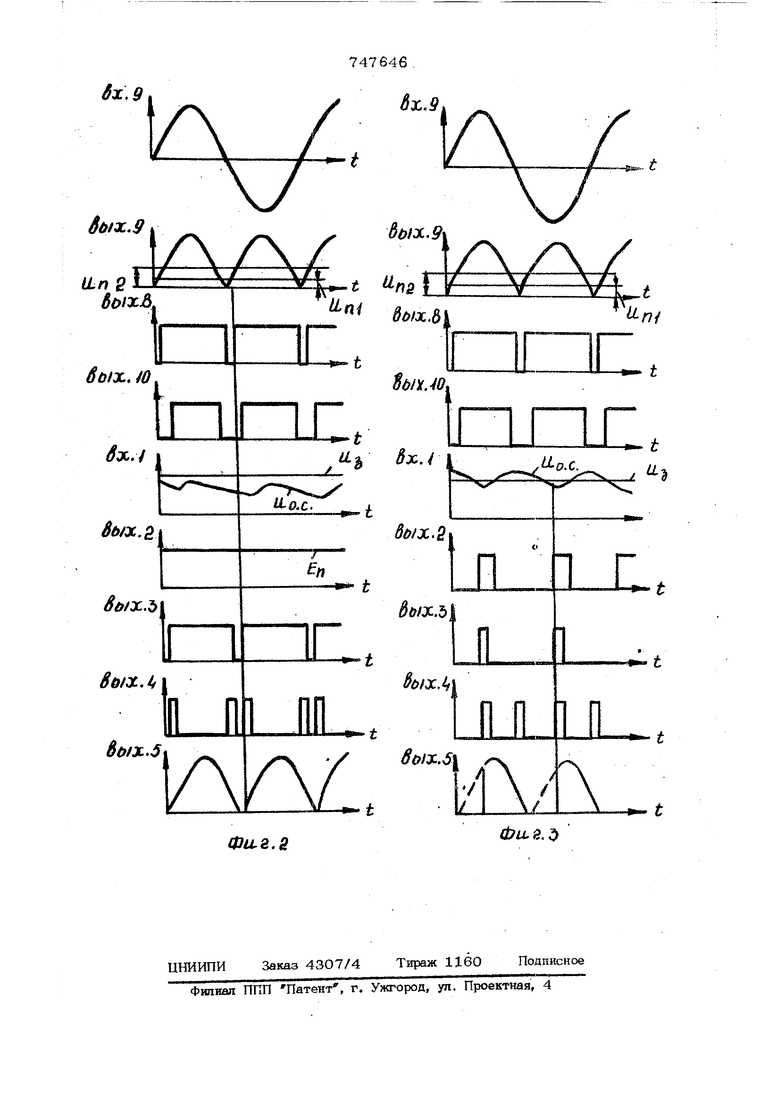
Изобретение относится к области сва- рочной техники, в частности к устройствам уттравлекия для электродуговой сварки тов. колш:товых конструкций, и может быть использовано в области Электротехники, и в частности в электроприводе. Известно устройство утфавлешш тиристорным преобразователем для электродуговой сварки, которое содержит тиристорный преобразователь, блок обратной связи, источник напряжения задания, схему управлешш тиристорами преобразователя, а таюже регулируемый оперш1ионный усшштель или усилитель с интегральным регулированиемНедостатком такого устройства являет ся невысокое качество дуговой сварки тон колистовых конструкций вследствие того, .что регулирование углов зажигания тиристоров преобразователя в этих устройствах осуществляется вв тю мгновенному з гачонию сварочного тока, а тго усредвениому (интегральному) значеншо тока, что снижает быстродействие регупированкк тока и может привести к неравномерному про.плавлекию тонколистового металла или его прожогу электрической дугой щж наличии скачкообразных изменений сварочного тока. Известно устройство управления тиристорным преобразователем, сюдержащее тирнсторньШ преобразователь, блок обратиной связи, формирователь импульсов, источник напрялсения задания, элемент сравнения, один из входов которого подключен к источнику капряишния задания, а другой вход - к выходу блока обратной связи, вход которой соединен с выходом тиристорного преофазователя. Кроме того, такие устройства содержат усилитель рассогласования, блок импульсно.азового управления тиристорами, узел фазового сдвига и распр«1еделитель импульсов 2. Недостатком таких устройств с имгцульояо-фазовы1.« утгравлением тиристорами преобразователя является также невысокое качество дуговой тонколистовых конструкций вследствие большой инерцнсз374iiocTH такого управлеш1я, что также может тфивести к проплавле1шю тоггколистового металла и его прожогу алектрпческой дугой. Известно устройство ут1равле$шя тиристорным преобразователем, содержащее тиристорный преобразователь, блок обратной связи, формярователь имттульсов, релейный элемент, источник напряжения задания и блок сравнения, выход которого соединен со входом релейного элемента, один из входов блока сравнения подключен к источ кику напряжения задания, а другой его вход - к выходу блока обратной связи, вхо блока обратной связи подключен к выходу тиристорного преобразователя, ут1равл5пощи входы которого тюдключены к выходам фор мирователя импульсов. Данное устройство обеспечивает релейно-фазовое управление углами зажигания тиристоров ттреобразователя, что позволяет использовать преимущества систем .с фазо вым управлением (плавность регулирования угла зажигания тиристоров) с сохранением преимуществ систем с релейным управлением (простота и высокие динамические свойства, например, быстродействи Такие устройства с релейно-фазовым упра лением тиристорами преобразователя примешпотся преимущественно для регулирования электроприводов постоянного тока с питанием от трехфазной сети з}, Однако при использовании такого устройства для ретулирова4п1я тиристорами преобразователя применительно к электродуговой сварке, качество сварки тсолучает с я НЕВЫСОКИМ из-за отсутствия возможйости регулирования и ограничения мини мального и максимального углов зажигания тиристоров преобразователя. Это тгриводит к несимметричной работе тиристоров преобразователя, а, следовательно, к скачкообразным измене1шям сварочного тока, разбрызгиванию и прожогам металла. Цель изобретения - возможность применения известного устройс-пза для сварки тонколистовых конструкций от сети переменного тока, при ре1улировании минимального и максимального углов зажига ния тиристоров преобразователя. Поставленная цель достигается за счет того, что устройство снабжено схемой со падения, выпрямителем напряжения сети и двумя пороговыми элементами, один из пороговых элементов своим выходом под™ ключей к одному из входов схемы совпадения, к другому ее входу подсоединен 64 ВЫХОД релейного элемента, а выходы схемы совпадения и другого порогового элемента подключены jco входу формирователя имп льсов, тфичем входы обоих пороговых элементов подключены к вь лрямите- лю напряжения сети. Наличие замкну1х й цепи, содержащей последовательно соедннепные релейный элемент, схему совпадения, формирователь импульсов, тнристоршай преобразователь, блок обратной связи, подключенньШ своим выхо дом к из входов блока сравнения, к другому входу которого подключен источник заданиянапряжеция, позволяет автоматически управлять углами зaжtIГШiия тиристоров преобразоватеж по мгновешюму значе{гаю сварочнохх тока. Причем, схема совпадения предназначе 1а дяя автоматического перехода с релейного режима управления тнристор{гым преобразователем (при возбуждении дуги и наростании сварочного тока до ус танов ивше1хх;я значения) на фазовый режим управления преобразователем (при установлении заданной величины тока в сварочной цепи). Наличие порогового элемента в совокупкости с выпрямителем папряжения сети, подключен1а 1М ко входу порогового элемента, со схемой совпадеш1я, один из входов которой соединен с выходом этого порогового элемента, а тех:ке с релейным элемен- том и формирователем импульсов позволяет пол чить в релейном режиме работы преобразователя на егс выходе максимальное выпрямлен-чое напряжение (напряжение холостого хода). Это облегчает условия за л :игания дуги и поддержание стабильной дуги в релейном режиме, а также создает условия для к.ачестЕонной сварки. Выпрямитель напряж;ения сети позволяет синхронизировать во времешг работу пороговых элементов и тиристорнотх) преобразователя, что важно для правильного регу;гарования и ограничения углов зажигания тиристоров. Другое пороговое устройство в совокупности с выпрямителем .tianps&KeHiin сети, подключенным ко входу Этого порогового элемента, со схемой совпадения и формирователем имщльсов, соединеш 1Х со входом порогового элемента, расширяет диапазон устойяивой- работы преобразователя путем ограничения максим,ального угла зажигания тиристоров преобразователя, что позволяет исклзочить несимметричную работу тиристоров и тем избежать скачкообразных изменений сварочного тока, приводя;щнх к неравномерному проплавлению металла, прожогам и к дополни-гельному разбрызгиванию металла, в резуга тате этого повышается качество сварки. На фиг. 1 npiiseaeiia фуюсцпональная схема устройства для управления тирнстор ным преобразователек -, Ia фнг. 2 н 3 временные диаграммы, характеризующие работу устройства в релейном н фазовом соответственно. Устройство для управления тнрясторцым преобразователем содержит блок 1 сравнения, релейный элемент 2, схему 3 совпадения, формирователь 4 имттульсов, тнрис- торный тфеобразователь 5, блок 6 обрат ной связи, источник 7 напряжения задания пороговый элeмe rт 8, выпрялштель 9 напряжения сети и другой пороговой элемент 10, Один из входов блока 1 сравнения под ключен к источнику 7 напряжения задания, другой вход элемента 1 сравнения через блок 6 обратной связи подключен к выходу тиристорного преобразователя 5, который одновременно является выходом устройства. Выход блока 1 сравнения через релейный элемент 2 подсоединен к одному из входов схемы 3 совпадения, другой вход которой соединен с выходом порогового элемента 8 Выходы схемы 3 совпадения и порогового элемента 10 подключены ко входу формирователя 4, выходы которого соединены с управя51ющими входами тиристорного преоб разователя 5. Выход выпрямителя 9 напря жения сети подключен ко входам пороговых элементов 8 и 10. Элемент 1 сравнения предназначен для сравнения мгновенного значения напряжения обратной связи HQQ пропорционального сварочному току нагрузки, и напряж:ения задания И, .с выхода источника 7 напряжения задания. Релейный элемент 2 служит для преобразования раз- кости напряжений острой связи Исс и напряжения задания Hj в последовательность импульсов с частотой и скважностью, определяемой величиной и формой сигнала обратной связи с выхода блока 6 обратной связи. Схема 3 совпадения предназначена для автоматического перехода с релейного режима управления тиристорным преобразователем на фазовый режим. Формирователь 4 импульсовслужит для формирования управ, ляющих импульсов на тиристоры преобразователя 5. Пороговые элементы 8 и Ю вырабатывают прямоугольные импульсы при сравнении выпрямленного двухполупериодного напряжения с выхода выпряг гателя 9 наттряжения сети с фиксированным пороговым напряжением каждого из пороговых апементов 10 и 8. Выпрямитель 9 натфяжения сети позволяет сингронизировать во времени работу пороговых элеме1ггов 8 и 10, а такл-се тиристорного преобразователя 5. Устройство работает следующим обра зом. к выходным клеммам устройства подсоединяют сварочные электроды и устройство подключают к напряжешпо сети. В зависимости от соотношения величины напряжения обратной связи выход блока 6 и напряжения задания Hj на выходе источпшса 7 устройство управления тирисTopittUvi преобразователем может работать в релейном реж1гме (при HQ И 3 ) или ). В пев фазовом режиме (. э реходном режиме, т.е. в процессе воз- буткдения дуги н нарастания сварочного тока до установившегося значения, уст- ройстоо работает в релейном режиме. При релейный элемент 2 выключен, т.е. на его выходе имеется постоянное напряжение, а при И QC И релейный элемент 2 включен, т.е. на его выходе нет напряжения (см. фиг. 2). При разомкнутой сварочной цепи, т.е. в режиме холостого хода, натфяжение об ратной связи выходе блока 6 равно нулю. При этом на блок 1 сравнения подается только напряжение задания И а от источника 7, релейный элемент 2 на ходится в состоянии выключено и постоянное напряжеюге с его выхода поступает на один из входов схемы 3 совпадения. Одновременно с выпрям1 теля 9 напряжения сети поступает двухполутгериодное вы.,. прямле1шое напряжение сети на входы пороговых Элементов 8 и 1О, фиксироват1ые значения пороговых напряжений iipi Ип2. На выходах пороговых алеме{гтов появляются прямоугольные импульсы, длительность которых определяется величинами пороговых напряжений. Длительность прямоутхмшных ИлМпульсов на выход порогового элемента 9 близка к полупериоду натфяжения сети и соответствует величине порогового напряжения I If. Импульсы с выхода тюрогово го элемента 8 поступают на другой вход схемы 3 совпадения, на первом входе которой имеется постоянное напряжение с ыхода релейного элемента 2, и прохоят через нее на вход формирователя 4 импульсов. Одновременно с этими импульсами на ход формирователя 4 импульсов постуают прямоугольные импульсы с выхода ругого порогового элемента 1О, длиельность которых 1иеньше длительности
импульсов, поступающих с выхода порогового Элемента 8,, В соответствии с импульсами, посту- . Дающими с выхода пороговых злеме:нтов 8 и 1О, формирователь 4 импульсов фор- 5 мирует Юу1Т1ульсы, подаваемые на управляющие электроды тиристоров преобразователя и ограничивающие минимальный и максимальный углы зажигания тиристоров. Причем, по переднему фро1ггу тфямоуголь Ю ных импульсов, тфишедших с выхода по;рогового элемента 8, формируются запуо: кающие импульсы, которые ограничивают минимальный угол зажигания тиристоров. При поступлении этих импульсов на управ 15 яяюшие электроды тиристоров преобразователя 5 на его выходе появляется практически полное выпрямленное напряжение, которое прикладывается к сварочным электродам.20
По заднему фронту прямоугольных импульсов, пришедших с выхода друг1эго порогового элемента 10, формируются запускающие импульсы, ограничивающие максимальный угол зажигания тиристоров в 25 пределах 160-170°для достиже1пи1 тойчивой работы преобразователя при измене НИИ нагрузки вплоть до короткого замыкания. При возбуждении дуги касанием электродом свариваемых конструкций в свароч- 30 ной цепи начинает протекать сварочный ток. На выходе блока, 6 обратной связи появляется напряжение обратной связи И пропощионаяьное мгновенному значению сва рочного тока. По мере увеличения свароч- 35 ноготока в переходном режиме увеличивается и напряжение обратной связи HOC , которое поступает с устройства 6 обрат ной связи на вход блока 1 сравнения, в котором это напряжение И сравнивается 40 с натфяжением задания И поступающим от источника 7 напряжения задания. Разность Между мгновенными значениями вать ряжения обратной связи и напряжением . Дания И подается на релейный элемент 2,45 и далее схема работает, как описано выше, до тех пор, пока сварочный ток не достигнет установившегося значения, т.е. в течение 2-3 периодов питающего напря жения.50
При И(з., Из , т.е. при достижении дат ряжением обратной связи И уровня натфяжения задЕШИя И устройство переходит в режим фазового регулирования тиристорным преобразователем 5. В уСтановившем-ч ся режиме релейный эиемент 2 периодически переключается с частотой Х1ульса. ций сварочного тока (для однгзфазной схемы тиристорного преобразователя
частоты пульсаций ЮОГа).
равенства напряжений обВ моменты и задания И - lia входе ратной связи
1. -V -. 1 ,1.Д J4.,. л, I 1
блока 1 сравнения вырабатывается сигнал, который поступает на вход релейного элемента 2. В результате на выходе релейного элемента 2 появляются прямоугольные импульсы, которые поступают на один из входов схемы 3 совПадения. На другой вход схемы
3совпадения поступают прямоугольные импульюы с выхода порогового элемента 8, в результате совпадения импуль сов, поступивщих на оба входа схемы 3 совпадения, на ее выход проходят импульсы с выхода релейного элемента 2. Эти имтгульсы поступают на вход формирователя 4 импульсов, который формирует запускающие импульсы, подаваемые на управлякядие электроды тиристоров преобразователя 5. При этом устанавливается угол зажигания тиристоров, соответствующий заданию по току. При плавном изменении напря;кения задания I с выхода источник 7 также плавно изменяется угол открьта- ния тиристоров, а следовательно, и сва- . рочный ток. Случайное изменение сварочного тока, например в сторону уменьшени вызовет уменьшение напряжения обратной связи H(j(j. При этом момент равенства ИдрИ И и появления импульсов на выходе релейного элемента 2 наступит раньще, что приведет к уменьшению утла отпирания тиристоров и увеличению на пряжения на выходе тиристорного преобразователя 5. Сварочный ток практ1гчески через 2-3 периода питающего напряжения вновь достигнет тока задания. В фазовом рехсиме такл(;е,как и в релейном режиме,
на тиристоры поступают запускающие им пульсы, сформированные формирователем
4импульсов по заднему фронту импульсов, пришедщих с выхода порогового элемента 10, причем эти запускающие импульсы ограничивают максимальный угол зажигания тиристоров в пределах
Ограничение максимального угла зажигания тиристоров позволяет обеспечить равномерную загрузку тиристоров, т.е. симметричную работу преобразователя и в результате этого избежать скачкообразных изменений сварочного тока, а следо- . вательно, дазбрызгивашя и прожогов м&талла.
Данное устройство позволяет достичь устойчивой работы преобразователя при изменении нагрузки от холостого хода (тфн до короткого замыкания {тфи ) в диапазоне углов регулирования от 16О-170 и обеспечивает высокую точность
регулирования тока в заданных пределах, ; что позволяет с. помощью ручной сварки производить качественные сварочные соединения конструкций из металла толщиной 0,7-2 мм без прожогов, а также позволяет снизить потери металла на разбрызгивание 0 тов и расход электроэнергии на один погонный метр шва сварных соединений. Формула изобретен ия Устройство для управления тирчсторным преобразователем, содержащее тиристорный преобразователь, блок обратной связи, формирователь импульсов, релейный элемент, источник напряжения задания и блок сравледая, выход которого соединен ;со входом релейного элемента, один из входов блока сравнения подключен к источнику напряжения задания, а другой его вход - к выходу блока обратной связи, вхо блока обратной связи подключен к выходу тиристорного преобразователя, управляющие эходы которого подключены к выхо.дам формирователя импульсов, о т л и Фи.г.1
мального и максимального углов зажигания тиристоров тфеобразователя, устройст. во снабжено схемой совпадения, выпрямителем напряжения сети и двумя пороговыми элементами, один из пороговых зяеменбыход
сеть
temb ч а ю щ е е с я тем, что, с целью возможности применения устройства для сварки тонколистовых конструкций от сети tieременного тока при регулировании минисвоим выходом подключен к одному из входов схемы совпадения, к другому ее входу подсоединен выход релейного элемента, а выходы схемы совпадения к другого порогового элемента прдключены ко входу формирователя импульсе®, причем входы обоих пороговых элементов подключены к выпрямителю напряжения сети; Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР К 554968, кл. В 23 К 9/ОО и/.1./о. 2.Авторское свидетельство СССР N9 488302, кл. Н 02 Р 13/16 О7.06.73. 3.Авторское свидетельство СССР N 197741, кл. Н О2 Р 13/26, 29,09.65. Sx.9 6б1Х.9 LLnsi dtftxA 6t)ix.. Ю И SMX.Q Stii,b 6/a.4 Btfiy.s
Фи,г,8
fibitg. jc./ ,o.c. JL Э ШХ..2 П 1 L dtffjc.b fX, on 0 .S /1Л/ 

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления электродуговой сваркой | 1983 |
|
SU1123802A1 |
| Устройство для управления тиристорным преобразователем | 1981 |
|
SU988487A2 |
| Устройство для управления тирис-ТОРНыМ пРЕОбРАзОВАТЕлЕМ | 1979 |
|
SU824395A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| Устройство для управления тиристорным преобразователем | 1985 |
|
SU1283912A1 |
| Устройство для управления тиристорным преобразователем | 1984 |
|
SU1288860A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| Устройство для аргонодуговой точечной сварки неплавящимся электродом | 1979 |
|
SU1000195A1 |
| Источник сварочного тока | 1985 |
|
SU1291321A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |