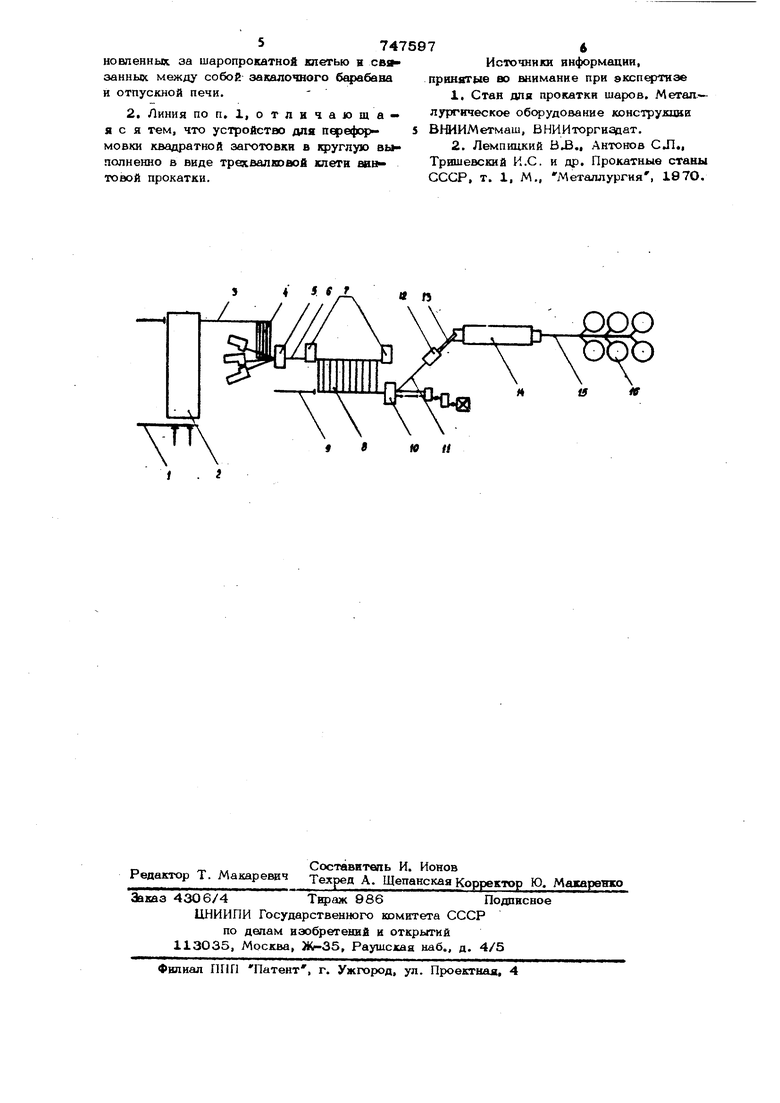
Изобретение относичея к прокатному пр изводству, в частности, к производству ша ров и их обработке на поточных линиях. Известны станы, прокатывающие заг товки шаров диаметром от 25 до 45 мм для подшипников качения н шары диаметро от 4О до 125 мм для мельниц. Каждая поточная линия стана состоит из установки для нагрева заготовок прокао кой, шаропрокатного стана и устройства для приема и охдаждекия шаров i} . Эти станы высокотфоизводительны н над@кны в эксплуатации, что позволяет значительно сократить емя на замену инструмента и ремонт оборудования, все операции от загрузки заготовок в печь д поступления готовых шаров в бункеры пол ностью механизированы. Однако, основным недостатком таких станов является то, что они могут прокатывать шары только из круглой загото ки, получо1ной самостоятельным передело .на сортовом стане. Наиболее близкими к заявляемой являются поточные линии, содержащие установленные в порядке осуществления технологического процесса нагревательную печь, связанную транспортно-п ёдаюии1ми устройствами с шаропрокатной клетью, закалочный бункер И для отпуска шаров ЗОсновным недостатком этих поточных линий Tairate является то, что шары можно прокатывать только из круглой заготовки, полученной самостоятельным переделом на сортовом стане. Кроме того, весьма существенным недостатком этих поточных линий является и то, что закалку шаров в бункере проводят накалом, в результате чего механическая структура их получается неравном ной, а отпуск шаров проводят в 6yii- кере за счет внутреннего тепла (т.е. проводят самоотпуск). Прк самоотпуске шары характеризуются нфавномерным распределением твердости и малой износостойкостью. 37 Цель изобретения - повышение эффек тииюсти поточной линии и обеспечение непрерьпугости процесса изготовления шаров за счет исключения обособле)шого производства кр тльос заготовок и улучшения качества изготавляемых шаров. Поставленная цель достигается тем, что линия снабже 1а устройством для переформовки квадратной заготовки в круг- лую расположенной шаропрокатной клетью, а устройство для термообработки вьшолнено в виде установлешхых за шаро- ррокатной клетью и свя.занпых между собой закалочного барабана и отпускной , при этом устройство переформовки кйадратной заготовки в круглую выполнено в виде трехвалковой клети вш1товой прокаткиоУстановка в поточной линии трехвалковой клети винтовой прокатки между нагре.вательной печью и шарюпрокатной кл(5тью позволяет обеспечить подачу оаххзтовки в шаропрокатную клеть с одноразового наг рева ее и вести процесс изготоолопия шаров из квадратной заготовки бел перерыва процесса, при этом отпадает необходимост в задалживании сортового станка для иэготовления круглой заготовки самос7.ойтельным переделом. Закалка шаров в закалочном барабане при непрерывном его враш,ении и отпуск в отпускной печи при перекатывании шаров от окна загрузки к окну выдачи обеспечивают возможность получв1ия шаров с большей глубинной закаленного слоЯ| с по вышенной износостойкостью и экспл; «та ционной стойкостью На чертеже показана схема предлагав мой поточной линии, Поточная лювдя для иаготовленкя шаро состоит на транспоршого рольганга 1 „ нагревательной печи 2, рольгаю а 3, передаточного устройства 4, трехвалковой кйети 5, винтовой прокатки, рольганга 6, 1 наклонного задающао стеллажа 8, толкателя О, шаропрокатной клети Ю, н,акло ноге желоба 11,.закалочного барабана 12 наклонного транспортере 13, отпус1шой пе чи 14, наклонного жеяоба 15 и буккеоа Линия работает следующим образам. Квадратные заготовки по транспортному рольгангу 1 подаются в нагревательнуюпеч 2. Нагревательная печь с шагаюихимподом имеет систему подвижных и Henofp вижных подин, при помощи которых проис ходит продвижение заготовок в печи. После нагрева до чеобходимой те 1П ратуры заготовки поштучно с помощью вьпалк ателя выдаются из печи на ролывнг 3, затем с помощью лередатошого ycTpoibтва 4 направляются к трехвалковой клеи 5 БИНТОВОЙ прокатки. В трехвалковой лети 5 винтовой прокатки квадратная заотовка за один пропуск прокатывается в pyi необходимого диаметра. После прокат и в трехвалксвой клети 5 раскат оступает по рольгангу 6 к ножницам 7, де происходит обрезка переднехх и заднео концов. После порезки на ножницах 7 руглые заготовки по наклонному аадающ му стеллажу 8 толкателем 9 подаются в шаропрокатную клеть Ю. В шаропрокат- ной клети круглые заготовки прокатываются в шары. Прокатанные шары по наклонному желобу 11 поступают во вращающийся закалочный барабан 12, где подвергаются закалке. После закалки с помощью наклонвого транспсртера 13 шары подаются во вршцающуюся барабавкую отпускную печь 14, где подвергаются отпуску. После отпуска шары по наклон1юму желобу 15 поступают в бункер с водой дйя полного охлаждения, а затем подаются на склад готовой продукции. Поточная линия для изготовления сталь-ных шаров из квадратной заготовки позволяет вести процесс непрерывно за счет установки трехвалксрвой клети винтовой прокатки, при этом отпадает необходимость в задалживании сортово х) стана для иаготов отдельно круглой заготовки. Закалка шаров во вращающемся зака лонном барабане и отпуск в отпускной печи при перекатывании шаров позволяеу значительно улучшить их качество. Шары полу чаются с большей глубиной закаленного слоя, с повышенной износостойкостью и эксплуатационной стойкостью. формула изобретения 1. Поточная линия для изготовления стальнызс, щаров, сод жащая установленные по ходу екнологического процесса нагр&ватепьную печь, шаропрокатную клеть, устройство для термооб$ аботки готовой продукции, связанные между собой транспорт но-п редающнми механизмами, отличающаяся тем, что,с целью расширения технологических возможностей и повьвиения качества изготовляемьк шаров, она снабжена устройством для переформовки квадрат. ной заготовки в 1фуглую, расположенным перед шаропрокатной клетью, а устройство для термообработки выполнено в виде уста- новпенньк за шаропрокатной клетью в связанных между собой закалочного барабава и отпускной печи. 2. Линия по п. 1, отличающаяся тем, что устройство для перефс эмовки квадратной заготовки в круглую выполненно в виде трехвалвовой клети ВВЕ товой прокатки. 747 7 Источники информацин, принят| 1е во внимание при эксп }тизе 1,Стан для прокатки шаров. Метал лургическое обс удовакие конструкхшн ВНИИМетмаш, ВНИИторгиадат. 2.Лемпицкий В., Антонов СЛ., Тришевский И.С. и др. Прокатные станы СССР, т. 1, М„ Металлургия, 197О.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ | 2015 |
|
RU2596737C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕЛЮЩИХ ШАРОВ (ВАРИАНТЫ) | 2020 |
|
RU2756671C1 |
| Способ изготовления металлоизделий шарообразной формы | 2021 |
|
RU2779559C1 |
| Способ производства мелющих шаров из стали | 2022 |
|
RU2785665C1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕЛЮЩИХ ШАРОВ ИЗ СТАЛИ | 2023 |
|
RU2804745C1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ КАТАНКИ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1996 |
|
RU2092257C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕЛЮЩИХ ШАРОВ ИЗ СТАЛИ (ВАРИАНТЫ) | 2022 |
|
RU2791495C1 |
| Способ производства мелющих шаров | 2020 |
|
RU2745922C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
4 S f 9 ВЮ П 15 19
