Изобретение относится к сварочному производству и может быть использовано при аргонодуговой точечной сварке неплавящимся электродом, преимущестг венно тонколистового металла.
При механизированной и автоматической точечной дуговой сварке неплавящимся электродом скорость сварки достигает 300 точек в 1 ч. При рихтовке поверхностей крупногабаритных тонколистовых конструкций применяют значительно более высокие скорости , сварки.
Известно устройств9 для аргонодуговой точечной сварки неплавящимся электродом с перемещением электрода обмоткой электромагнита | ij.
Однако это устройство требует скорости сварки, сложно по конструкции и громоздко, кроме того, в результате короткого замыкания электрода на изделие имеется опасность появления в сварной точке вольфрамовых включений и снижения ее качества.
Наиболее близким к предлагаемому является устройство для управления процессом точечной дуговой сварки, содержащее быстродействующий пре1рыватель сварочного схему управления прерывателем, состояюшую
из блока выдержки времени и блока формирования управлякпшх импульсов, схему совпадения, пороговое устройство по напряжению, пороговое устройство по току, при этом пороговые устройства по напряжению и по току включены в блок выдержки времени и подключены к схеме совпадения, запускающей выдержку времени ,
10
К недостаткам известного устройства относятся низкая стабильность процесса сварки, обусловленная значительной зависимостью величины сварочного тока от изменения вели15чины зазора между электродом и изделием при жесткой внешенй характеристике выпрямителя то, что система регулирования отрабатывает только время импульса и не стабилизирует
20 ток, а также отсутствие стабилизации сварочного тока при изменении напряжения сети.
Кроме того, предлагаемое устройство не обеспечивает высокое кгсчест25 во сварной точки/что обусловлено наличием углубления по центру сварочной точки из-за отсутствия возможности управления амплитудой и формой нарастания и спада сварочного тока
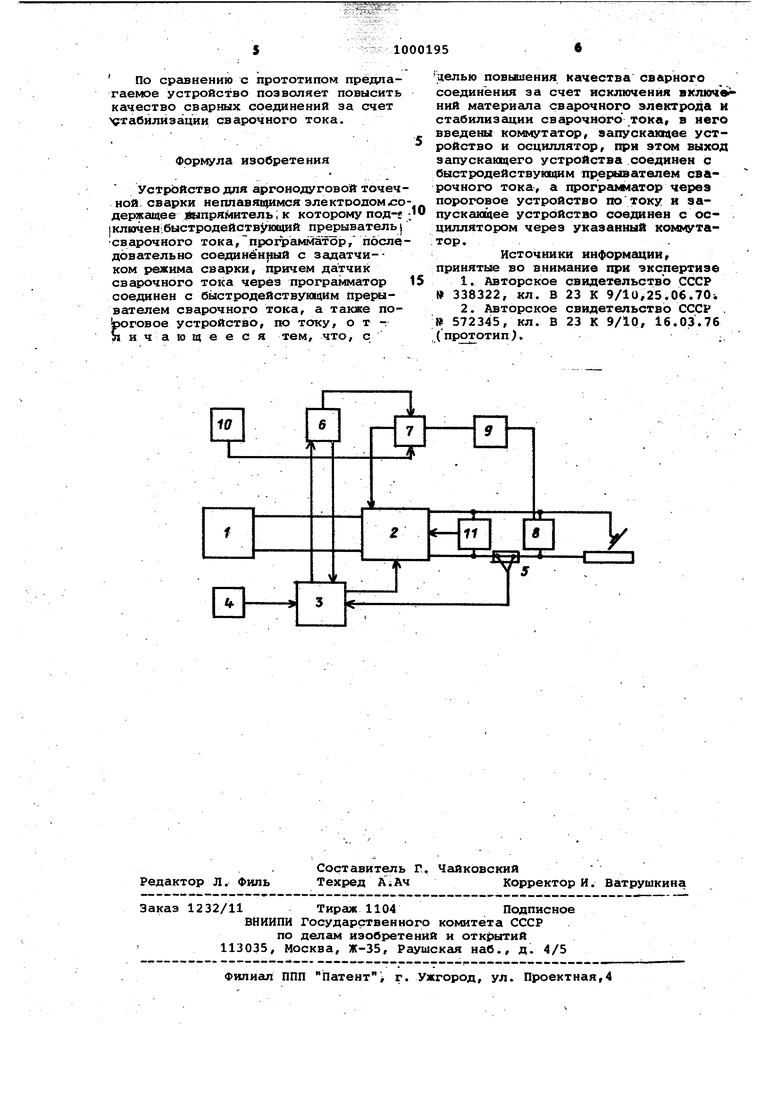
30 и наличием в сварной точке вольфрэмовых. включений включений материала э/1ектрода) при сварке неплавящим ся электродом., так как сварка начинается с короткого замыкания электр да на изделие. Цель изобретения - повьвяение качества сварного соединения за счет исключения включений материала сварочного электрода и стабилизации сварочного тока. поставленная цель достигается те |ч1О в устройство для аргонодуговой точечной сварки наплавляющимся электр дом, содержащее выпрямитель,к которому подключен быстродействующий пр рыватель сварочного тока, программа тор, последовательно соединенный с задатчиком режима сварки, причем да чик сварочного тока через программа тор соединен с быстродействующим пре рывателем сварочного тока, а также пороговое устройство по тОку, вве:дены коммутатор, запускающее устройство и осциллятор, при этом выхо/ запускающего устройства соединен с быстродействующим прерывателем свапрочного тока, а программатор через пороговое устройство по току и запускающее устройство соединен с осциллятором через коммутатор. На чертеже показана функционапьнг1я схема устройства. Сварочный многопосТовЬй выпрямитель 1 .соединен с быстродействую1чим тиристорным прерывателем 2 сварочно го тока; через программатор 3 эадат чик 4 режима сварки соединен с быст родействующим прерывателем 2 и чере программатор 3 с обратной связью по току - с шунтом 5j пороговое уст- ройство 6 потоку соединено с программатором 3 и запускающим устройст вом 7j осциллятор 8 подключен к дуговому промежутку параллельно, запускающее устройство 7 соединено с быстродействующим прерывателем 2 и через тиристорный выключатель 9 с осциллятором 8 выключатель 10 соединен с запускающим устройством 7, ограничитель 11 времени напряжения холостого хода соединен с быстродействующим прерывателем 2. Устройство работает следующим об разом. При замыкании выключателя 10 на горелке включается генератор Роэра на короткое время и вьщает импульсы для отпирания основного тиристора прерывателя 2 тока и на тиристорный выключатель 9 осциллятора, который включает осциллятор 8. При этом пре рыватель 2 тока выдает на электрод горелки напряжение, а осциллятор 8 пробивает дуговой промежуток. При возбузедении дуги усиленное напряже.ние с шунта 5 прерывает работу гене ратора Роэра. Начинается отсчет вре мени импульса тока fреализация программы). Программатор 3 регулирует сварочный ток по заданной программе, предварительно установленной задатчиком 4 режима сварки. В случае незажигания дуги генератор Роэра.отработав заданное время, прекрадает работу. Прерыватель 2 тока на выходе имеет напряркение в течение 0,5-1,0 с затем срабатывает ограничитель 11 времени наличия напряжения холостого хода и запирает прерыватель тока. По окончании импульса тока прерывател ;тока закрывается и снова готов для .сварки следующей точки. Задатчиком 4 устанавливают необ.ходимые параметры сварки: передний фронт импульса сварочного тока, ширину импульса и амплитуду сварочного тока f горения , форму и длительность спада тока импульса, обеспечивающего заварку углубления по центру сварнойточки. Прерыватель 2 тока в данном устройстве работает с обратной связью по мгновенному, значению сварочного тока, обеспечивая стабилизацию тока Iнезависимо от изменения величины (Установленного дугового промежутка и iколебания напряжения в сети. I. Программатор задает программу в |виде импульса напряжения, прерыватель JTOKa отрабатывает эту команду в виде (импульса сварочного тока, пропорционального напряжению импульса программатора. При быстродействии (скорости сварки, равном 3500-3600 точек в 1 ч, устройство обеспечивает постановку рихтовочных точек на материале толщиной 0,6-0,8 мм практически без прожогов при отклонении величины заданного наружного диаметра рихтовочной точки (4-6 мм) на более 0,2 мм. Высокую стабильность в работе устройство показывает также при сварке активных сплавов с сочетанием толщин от jО,6-0,6 до 0,6-6,0 мм при быстродействии, равном 1800-2000 точек в 1 ч. Все точки имеют правильную круглую форму, без углублений по центру. Зажигание дуги с помощью осциллятора при использовании электрода, диаметр которого соответствует сварочному току исключает попадание в-сварную точку вольфрамовых включений, обеспечивая ее высокие прочностные свойства. Так, при испытании сварочных точек на срез для указанных сочетаний толщин усилие разрыва находится в пределах 800-1000 кг для каждой точки. Устройство показывает высокую работоспособность и надежность. Так, при сварке 45000-50000 точек в день (устройство работает без срыва в те|Чение нескольких месяцев.
По сравнению с прототипом предлагаемое устройство позволяет повысить качество сварных соеда|нений за счет стабилизации сварочного тока.
Формула изобретения
Устройство для аргонодуговой точечной, сварки не плавящимся электроломлодержащее выпрямитель, к которому под-; |ключен;быстродейств по1ций прернватель j сварочного тока,про1т амматор/ последовательно соединённый с задатчи-ком режима сварки, причем датчик сварочного тока через программатор 15 соединен с б лстродействующим прерывателем сварочного тока, а также поЬоговое устройство, по току, о т пичающееся тем, что, с
целью повшиения качества сварного соединения за счет исключения вклич НИИ материала сварочного электрода и стабилизгщии сварочного тока, в него введены коммутатор, запускающее устройство и осциллятор, при Э1ОМ выход запускакщего устройства соединен с быстродействующим прердвателем сварочного тока, а щ ограмматор через пороговое устройство потоку и запускаищее устройство соединен с осциллятором через указанный комму та:ТОр.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 338322, кл. В 23 К .06.70i
2.Авторское свидетельство СССР . 572345, кл. В 23 К 9/10, 16.03.76
{прототип J...
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для точечной сварки по заданной программе | 1973 |
|
SU467796A1 |
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1992 |
|
RU2047436C1 |
| Способ дуговой точечной сварки | 1987 |
|
SU1440642A1 |
| Источник питания для электродуговой сварки | 1984 |
|
SU1255333A1 |
| Способ дуговой сварки в защитных газах | 1991 |
|
SU1776516A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Способ дуговой сварки алюминиевых сплавов | 1990 |
|
SU1745453A1 |
| Горелка для сварки в среде защитных газов | 1990 |
|
SU1745474A1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
10
и
11
-&
J
