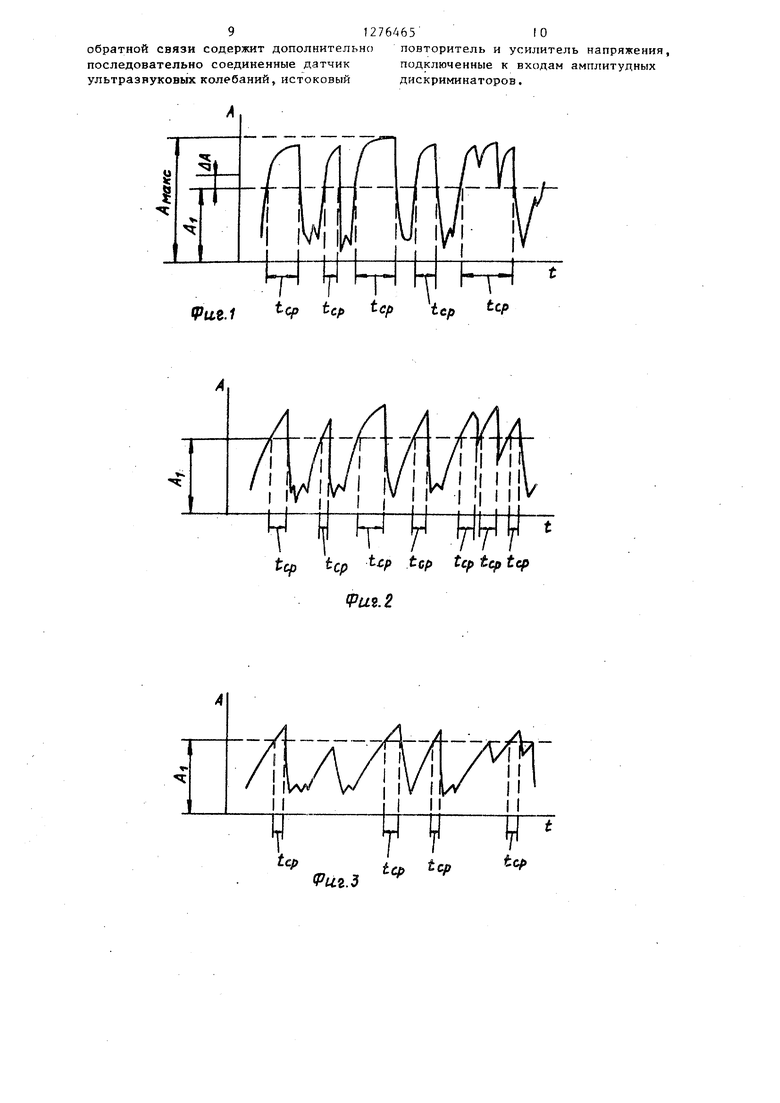
1 Изобретение относится к технологи микроэлектроники и может бьть исполь зовано при сборке полупроводниковых приборов и интегральных микросхем. Целью изобретения является повышение качества и воспроизводимости качества микросварных соединений при использовании ультразвуковых колебаний широкого спектра частот. На фиг. 1-3 представлены эпюры генерируемых и преобразованных колебаний, а также принцип их селекции по амплитуде в способе управления; на фиг, 4 и 5 - блок-схемы устройств для реализации способа управления; н фиг. 6-14 - временные диаграммы напряжений в различных узлах устройств управления микросваркой. Сущность способа управления заключается в том, что параметры режима ультразвуковой микросварки регулируют, Используя информацию о величине входного механического импеданса микросварного соединения, который характеризует качество формируемого контакта. Например, при наличии в зоне микросварки окисных пленок, пре пятствующих качественному схватыванию материалов микропроволоки и контактной площадки, входной импеданс имеет небольшое значение. При качест венном схватывании соединяемых материалов входной механический импеданс имеет значительно большее значение за счет внесения в его величину импеданса подложки, ,Оценивая величину указанного импеданса, можно регулировать парамет1)ы режима микросварки Входной механический импеданс микросварного соединения, т,е. импеданс нагрузки ультразвуковой колебательно системы, трансформируется к входу, поэтому входной электрический импеданс системы также характеризует качество формируемых соединений. Одним из параметров, характеризующих входной механический импедан микросварного соединения и входной электрический импеданс ультразвуково колебательной системы при возбуждени колебаний широкого спектра частот, является одномерная плотность вероятности появления механических колебаний на выходе указанной системы или одномерная плотность вероятности появления электричёских; колебаний на ее входе, Колебания широкого спектра частот возбуждение которых производится, на 652 пример, с использованием лавинного шума р-п-перехода в полупроводнике, на временной оси имеют вид импульсов (выбросов) со случайным изменением амплитуды, фазы и длительности (фиг. 1). При увеличении импеданса цепи, по которой проходят импульсы, например, импеданса колебательной системы, нагружаюш.ей ультразвуковой генератор колебаний широкого спектра частот, форма импульсов изменяется, приближаясь к треугольной (фиг, 2). Дальнейшее увеличение импеданса приводит также к уменьшению амплитуды импульсов (фиг. 3), При этом изменяется одномерная плотность вероят- ности появлений колебаний J(А), как величина, пропорциональная среднему времени пребывания уровня сигнала выше определенного порогового значения Л. Измеряя величину одновременной плотности вероятности появления электрических колебаний на входе ультразвуковой колебательной системы или механических колебаний на выходе данной системы, с определенным пороговым значением амплитуды, регулируют мощность ультразвукового генератора. На начальной стадии микросварки, характеризующейся интенсивной пластической деформацией микровыступов и ростом фактической площади контакта за счет увеличения количества одиночных точек схватывания, происходит резкое изменение входного механического импеданса микросварного соединения (соответственно, импеданса ультразвуковой колебательной системы), т.е, наблюдается определенная скорость изменения одномерной плотности вероятности появления колебаний ijj(A) . По мере стабилизации процесса пластической деформации присоединяемого проводника при микросварке и замедления процесса роста площади контакта скорость изменения входного механического импеданса микросварного соединения становится равной нулю, следовательно, скорость изменения одномерной плотности вероятности появления, колебаний также равна нулю. Прекращение процесса подачи ультразвука в зону микросварки в данный момент времени обеспечивает получение соединений с высоким качеством, а также с высокой стабильностью качества. Управление процессом ультразвуковой микросварки при использовании колебаний широкого спектра частот производится также по величине относительного времени нахождения амплитуды электрических или механических колебаний ультразвуковой колебательной системы в определенном диапазоне с шириной ДА А , где А макс MUKC максимальное значение выбросов колебаний данной системы. Относительно время нахождения амплитуды колебаний 10 и равно отношению суммарного времени колебаний в интервале от А до А +ЛА к полной продолжительности интервала измерения. Измеряя величину указанного относительного времени, регулируют мощность ультразвуковых колебаний и при отсутствии изменения ампли туды в относительное время процесс микросварки прекращают. Выбор ДА А, обусловлен следующими обстоятельствами. При уменьшении интервала дА относительно максимального значения выбросов коле баний чувствительность контроля вели чины относительного времени повышает ся. Увеличение дА приводит к снижению чувствительности контроля и к уменьшению качества формируемых микросварных контактов Способ управления процессом ультразвуковой микросварки по величине относительного времени нахождения амплитуды является вариантом способа управления по величине одномерной плотности вероятности, так как относительное время соответствует одномерной функции плотности распределения вероятности появления колебаний, однако эти способы по-разному реализуются аппаратно. Устройство для управления процессом ультразвуковой микросварки по. величине одномерной плотности вероятности появления электрических коле баний (фиг. 4) содержит ультразвуко- 45
вой генератор 1, реле времени 2, ультразвуковую колебательную систему состоящую, например, из электромеханического преобразова теля 3, ультразвукового концентратора 4 и свароч.ного инструмента 5,и нагруженную на импеданс контакта проволочный вывод 6 - контактная площадка 7.
В устройстве цепь обратной связи содержит дифференциальный амплитудный дискриминатор 8, интегратор 9, преобразователь уровня 10, дифференцирующее устройство 11, компаратор 1
5 вводятся в зону соединения элементов 6 и 7. Длительность процесса микросварки задается с помощью реле времени 2.
В случае управления процессом по величине одномерной плотности вероятности электрических колебаний (фиг. 4) данные колебания, поступающие на вход ультразвуковой колебательной системы, подаются также на
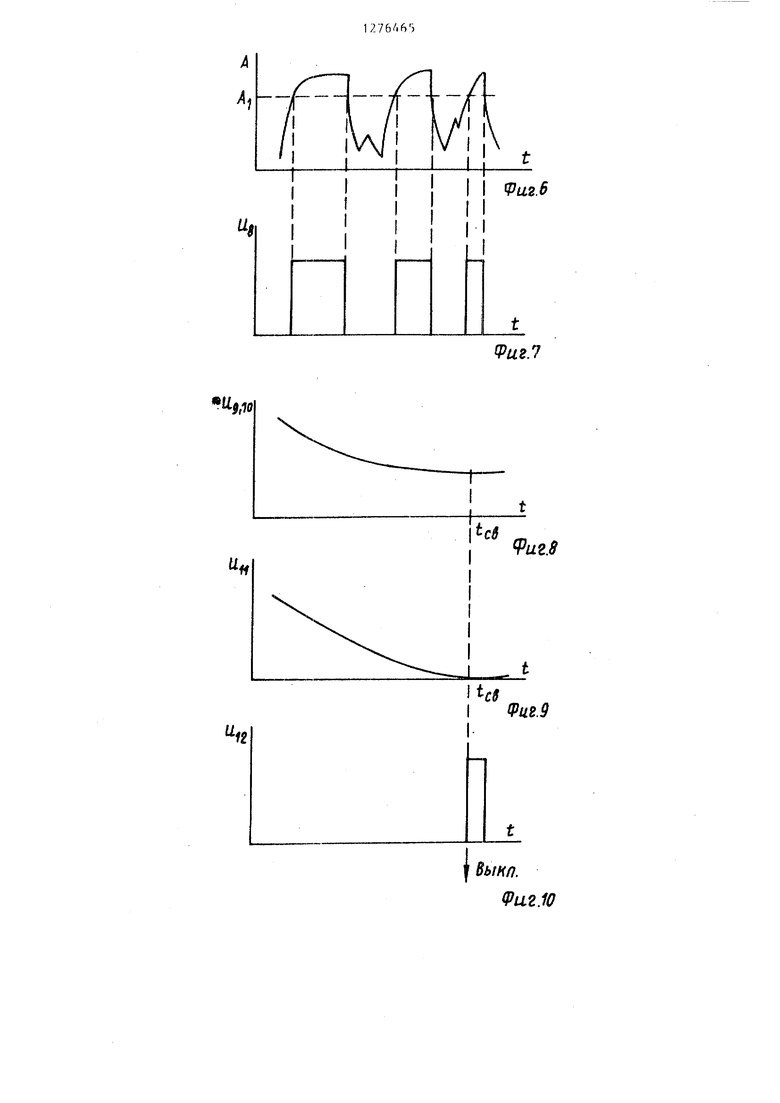
дифференциальный амплитудный дискриминатор 8. На выходе дискриминатора 8 образуются прямоугольные импульсы 654 уровня 12, причем вход диффёнциаль- него амплитудного дискриминатора 8 соединен с входом ультразвуковойколебательной системы 3, 4 и 5, а выход его подключен через интегратор 9 и преобразователь уровня 10 к управляющему входу ультразвукового генератора 1, при этом выход интегратора 9 через дифференцирующее устройство 11 компаратор уровня 12 соединен с реле времени 2. Цепь обратной связи устройства для управления процессом ультразвуковой микросварки по величине относительного времени появления колебаний в диапазоне от А,до А,+лА (фиг. 5) содержит второй дифференциальный амплитуд-ный дискриминатор 13, подключенный к входу ультразвуковой колебательной системы 3, 4 и 5, при этом выходы дифференциапьных амплитудных дискриминаторов соединены с входами схемы антисовпадений 14, а выход последней подключен к входу интегратора 9. .. .. . „гДля управления процессом ультразвуковой микросварки по аналогичным параметрам механических колебаний устройство дополнительно содержит Датчик ультразвуковых колебаний 15, истоковый повторитель 16 и усилитель напряжения 17, при этом выход датчика 15 через истоковый повторитель 16 иусилитель напряжения 17 соединен с входами дифференциальных амплитудных дискриминаторов 8 и 13. Устройство работает следующим образом. Электрические колебания ультразвуковой частоты с выхода ультразвукового генератора 1 подаются на ультразвуковую колебательную систему, т.е. на вход электромеханического преобразователя 3, механические колебания которого через ультразвуковой концентратор 4 и сварочный инструмент одинаковых амплитуд с длительно-стями равир)1ми длительностям выбросов колебаний широкого спектра частот за определенный уровень А (фиг, 6, 7), Далее сигнал подается на интегратор 9, на выходе которого образуется постоянное напряжение, пропорцнональ нс5е одномерной плотности вероятности (.i(A), по величине которого регулируется мощность генератора 1 (фиг.. 8) Согласование уровней выходного сигнала интегратора 9 и сигнала управле ния ультразвуковым генератором 1 осуществляется с помощью преобразовател уровня 10, в качестве которого может быть использован усилитель постоянного тока (например, для управления усилителей мощности ультразвукового генератора 1 на мощных кремниевых транзисторах необходим ток до220мА, в то время как выходные уровни сигна лов интегратора на операционном усилителе имеют пределы по току 2-5 мА). Сигнал о интеграторе 9 подается также на дифференцирующее устройство 11, на выходе которого образуется сигнал, пропорциональный скорости изменения одномерной плотности вероятности (фиг, 9), При равенстве нулю указанной скорости компаратор уровня 12 вырабатывает сигнал, поступаюш;ий на реле времени 2, для отключени ультразвукового генератора 1 и пресращения процесса микросварки (фиг. 10 В случае управления процессом микросварки по величине относительного времени пребывания колебаний в интервале от А до А (фиг, 5) устройство работает следующим образом. Колебания с выхода ультразвукового геаератора 1подаются на входь( дифференциальных амплитудных дискриминато ров 8 и 13. На выходах дискриминаторов образуются прямоугольные импульс одинаковых амплитуд с длительностями равными длительностям выбросов колебаний за два соответствующих уровня А и А +АА (фиг. 11, 12, 13). Эти импульсы подаются на схему антисо-впадепий 14, которая пропускает сигнал на выход тогда, когда входные напряжения неодинаковы (фиг. 14). Сигнал с выхода схемы антисовпадений подается на интегратор 9, на выходе которого образуется постоянное напря жение, пропорциональное относительному времени пребывания колебаний в интервале и А, по величине которого регулируется мощность ультразвукового генератора 1, При равенстве нулю скорости изменения этого относительного времени происходит отключение ультразвукового генератора 1 и прекращение процесса микросварки. В случае управления процессом ультразвуковой микросварки по аналогичным параметрам механических колебаний на выходе ультразвуковой колебательной системы устройство работает следующим образом. Механические колебания на выходе системы, например вблизи рабочего торца сварочного инструмента 5, улавливаются датчиком 15, сигнал с которого через истоковый повторитель 16 и усилитель напряжения 17 поступает к входам дифференциальных амплитудных дискриминаторов 8 и 13. При зтом управление процессом микросварки производится как по величине одномерной плотности вероятности, так и по величине относительного времени пребывания механических колебаний. При управлении процессом ультразвуковой микросварки по величине механического импеданса в случае использования колебаний широкого спект-ра частот более nojnio учитываются механические свойства соединяемых материалов и состояние контактирующих поверхностей ,,в:п- яю1дие на процесс формирования качественного контакта. Это приводит к повышению качества и воспроизводимости качества контакта, в частности его механической прочности. П р и м е р. Производили микросварку алюминиевой микропроволокидиаметром 300 мкм к алюминиевой пленке толщиной 5 мкм па кремниевом кристалле. При этом использовали ультразвуковой генератор, задающий каскад которого выполнен на шумовом диоде 2Г401А, включенном в цепь базы транзистора КТ312Б, и который соединен через компаратор с усилителем, работающим в ключевом режиме. Ультразвуковая колебательная -система представляет собой пьезокерамический преобразователь с основной рабочей частотой 70 кГц. Использовались ступенчатьш концентратор с акустической четвертьволновой развязкой и сварочный инструмент из сплава ВК19. Соединяемые элементы (проволочный В151ВОД и металлическую пленку на кремниевой подложке) сжимали с усилием 3,0 Н и подавали в зону соединения ультразвуковые колебания широкого спектра частот. По величине одноме ной плотности вероятности колеба ний на уровне 20 В и величине относргтельного времени пребывания колебаний в диапазоне 20-22 В регулиров ли мощность ультразвуковых колебаний в диапазоне 27-35 Вт, Длительность процесса микросварки регулировалась в пределах 0,5-1,5 с. При использовании предлагаемого способа автомати ческого регулирования процесса ультразвуковой микросварки механическое усилие на разрыв контактов под углом 90 к плоскости зоны соединения возк плоскости зоны соединения возрастает с 3,0-3,7 (без использования описанного способа) до 5,9-6,4 Н, т.е. приь5ерно в 2 раза. При этом коэффициент вибрации усилия на разрыв соединений уменьшается с 42-48% до 7-12%, т.е. значительно увеличивается стабильность процесса микросварки. Экономический эффект от использования способа и устройства достигается в основном за счет повышения процента выхода годной продукции, в частности полупроводниковых приборов особенно после испытаний приборов на термоциклирование. Формула изобретения 1. Способ управления процессом ультразвуковой микросварки, при котором осуществляют измерение парамет ров колебаний ультразвуковой колебательной системы и производят регулирование режима микросварки, о тличающийся тем, что, с целью повышения качества и воспроизводимости качества микросварного соединения при использовании ультразвуковых колебаний широкого спектра частот, измеряют одномерную плотност вероятности превышения заданного значения амплитуды электрических колебаний на входе ультразвуковой коле бательной системы или механических колебаний при выходе данной системы, по величине которой регулируют мощность ультразвуковых колебаний, и прекращают процесс микросварки при равенстве нулю скорости изменения этой плотности. 2. Способ управления процессом ультразвуковой микросварки, при кото 65В ром осуществляют измерение параметров колебаний ультразвуковой колебательной системы и производят регулирование режима микросварки, о тл и ч а ю Q; и и с я тем, что, с целью повышения качества микросварного соединения, измеряют относительное время нахождения амплитуды электрических или механических колебаний ультразвуковой колебательной системы в фиксированном диапазоне амплитуды от определенного значения А До А+4А , где U А « А А „акс - макс максимальное значение амплитуд колебаний данной системы, по величине этого относительного времени регулируют мощность ультразвуковых колебаний и прекращают процесс микросварки при равенстве нулю скорости изменения величины этого времени. 3. Устройство для управления процессом ультразвуковой микросварки, содержащее ультразвуковой генератор. реле времени, ультразвуковую колебательную систему и пепь обратной связи, отличающееся что, с целью повьш1ения качества и воспроизводимости качества микросварного соединения, цепь обратной связи содержит дифференциальный амплитудный дискриминатор, интегратор, преобразователь уровня, дифференцирующее устройство и компаратор уровня, при этом вход амплитудного дискриминатора соединен с входом ультразвуковой колебательной системы, а выход через интегратор подключен к входам преобразователя уровня.и дифференцирующего устройства, выход последнего через компаратор.уровня соединен с реле времени, а выход преобразователя уровня соединен с управляющим входом ультразвукового генератора. 4.Устройство по п. 3, отличающееся тем, что цепь обратной связи дополнительно содержит второй амплитудный дискриминатор и схему антисовпадений, при этом входы амплитудных дискриминаторов подключены к входу ультразвуковой колебательной системы, а выходы - к входам схемы антисовпадений, к выходу последней подключен вход интегратора, 5.Устройство по пп. 3 и 4, о тличающееся тем, что цепь
9127646510
обратной связи содержит дополнительно повторитель и усилитель напряжения, последовательно соединенные датчик подключенные к входам амплитудных ультразвуковых колебаний, истоковый дискриминаторов.
t-cp tc/) / icp P
fPue.1
..
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом ультразвуковой микросварки | 1985 |
|
SU1311887A1 |
| Устройство для моделирования нагрузки ультразвуковой системы | 1980 |
|
SU899304A1 |
| Устройство для физиотерапии заболеваний предстательной железы | 1990 |
|
SU1801463A1 |
| Устройство для ультразвуковой микросварки | 1980 |
|
SU925589A1 |
| Способ определения механического импеданса микросоединения при ультразвуковой сварке и устройство для его реализации | 1976 |
|
SU653061A1 |
| Устройство для ультразвуковой микросварки | 1982 |
|
SU1058743A1 |
| Способ контроля процесса ультразвуковой сварки | 1977 |
|
SU662301A1 |
| Устройство для ультразвуковой микросварки | 1977 |
|
SU733924A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ ЛИПОСАКЦИИ | 2003 |
|
RU2247544C1 |
| Ультразвуковой генератор | 1983 |
|
SU1094705A1 |


Изобретение относится к технологии микроэлектроники и решает задачу повышения и стабильности качества получения микросварных соединений. По одномерной плотности вероятно- ; сти или по времени наблюдения электрических колебаний на входе ультразвуковой колебательной системы или механических колебаний на выходе данной системы в определенном фиксированном диапазоне амплитуд регулируют мощность ультразвуковых колебаний и прекращают процесс микросварки при отсутствии изменения указанных па-т раметров колебаний.Цепь обратной связи содержит один или два дифференциальных амплитудных дискриминатора, интегратор, преобразователь уровня, дифференцирующее устройство и компаратор уровня, а также схему антисовпадений. Для управления процессом по цараметрам механических колебаний устройство i содержит в цепи обратной связи датчик ультразвуковых колебаний, исто(Л . повторитель и усилитель. Изобретение может быть использовано при сборке полупроводниковых приборов и интегральных микросхем. 3 с.п. и 2 з.п. ф-лы, 14 ил. ю vj 
и
9иг.8
1Риг.9
Вынп. Фиг.Ю
| Способ регулирования процесса ультразвуковой сварки | 1976 |
|
SU575190A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Ультразвуковой генератор с автоматической подстройкой частоты | 1974 |
|
SU492313A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
