(54) УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления процессом обжига абразивного инструмента на керамической связке в щелевой печи | 1982 |
|
SU1104344A1 |
| Система автоматического управления факела | 1983 |
|
SU1186667A1 |
| Устройство для регулирования температуры | 1981 |
|
SU980076A1 |
| Многоканальный регулятор | 1979 |
|
SU873207A1 |
| Устройство для программного управления | 1982 |
|
SU1084742A1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЛАМЕННОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 1994 |
|
RU2068006C1 |
| Устройство контроля температуры расплава в индукционной тигельной печи | 1991 |
|
SU1781525A1 |
| Корреляционный измеритель скорости рабочей среды | 1983 |
|
SU1158936A1 |
| Устройство для контроля положения забоя | 1991 |
|
SU1816856A1 |
| Устройство для контроля зеркальной фотокамеры | 1991 |
|
SU1818616A1 |
.1 . Изобретение относится к области автоматического управления тепловыми процессами и может быть использовано для автоматического управления печами электрообжига в электродном про изводстве, например для электрообжи га углеграфитовых труб. Известно устройство, которое мож но использовать для автоматического управления печами электрообжига. Устройство служит для регулирова ния температуры объекта, где градиент температурного поля распределен равномерно по всему рабочему.полю. Устройство содержит две термопары для контрол я температуры объекта и внешней среды, включенные дифференциально, задатчик, блок задания программы, выполненный в виде генератора импульсов, блок управления и исполнительный механизм; термопара, измеряющая температуру внешней среды, через усилитель и модулятор подключена к задатчику, регулирование температуры осуществляется двухпозиционным реле l. Это устройство пригодно только для управления температурой в объекте с равномерным распределением температурного поля. Известно также устройство для управления микроклиматом, ближайшее по технической сущности к изобретению. Оно служит для программного управления режимом печи и содержит блок контроля температуры, выход которого подключен через блок усреднения к одному из входов первого блока сравнения, выход которого через регулятор связан со входом исполнительного элемента, а другой вход первого сравнения соединен с первым выходом блока программного задания температуры 2}. Недостатком известного устройства является большая неравномерность температурного поля. Цель изобретения - повысить точ- ность устройства за счет учета влияния неравномерного распределения температурных полей. Это достигается тем, что устройство для регулирования температуры содержит задатчик количества экстремальных точек и последовательно соединенные коммутатор, второй блок сравнения, счетчик экстремальных точек, третий блок сравнения kпереключатель, выход которого соединен со вторым входом блоца програм- ,
,много залания температура и через эадатчик количества экстремальных точек с другим входой третьего блока сравнения, причем вход коммутатора связан с выходом блока контроля температуры, а второй выход блока программного задания температуры соединен с другим входом второго блока сравнения.
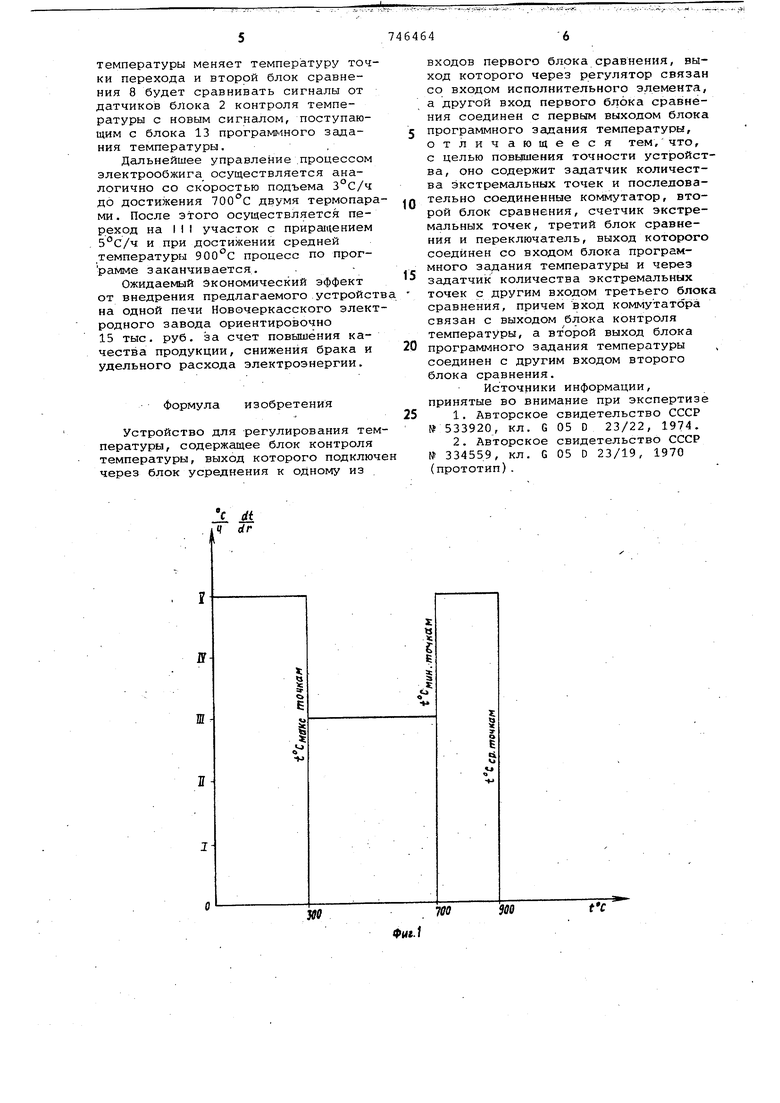
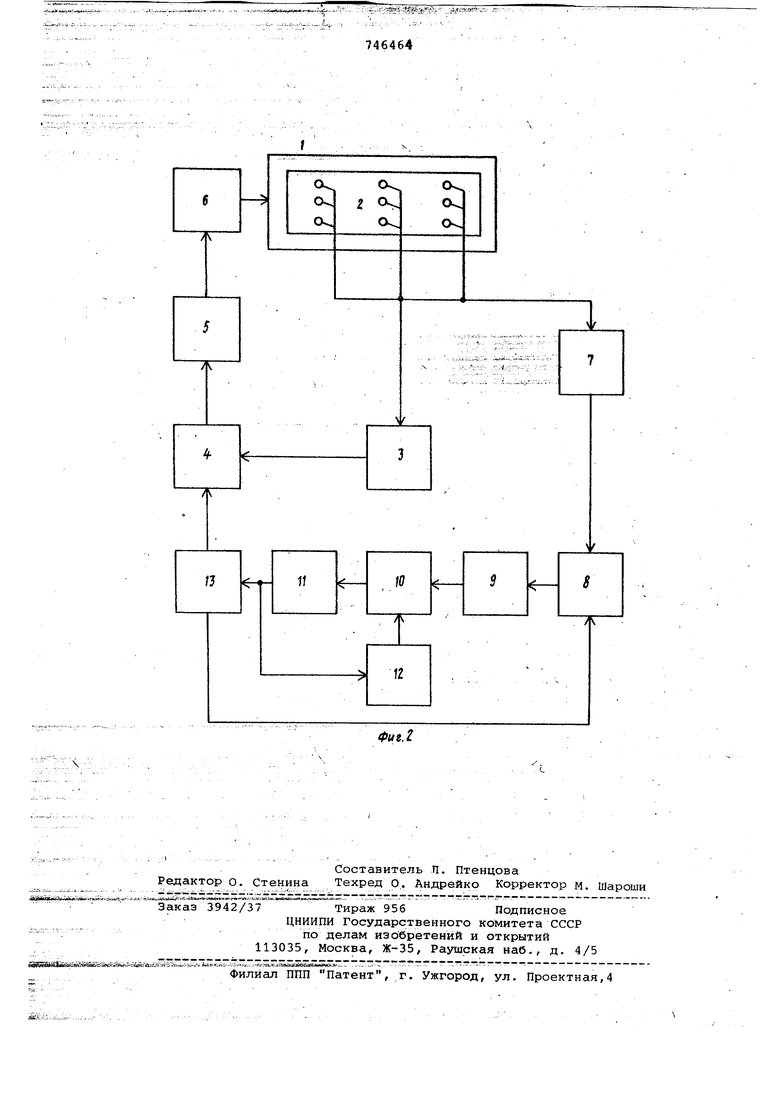
На фиг. 1 представлен график изменения средней температуры на стадии электрообжига электродов диаметром 200 мм/ на фиг. 2 - структурная схема устройства для регулирдвания температуры.
Ведение режима обжига осуществляется по графику подъема средней температуры (см.фиг.), т.е
ti+t2+...ttn
,4acoBoe приращеn
ие зависит от диаметра изделия, а ереход из одного температурного частка в другой осуществляется по остижении максимальной заданной емпературы в заданном количестве контрольных точек.
Для электродов диаметром 200 мм в первый период нагрева часовое приращение температуры составляет 5°С/ч, поскольку в этот момент происходит интенсивное выделение летучих веществ и усадка заготовок. По достижении количества контрольных , температура в которых достигла температуры перехода (300°С), заданного количества точек осуществляется переход на второй режим нагрева - 3°С/ч.
При достижении в определенном количестве зон осуществляется переход на третий режим нагрева -
5С/Ч. ....;--. . . -.-.- ..; ..,.,.-.-.-.,;.
Устройство для регулирования температуры состоит из электрообжиговой печи Г, ,в которой установлен блок 2 контроля температуры, представляющий собой совокупность датчиков температуры, к выходу которого подключен блок усреднения 3, который служит для усреднения температуры датчиков блока 2 контроля температуры. Выход блока усреднения 3 связан со входом первого блока сравнения 4, выход которого, в свою очередь, через регулятор 5 соединен с исполнительным элементом 6. Кроме того, выход блока 2 контроля температуры подключен к.последовательно соединенным коммутатору 7, второму блоку сравнения 8, счётчику 9 экстремальных точек, третьему блоку сравнения 10, и переключателю 11. Вход переключателя 11 через задатчик 12 количестваэкстре мальных точек подключен к третьему блрку сравнения и ко входу блока 13 nporpciMMHoro з.адания Температуры, один из выходов которого подключен ко второму блоку сравнения 8, а другой - к первому блоку сравнения 4.
Устройство работает следующим образом.
После загрузки печи 1 заготовкам блоком 13 программного задания температуры задается график скорости подъема средней температуры для термической обработки изделия и гранич ные точки перехода (см.фиг.1), при которых происходит изменение скорос.ти нагрева. Задатчиком 12 количества экстремальных точек задается количество контрольных точек, которые должны достичь заданной температуры перехода. Для I участка - 7 термопар, для II участка - 2 термопары, для III участка процесс ведется только по средней температуре
После этого печь включается з работу. Сигналы от блока 2 контроля температуры поступают на блок усреднения 3, где определяется средняя температура: ...
t)L + ... . + tn ,.
n ср
Сигнал с блока усреднения 3 поступает на первый блок сравнения 4 и при отклонении действительной среней температуры от заданной на выходе первого блока сравнения 4 появляется сигнал, поступающий на вход регулятора 5.Регулятор 5 выдает сигнал, поступающий на исполнительный элемент 6, осуществлягаций переключение печного трансформатора для изменения тока в печи, а следовательно, и температуры.
Коммутатор 7 опрашивает каждый датчик блока 2 контроля температуры и подключает ко второму блоку сравнения 8, где температура каждого датчика сравнивается с заданной граничной температурой ( на I участке). При достижении температуры контрольной точки второй блок сравнения 8 вьщает сигнал на счетчик 9 экстремальных точек, который отсчитывает и запоминает .количество контрольных точек, в которых температура достигла заданной температуры перехода. Сигнал со счет- , чика 9 экстремальных точек поступает на третий блок сравнения 10, где он сравнивается с сигналом, соответствующим количеству контрольных точек, заданных задатчиком 12 количества экстремальных точек (7 термопар), и.при совпадении заданнбгО количества с отсчитанным счетчиком 9 третий блок сравнения 10, выдает сигнал на переключатель 11. Переключатель 11 выдает сигнал на блок 13 программного задания температуры для изменения скорости подъема средней температуры и на задатчик 12 количества экстремальных точек для изменения необходимого количества контрольных точек с температурой перехода. Одновременно блок 13 программного задания температуры меняет температуру точ ки перехода и второй блок сравнения 8 будет сравнивать сигналы от датчиков блока 2 контроля температуры с новым сигналом, поступающим с блока 13 программного задания температуры. Дальнейшее управление .процессом электрообжига осуществляется аналогично со скоростью подъема 3°С/ч до достижения 700°С двумя термопар ми. После этого осуществляется переход на III участок с приращением 5°С/ч и при достижении средней температуры процесс по программе заканчивается. Ожидаемый Экономический эффект от внедрения предлагаемого устройс на одной печи Новочеркасского элект родного завода ориентировочно 15 тыс. руб. за счет повышения качества продукции, снижения брака и удельного расхода электроэнергии. Формула изобретения Устройство для регулирования тем пературы, содержащее блок контроля температуры, выход которого подключ через блок усреднения к одному из входов первого блока сравнения, выход которого через регулятор связан со входом исполнительного элемента, а другой вход первого блока сравнения соединен с первым выходом блока программного задания температуры, отлич ающееся тем, что, с целью повышения точности устройства, оно содержит задатчик количества экстремальных точек и последовательно соединенные коммутатор, второй блок сравнения, счетчик экстремальных точек, третий блок сравнения и переключатель, выход которого соединен со входом блока программного задания температуры и через задатчик количества экстремальных точек с другим входом третьего блока сравнения, причем вход коммутатора связан с выходом блока контроля температуры, а второй выход блока программного задания температуры , соединен с другим входом второго блока сравнения. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 533920, кл. G 05 D 23/22, 1974. 2.Авторское свидетельство СССР № 334559, кл. G 05 D 23/19, 1970 (прототип).
