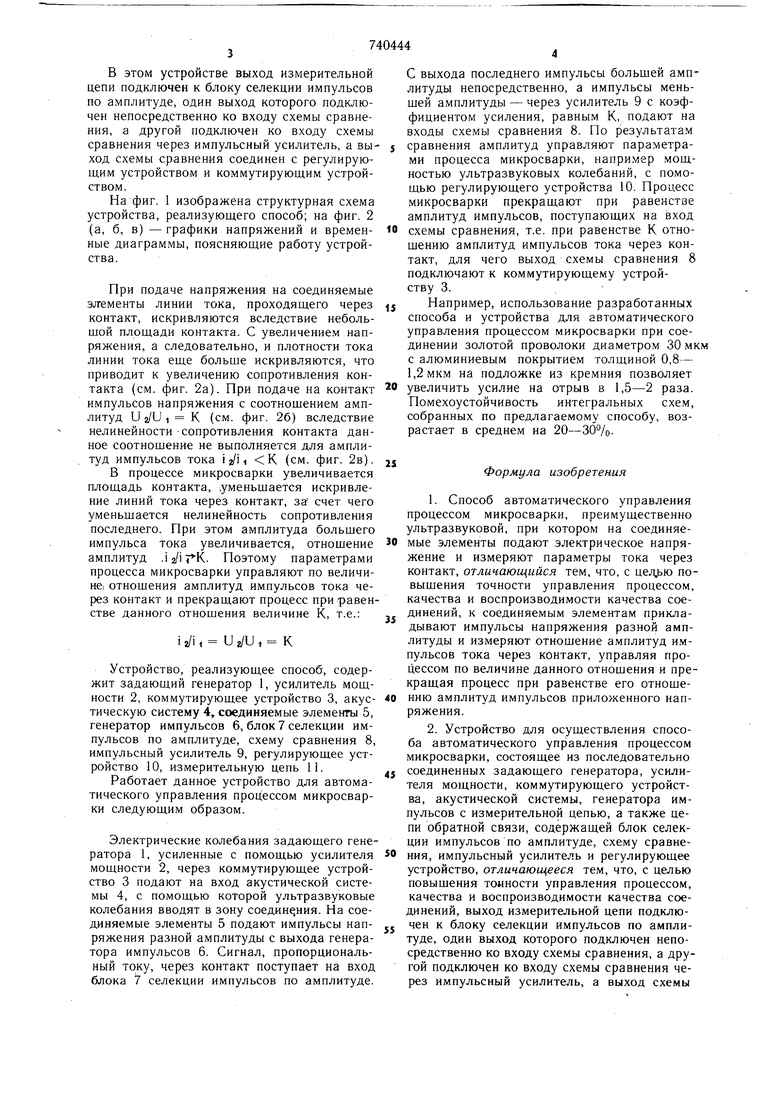
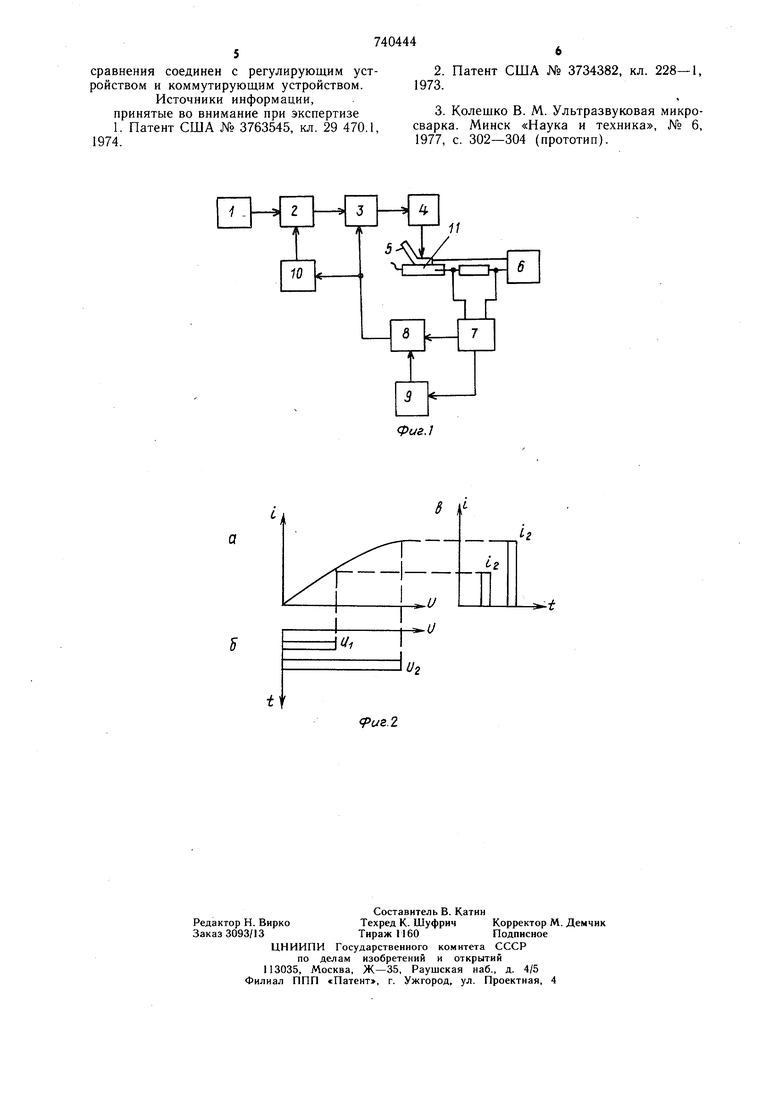
Изобретение относится к области автоматизации технологических процессов сборки полупроводниковых приборов и интегральных микросхем и может быть использовано при разработке автоматических устройств для микросварки и пайки элементов микроэлектронных приборов. Известен способ управления процессом микросварки, в соответствии с которым параметры процесса ультразвуковой микросварки изменяют по величине контактного сопротивления между присоединяемым выводом и сварочным инструментом 1. Устройство для реализации данного способа содержит акустическую систему, ультразвуковой генератор, источник питания, блок измерения сопротивления и блок управления 2. Данное устройство не обеспечивает точного управления процессом ультразвуковой микросварки и пайки. Наиболее близким по технической сущности к данному изобретению является способ управления процессом ультразвуковой микросварки, по которому на соединяемые элементы подают электрическое напряжение и измеряют параметры тока через контакт Однако в процессе управления не учитывается изменение нелинейности контактного сопротивления, которая оказывает существенное влияние на характеристики микроэлектронных приборов, в частности на помехоустойчивость интегральных микросхем. Цель изобретения - повыщение точности управления процессом, качества и воспроизводимости и качества соединений. Поставленная цель достигается тем, что к соединяемым элементам прикладывают импульсы напряжения разной амплитуды и измеряют отнощение амплитуд импульсов тока через контакт, управляя процессом по величине данного отношения и прекращая процесс при равенстве его отношению амплитуд импульсов приложенного напряжения. Такой способ может быть осуществлен устройством, содержащим последовательно соединенные задающий генератор, усилитель мощности, коммутирующее устройство, акустическую систему, генератор импульсов с измерительной цепью, а также цепь обратной связи, содержащую блок селекции импульсов по амплитуде, схему сравнения, импульсный усилитель и регулирующее устройство. В этом устройстве выход измерительной цепи подключен к блоку селекции импульсов по амплитуде, один выход которого подключен непосредственно ко входу схемы сравнения, а другой подключен ко входу схемы сравнения через импульсный усилитель, а выход схемы сравнения соединен с регулирующим устройством и коммутирующим устройством. На фиг. 1 изображена структурная схема устройства, реализующего способ; на фиг. 2 (а, б, в)-графики напряжений и временные диаграммы, поясняющие работу устройства. При подаче напряжения на соединяемые элементы линии тока, проходящего через контакт, искривляются вследствие небольшой площади контакта. С увеличением напряжения, а следовательно, и плотности тока линии тока еще больще искривляются, что приводит к увеличению сопротивления контакта (см. фиг. 2а). При подаче на контакт импульсов напряжения с соотнощением амплитуд и г/и , К (см. фиг. 26) вследствие нелинейности-сопротивления контакта данное соотнощение не выполняется для амплитуд импульсов тока i z/i i К (см. фиг. 2в). В процессе микросварки увеличивается площадь контакта, уменьщается искривление линий тока через контакт, за счет чего уменьшается нелинейность сопротивления последнего. При этом амплитуда большего импульса тока увеличивается, отношение амплитуд .ia/iT K. Поэтому параметрами процесса микросварки управляют по величине) отношения амплитуд импульсов тока через контакт и прекращают процесс при равенстве данного отношения величине К, т.е.: i z/i 1 и г/и , К Устройство, реализующее способ, содержит задающий генератор 1, усилитель мощности 2, коммутирующее устройство 3, акустическую систему 4, соединяемые элементы 5, генератор импульсов 6, блок селекции импульсов по амплитуде, схему сравнения 8, импульсный усилитель 9, регулирующее устройство 10, измерительную цепь 11. Работает данное устройство для автоматического управления процессом микросварки следующим образом. Электрические колебания задающего генератора 1, усиленные с помощью усилителя мощности 2, через коммутирующее устройство 3 подают на вход акустической системы 4, с помощью которой ультразвуковые колебания вводят в зону соединения. На соединяемые элементы 5 подают импульсы напряжения разной амплитуды с выхода генератора импульсов 6. Сигнал, пропорциональный току, через контакт поступает на вход блока 7 селекции импульсов по амплитуде. С выхода последнего импульсы большей амплитуды непосредственно, а импульсы меньщей амплитуды - через усилитель 9 с коэффициентом усиления, равным К, подают на входы схемы сравнения 8. По результатам сравнения амплитуд управляют параметрами процесса микросварки, например мощностью ультразвуковых колебаний, с помощью регулирующего устройства 10. Процесс микросварки прекращают при равенстве амплитуд импульсов, поступающих на вход схемы сравнения, т.е. при равенстве К отношению амплитуд импульсов тока через контакт, для чего выход схемы сравнения 8 подключают к коммутирующему устройству 3. Например, использование разработанных способа и устройства для автоматического управления процессом микросварки при соединении золотой проволоки диаметром 30 мкм с алюминиевым покрытием толщиной 0,8- 1,2 мкм на подложке из кремния позволяет увеличить усилие на отрыв в 1,5-2 раза. Помехоустойчивость интегральных схем, собранных по предлагаемому способу, возрастает в среднем на 20-30°/о. Формула изобретения 1.Способ автоматического управления процессом микросварки, преимущественно ультразвуковой, при котором на соединяемые элементы подают электрическое напряжение и измеряют параметры тока через контакт, отличающийся тем, что, с повышения точности управления процессом, качества и воспроизводимости качества соединений, к соединяемым элементам прикладывают импульсы напряжения разной амплитуды и измеряют отнощение амплитуд импульсов тока через контакт, управляя процессом по величине данного отнощения и прекращая процесс при равенстве его отнощению амплитуд импульсов приложенного напряжения. 2.Устройство для осуществления способа автоматического управления процессом микросварки, состоящее из последовательно соединенных задающего генератора, усилителя мощности, коммутирующего устройства, акустической системы, генератора импульсов с измерительной цепью, а также цепи обратной связи, содержащей блок селекции импульсов по амплитуде, схему сравнения, импульсный усилитель и регулирующее устройство, отличающееся тем, что, с целью повыщения томности управления процессом, качества и воспроизводимости качества соединений, выход измерительной цепи подключен к блоку селекции импульсов по амплитуде, один выход которого подключен непосредственно ко входу схемы сравнения, а другой подключен ко входу схемы сравнения через импульсный усилитель, а выход схемы
сравнения соединен с регулирующим устройством и коммутирующим устройством.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3763545, кл. 29 470.1, 1974.
2.Патент США № 3734382, кл. 228-1, 1973.
3.Колешко В. М. Ультразвуковая микросварка. Минск «Наука и техника, № б, 1977, с. 302-304 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом ультразвуковой микросварки и устройство для его осуществления | 1978 |
|
SU764901A1 |
| Способ управления процессом ультразвуковой микросварки (его варианты) и устройство для его осуществления | 1985 |
|
SU1276465A1 |
| Устройство для автоматического регулирования процесса ультразвуковой микросварки и пайки | 1977 |
|
SU733923A1 |
| Способ автоматического регулирования процесса микросварки и устройство для его осуществления | 1977 |
|
SU745621A1 |
| Способ управления процессом ультразвуковой микросварки | 1985 |
|
SU1311887A1 |
| Способ контроля процесса ультразвуковой сварки | 1977 |
|
SU662301A1 |
| Способ автоматического управления акустическим режимом ультразвуковой сварки | 1981 |
|
SU961902A1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ АКУСТИЧЕСКОГО КОНТАКТА | 1991 |
|
RU2022548C1 |
| Устройство для ультразвуковой микросварки | 1982 |
|
SU1058743A1 |
| Устройство для ультразвуковой микросварки | 1980 |
|
SU925589A1 |
г
II
