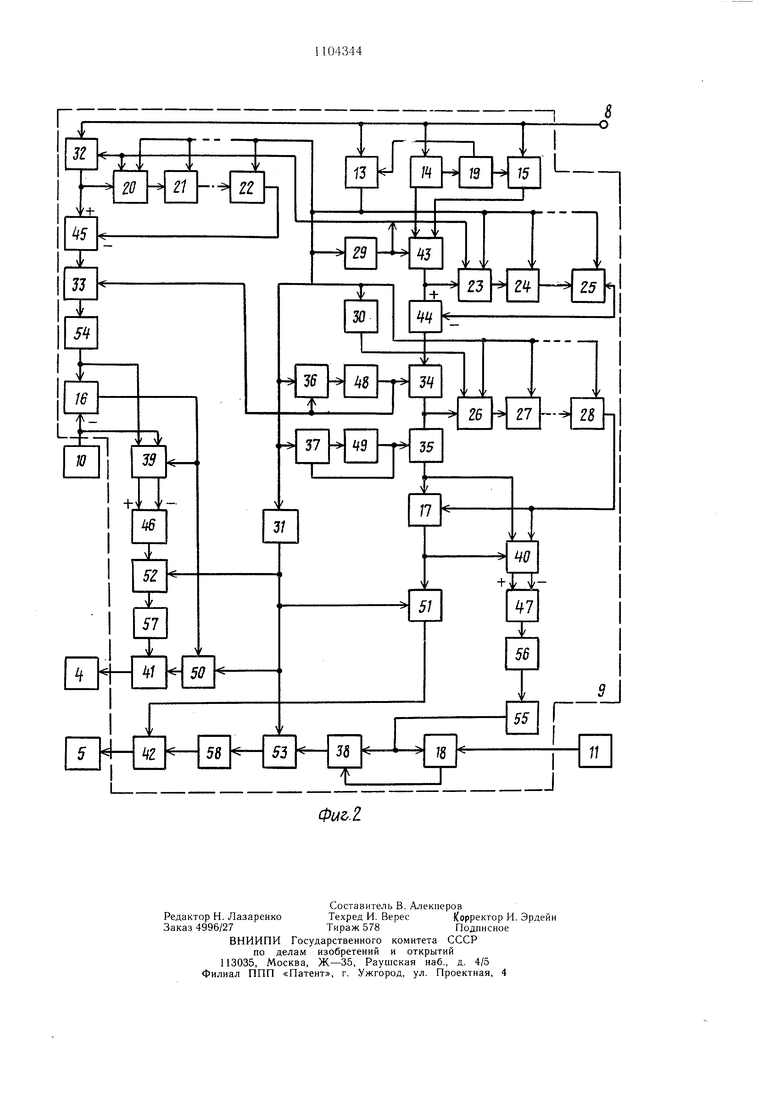
Изобретение относится к технике автоматизации процесса обжига абразивного инструмента и может быть использовано в абразивной отрасли нромышленности нри ироизводстве абразивного инструмента на поточно-механизированных линиях. Известно устройство для автоматического управления процессом обжига абразивного инструмента на керамической связке в муфельной шестиканальной печи с газовым обогревом, содержащее в каждом канале печи датчик температуры в зоне обжига и бесконтактные датчики перемещения плит с садкой через канал, регуляторы и регулирующие органы, установленпые на газопроводе и маслопроводе. Устройство стабилизирует температуру в зоне обжига изменением подачи газа на смеситель и при этом осуществляет щаговое перемещение плит с садкой вдоль канала 1. Основным недостатком устройства является периодичность перемещения плит вдоль канала печи. Наиболее близкой по технической сущности к предлагаемой является система автоматического управления процессом обжига абразивного инструмента на керамической связке в щелевой печи, имеющая датчик температуры в зоне обжига и датчик скорости перемещения обжигаемого инструмента вдоль щели, подключаемые на первые входы соответственно регуляторов нагрева печи и транспортировки инструмента через щель. Система стабилизирует температуру в конце зоны обжига путем изменения подачи газа на смеситель и скорость перемещения плит с садкой путем изменения подачи масла в переднюю камеру гидротолкателя канала печи 2. Недостатком известной системы является невозможность изменения параметров режима термообработки в зависимости от вида обжигаемого инструмента, в то время как для каждого вида инструмента требуется свой режим обжига. При этом длительность выдержки изделий при конечной .температуре носит случайный харак1 1 J тер и на практике значительно превышает минимально необходимое время, что ведет к снижению производительности печи. При отклонении от оптимальной температуры обжига или времени выдержки при конечной температуре ухудшается качество инструмента. Так при завышении температуры обжига или -увеличении выдержки при коночной температуре связка превращается в более жидкое состояние, чем это необ.ходимо, что приводит к снижению прочиости инструмента и увеличению его твердости. При заниженной температуре обжига или малой выдержке при конечной температуре связка не успевает провариваться и изделия получаются с заниженной, неравномерной твердостью, хотя при этом значительно может, быть увеличена производительность печи. Цель изобретения - повышение качества управления. Цель достигается тем, что система автоматического управления процессом обжига абразивного инструмента на керамической связке в щелевой печи, имеющая датчик температуры в зоне обжига и датчик скорости перемещения обжигаемого инструмента вдоль щели, подключенные на первые входы соответственно регуляторов нагрева печи и транспортировки инструмента через щель, снабжена установленным на выходе из печи измерителем частоты собственных колебаний инструмента, задатчиком среднего значения частоты колебаний инструмента, задатчиком скорости изменения процента попадания частоты колебаний инструмента в заданный интервал частот и вычислительным блоком для вычисления среднего значения частоты колебаний и скорости изменения процента попадания частоты колебаний инструмента в заданный интервал частот, причем выход измерения частоты собственных колебаний инструмента и выходы двух задатчиков подключены соответственно к трем входам вычислительного блока, первый выход которого для вычисления среднего значения частоты колебаний инструмента соединен с вторым входом регулятора нагрева печи, а второй выход вычислительного блока для вычисления скорости изменения процента попадания, частоты колебаний инструмента в заданный интервал частот соединен с вторым входом регулятора транспортировки инструмента через щель. На фиг. 1 приведена блок-схема системы; на фиг. 2 - блок-схема вычислительного блока. Система (фиг. 1) содержит датчик 1 температуры конца зоны обжига щелевой печи 2 и датчик 3 скорости перемещения обжигаемого инструмента вдоль щели печи 2. Датчики 1 и 3 через соответствующие регуляторы 4 и 5 нагрева печи и транспортировки инструмента через печь соединены с регулирующими органами 6 и 7, установленными на газо- и маслопроводе. На выходе транспортных плит с садкой из щели печи 2 расположен измеритель 8 частоты собственных колебаний термообработанного инструмента, соединенный с вычислительным блоком 9. Вычислительный блок 9 связан с входами регуляторов 4 и 5, которые воздействуют на регулирующие органы 6 и 7. Задатчики 10 и 11 среднего значения частоты колебаний инструмента и скорости изменения процента попадания частоты колебаний в заданный интервал частот соединены с вторым и третьим входами блока 9. Программный манипулятор 12 установлен между печью 2 и измерителем 8. Структурная схема вычислительного блока 9 (фиг. 2) содержит элементы 13- 18 сравнения, блок 19 регистраторов заданий, регистры 20-22, регистры 23-28, элементы 29-31 задержки, ключи 32-38, коммутаторы 39 и 40, переключатели 41 и 42, элементы И 43, реверсивный счетчик 44, сумматор 45, вычитатели 46 и 47, счетчики 48 и 49, триггеры 50 и 51, регистры 52 и 53, делители 54 и 55, умножитель 56, цифро-аналоговые преобразователи 57 и 58. Система работает следующим образом. В процессе обжига датчики 1 и 3 передают информацию о температуре в конце обжига щели и скорости перемещения инструмента через щель соответственно на регуляторы 4 и 5, которые воздействуют при отклонении температуры и скорости от заданных значений на регулирующие органы 6 и 7 нагрева печи 2 и транспортировки инструмента через щель. Одновременно при выходе транспортной плиты с садкой из печи программный манипулятор 12 помещают в измеритель 8 частоты собственных колебаний инструмента очищенный от пересыпки абразивный инструмент. Информация о значении частоты передается в вычислительный блок 9, где происходит обработка информации. Текущее среднее значение частоты для п подвергнутых измерению изделий вычисляется методом скользящего усреднения. Для них же вычисляется скорость изменения процента попадания инструмента в заданный рецептом интервал частоты. ЗаДания этих величин в вычислительный блок 9 вводятся с помощью ручных задатчиков 10 и 11. В процессе измерения при положительном отклонении среднего измеренного значения частоты от задания на регулятор 4 подается сигнал коррекции задания температуры в конце зоны обжига в сторону снижения и наоборот. При коррекции значения задания скорости перемещения инструмента вдоль печи учитывается величина и знак скорости изменения процента попадания инструмента в заданный рецептом интервал частот. Скорость изменения процента попадания ограничена по модулю снизу значением, задаваемым вручную с помощью задатчика 11. При положительной скорости изменения процента попадания, по модулю превышающей задание, на регулятор 5 подается сигнал коррекции задания скорости перемещения инструмента в сторону ее увеличения, а при отрицательной скорости - наоборот. При скорости изменения процента попадания по модулю меньше задания с учетом большой инерционности объекта управления, корректировка задания скорости перемещения инструмента вдоль щели не производится. В результате управления процессом обжига получается инструмент с заданной средней величиной частоты собственных колебаний и заданным разбросом по частоте. в использованный в системе измеритель 8 заложен метод неразрушаемого акустического контроля качества абразивного инструмента, основанный на том, что частота собственных колебаний инструмента определяется физическими свойствами материала инструмента, его формой и размерами. Для каждого вида абразивного инструмента установлена связь частоты собственных колебаний с рецептурными и технологическими характеристиками (с твердостью и прочностью), а также с эксплуатационными характеристиками (со стойкостью инструмента или коэффициентом щлифования)., Вычислительный блок 9 работает следующим образом. Перед началом работы устройства в блок 19 регистров заданий записываются значения нижнего предела измеряемых частот, . нижней и верхней границ интервала частот, заданных рецептом приготовления инструмента данного вида, а содержимое сумматора 45, реверсивного счетчика 44, регистров 20-28 и 52, 53, счетчиков 48 и 49 устанавливается равным нулю. При работе устройства на выходе измерителя 8 частоты собственных колебаний инструмента периодически через 10-30 с на 3-5 с формируется сигнал измерения в двоичном коде, пропорциональный собствен ° частоте изделий. Сигнал поступает на первые входы элементов 13-15 сравнения и информационный вход ключа 32. На вторых входах элементов 13-15 сравнения присутствуют сигналы с выходов блока 19 регистров заданий. Если измеренный сигнал больше содержимого регистра «нижний предел измеряемых частот блока 19 регистров задания, то на выходе элемента 13 сравнения формируется единичный импульс, который через открытые ключи 37 и 38 подается на счетные входы счетчиков 48 и 49, сдвиговые входы регистров 20-28 и входы элементов 29-31 задержки. Содержимое счетчиков 48 и 49 увеличивается на единицу, происходит сдвиг регистров. Выходы крайних справа регистров 22, 25 и 28 поступают на вычитающие входы соответственно сум.1атора 45 и реверсивного счетчика 44, входы элементов 17 сравнения и коммутатора 40. Если собственная частота инструмента лежит в заданном рецептом интервале частот, то на выходах элементов 14 и 15 появляются единичные сигналы, поступающие на первый и второй входы элемента И 43, в противном случае только на одном из входов элемента И 43 формируется единичный сигнал. Единичный импульс об очередном из- ю .мерении с некоторой задержкой (Г) на элементе 29 задержки поступает на управляющий вход ключа 32, на вход «запись регистра 20, на третий вход элемента И 43 и вход «запись регистра 23. Сигнал измерения через открытый ключ 32 поступает на суммирующий вход сумматора 45, записывается в нулевой регистр 20. Если сигнал измерения лежит в заданном интервале частот, то на всех трех входах элемента И 43 присутствуют единичные сигналы, а на его выходе формируется единичный импульс, который увеличивает на единицу содержимое реверсивного счетчика 44. В нулевой регистр 23 записывеется выходной сигнал элемента И 43 (нуль или единица). 2 Единичный импульс об очередном измерении с некоторой задержкой () на элементе 30 задержки поступает на вход «Запись регистра 26, в нулевой регистр 26 записывается выходной сигнал ключа 34. Единичный импульс об очередном изме- 3 рении с некоторой задержкой () на элементе 31 задержки поступает на входы «Запись регистров 52 и 53 и триггеров 50 и 51, в регистр 52 записывается выходной сигнал вычитателя 46, в регистр 53 - выходной сигнал ключа 38, в триггер 50 - выходной сигнал элемента 16 сравнения, в триггер 51 - выходной сигнал элемента 17 сравнения. При поступлении последующих сигналов с измерителя 8 частоты в реверсив- 4 ном счетчике 44 производится подсчет изделий, собственная частота которых попадает в заданный интервал частот, а в сумматоре 45 суммируются сигналы измерения. На вычитающие входы реверсивного счетчика 44 и сумматора 45 поступа- 4 ют нули с регистров 22 и 25. Регистры 20- 22 и 23-25 последовательно заполняются поступающей информацией. Ключи 33 и 34 закрыты и выходные сигналы с сумматора 45 и реверсивного счетчика 44 не передаются для дальнейшей обработки. При приходе на счетный вход счетчика 48 сигнала об изменении конечного изделия на выходе счетчика 48 формируется сигнал, который открывает ключи 33 и 34 и закрывает ключ 36. При этом в регистpax 22 и 25 записаны нули. Через открытый ключ 33 выходной сигнал сумматора 45 поступает на вход делителя 54 и на его выходе формируется текущее среднее арифметическое значение измерений. Выходной сигна.п делителя 54 поступает на первый вход элемента 16 сравнения и вход коммутатора 39. На вторых входах элемента 16 сравнения и коммутатора 39 присутствует выходной сигнал задатчика 10 среднего значения. Если задание больше текущего значения, то на выходе элемента 16 сравнения формируется единичный управляющий сигнал коммутатора 39 и единичный входной сигнал триггера 50. В вычитателе 46 в зависимости от управляющего сигнала коммутатора 39 происходит вычитание заданного значения из текущего или наоборот. Выходной сиг46 поступает на вход ал вычитателя регистра 52. Одновременно через открытый ключ 34 выходной сигнал реверсивного счетчика 44 поступает на вход ключа 35 и вход нулевого регистра 26. Единичный импульс, задержанный элементом 30 задержки, записывает это значение в нулевой регистр 26, Закрытый ключ 35 не пропускает сигнал для дальнейшей обработки, При поступлении (п + 1)-го сигнала измерения, где п - количество изделий. в сумматоре 45 сигнала происходит вычитание значения 1-го сигнала измерения,, сдвинутого в регистр 22, а затем суммирование (п + 1)-го сигнала измерения, Одновременно в реверсивном счетчике 44 происходит вычитание 1-го выходного сигнала элемента И 43, сдвинутого в регистр 22, а затем суммирование (п 4- 1)-го выходного сигнала элемента И 43. При поступлении последующих сигналов с измерителя 8 частоты регистры 23-25 последовательно заполняются информацией. При приходе на счетный вход счетчика 49 сигнала об измерении следующего изделия на выходе счетчика 49 формируется сигнал, который открывает ключ 35 и закрывает ключ 37. В регистре 28 оказывается записанным первый выходной сигнал ключа 34, который присутствует на вторых входах элемента 17 сравнения и коммутатора 39. Через открытые ключи 34 и 35, выходной сигнал реверсивного счетчика 44 поступает на первые входы элемента 17 сравнения и коммутатора 40. Если содержимое регистра 28 больше содержимого реверсивного счетчика 44, то на выходе элемента 17 сравнения формируется единичный управляющий сигнал коммутатора 40 и входной сигнал триггера 51. В вычитателе 47 в зависимости от вычитающего сигнала коммутатора 40 происходит вычитание выходного сигнала реверсивного счетчика 44 из выходного сигнала регистра 28 или наоборот. Полуценная разность умножается на 100 (сдвигается) в множителе 56 и делится в делителе 55. Выходной сигнал «Изменение (скорость) процента попадания инструмента в заданный рецептом интервал частот с делителя 55 поступает на входы ключа 38 и элемент 17 сравнения, на втором входе которого присутствует сигнал задатчика II. Если выходной сигнал делителя 55 больше задания, то на выходе элемента 18 сравнения вырабатывается единичный сигнал, который открывает ключ 38, и выходной сигнал делителя 55 поступает на вход регистра 53. Единичный импульс, задержанный элементом 31 задержки, поступает на входы «Запись регистров 52 и 53 и триггеров 50 и 51. Выходные сигналы регистров 52 и 53 преобразуются соответственно цифроаналоговыми преобразователями 57 и 58 в аналоговые сигналы и подаются на корректирующие входы регуляторов 4 и 5 через переключатели 41 и 42. В зависимости от выходных сигналов элементов 16 и 17 сравнения, заполненных на триггерах 50 и 51, соответствующие переключатели 41 могут реверсировать корректирующие аналоговые сигналы (изменить его полярность и т. п.). Система может быть использована на поточно-механизированных линиях по производству абразивного инструмента диаметром 60-150 мм. Годовая производительность таких линий 1000 т. Линии созданы на базе шестиканальных щелевых печей с зо газовым отоплением. Особенностью линии является сохранение относительной стабильности заданных свойств сырца, подаваемого на термообработку, за счет изготовления его на одних и тех же технологических агрегатах, а также за счет осуществления вход- 35 ного контроля и текущего усреднения соста25ва исходных материалов в расходных бункерах большой емкости. Однако в связи с тем, что процесс производства абразивного инструмента на линии как объект управления характеризуется значительным числом медленно изменяющихся возмущающих воздействий (изменением свойств исходного материала, износом пресс-форм формовочного агрегата, изменением параметров окружающей среды и т. п.) для получения инструмента с заданными физико-механическими свойствами (средней частотой собственных колебаний и процентом попадания в заданный рецептом интервал частот) в предлагаемом устройстве изменяются значения температуры в зоне обжига и скорости перемещения инструмента вдоль щели. При этом значительная длительность цикла термообработки не является препятствием при замыкании системы управления, так как на линии реализуется крупносерийное производство абразивного инструмента (один и тот же вид инструмента производился на линии в течение 10-12 дней), причем переход к новому виду осуществляется путем выбора для запуска партии со свойствами. минимально отличающимися от предыдущей. Применение изобретения позволит повысить качество инструмента, а также эффективность управления процессом обжига. Экономический эффект от использования системы для одной линии достигается за счет повыщения стойкости инструмента у потребителя на 10%. Дополнительный эффект получается за счет 100% контроля инструмента, что дает возможность исключить из потока бракованные изделия, частота собственных колебаний которых значительно отличается от заданной.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программногоупРАВлЕНия | 1978 |
|
SU813374A1 |
| Устройство для программного управления | 1983 |
|
SU1123022A2 |
| Устройство для программного регулирования температуры | 1981 |
|
SU978101A1 |
| УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО | 1992 |
|
RU2045239C1 |
| Устройство для управления станком | 1981 |
|
SU970322A1 |
| Преобразователь кода в скорость вращения вала | 1988 |
|
SU1599991A1 |
| Система программного управления электроприводом | 1987 |
|
SU1481708A1 |
| Устройство для программного управления | 1981 |
|
SU960740A2 |
| Устройство для управления трехфазным инвертором | 1984 |
|
SU1246295A1 |
| Устройство для виброрезонансных испытаний изделий | 1984 |
|
SU1249367A1 |
СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ В ЩЕЛЕВОЙ ПЕЧИ, имеющая датчик температуры в зоне обжига и датчик скорости перемещения обжигаемого инструмента вдоль щели, подключенные на первые входы соответственно регуляторов нагрева печи и транспортировки инструмента через щель, отличающаяся тем, что, с целью повышения качества управления, она снабжена установленным на выходе из печи измерителем частоты собственных колебаний инструмента, задатчиком среднего значения частоты колебаний инструмента, задатчиком скорости изменения процента попадания частоты колебаний инструмента в заданный интервал частот и вычислительным блоком для вычисления среднего значения частоты колебаний и скорости изменения процента попадания частоты колебаний инструмента в заданный интервал частот, причем выход измерителя частоты собственных колебаний инструмента и выходы двух задатчиков i подключены соответственно к трем входам вычислительного блока, первый выход W которого для вычисления среднего значения частоты колебаний инструмента соединен с вторым входом регулятора нагрева печи а второй выход вычислительного блока для вычисления скорости изменения процента попадания частоты колебаний инструмента в заданный интервал частот соединен с вторым входом регулятора транспортировки инструмента через щель. о 4 СО 4 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь шестиканальная газовая | |||
| Руководство по эксплуатации | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| Институт Волжск-ВНИИАШ, 1975, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Рабочий проект промышленного макета системы автоматического управления процессом термообработки абразивного инструмента, Институт НИИавтоматики, Кировокан, К 2 574.010, 1979, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
