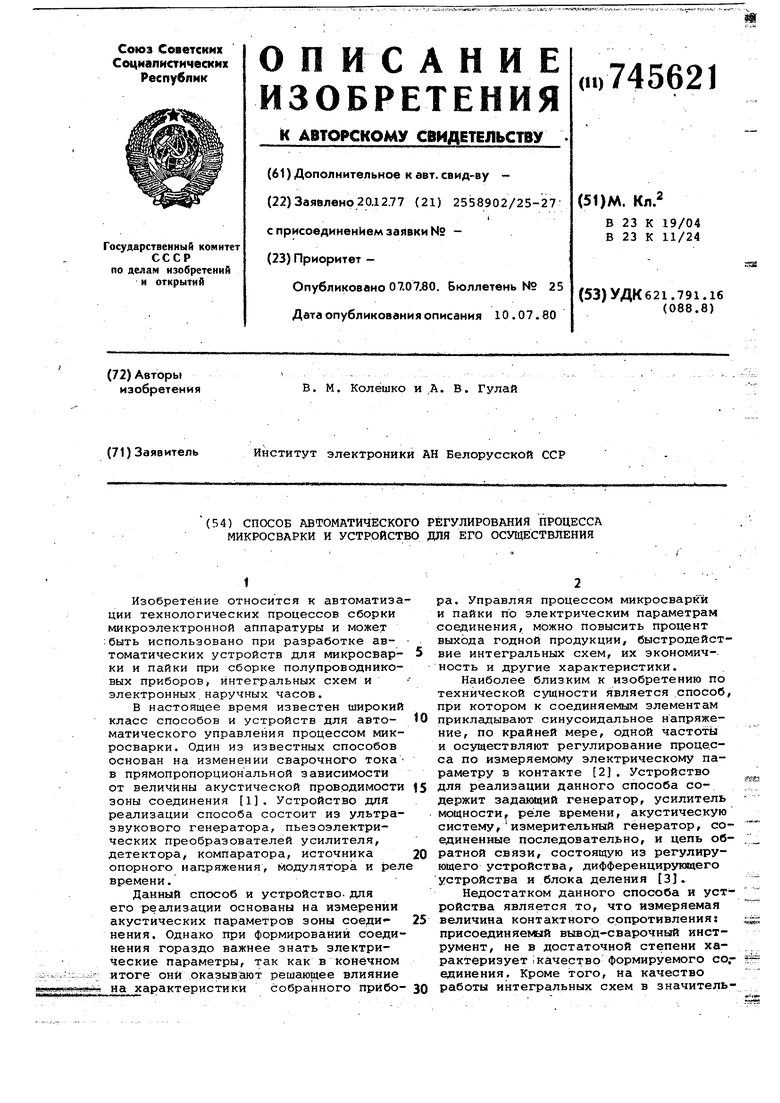
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом ультразвуковой микросварки и устройство для его осуществления | 1978 |
|
SU764901A1 |
| Способ управления процессом ультразвуковой микросварки (его варианты) и устройство для его осуществления | 1985 |
|
SU1276465A1 |
| Способ управления процессом ультразвуковой микросварки | 1985 |
|
SU1311887A1 |
| Измеритель нелинейных искажений | 1980 |
|
SU898341A1 |
| Способ автоматического управления процессом микросварки и устройство для его осуществления | 1977 |
|
SU740444A1 |
| Измеритель нелинейности радиодеталей | 1984 |
|
SU1195293A1 |
| Измеритель коэффициента гармоник | 1983 |
|
SU1129546A1 |
| Измеритель нелинейности амплитудной характеристики радиоэлементов | 1986 |
|
SU1370615A1 |
| Ультразвуковой способ контроляКАчЕСТВА МНОгОСлОйНыХ издЕлий | 1979 |
|
SU842567A1 |
| ИНДИКАТОР НАЛИЧИЯ НЕЛИНЕЙНЫХ ИСКАЖЕНИЙ В РАДИОЭЛЕКТРОННЫХ СИСТЕМАХ | 2019 |
|
RU2727390C1 |
