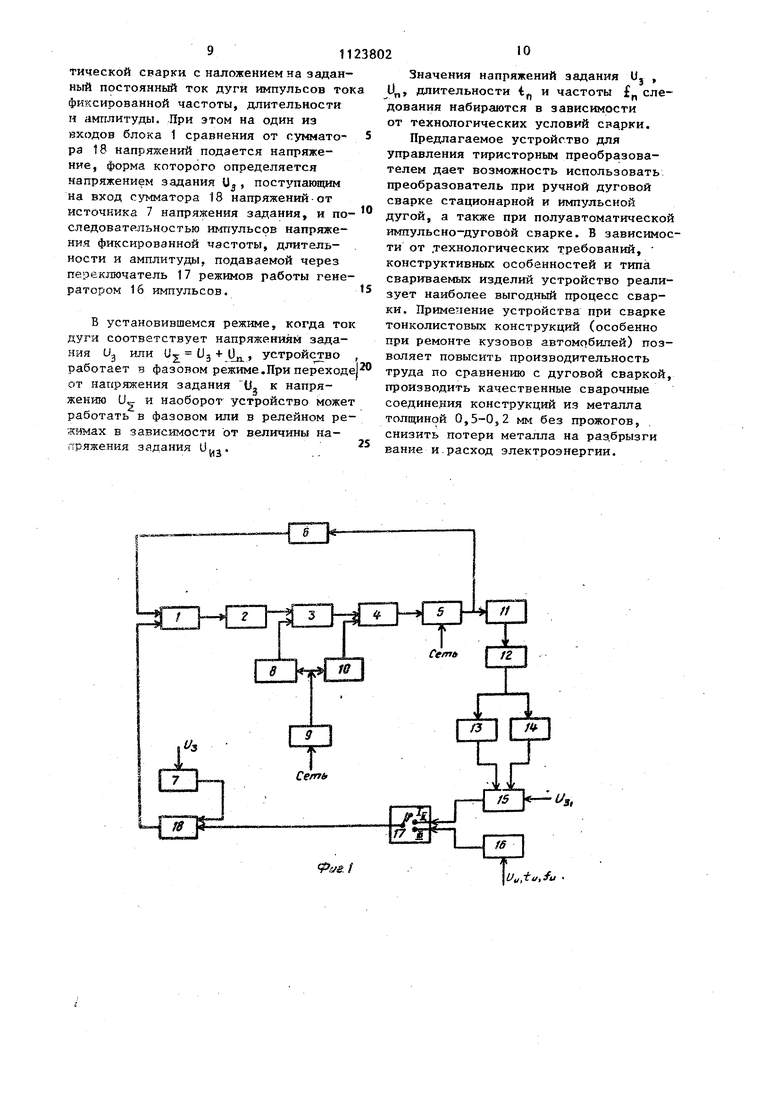
Изобретение относится к сварочной технике, в частности к устройствам управления электродуговой сваркой тонколистовых конструкций. Известно устройство для дуговой сварки с короткими замыканиями дугового промежутка, содержащее свароч ный вьшрямитель, индуктивность, сопротивление, конденсатор, коммутирую щий и вспомогательный тиристоры, схе му управления, датчик непрерывного контроля размеров перемычки жидкого металла, сварочную головку, дополнительную индуктивность, дополнительны тиристор и схему управления дополни тельным тиристором C13. Недостатком известного устройства является ограничение амплитуды тока короткого замыкания за счет включения балластного сопротивления, на котором неоправданно теряется мощность. Кроме того, схемное исполнени не позволяет использовать устройство для полуавтоматической сварки тонколистных конструкций, где необходимо осуществлять коммутацию тока в начал короткого замыкания. Устройство не может быть использовано для ручной электродуговой сварки. Известно устройство для управления тиристсрным преобразователем, со держащее блок обратной связи, формирователь импульсов, релейный элемент задатчики блок сравнения,выход которого соединен со входом релейного элемента, оДин из входов блока срав нения подключен к задатчику, а друго его вход - к выходу блока обратной связи, вход блока обратной связи подключен к выходу тиристорного преобразователя .управляющие входы которого подключены к выходам формирователя импульсов. Устройство снабжено схемой совпадения, вьтрямителем напряжения сети и двумя пороговыми элементами. Устройство за счет автоматического регулирования и ограничения минимального и максимального углов зажигания тиристоров преобразователя позволяет достичь устойчивой работы преобразователя при изменении нагрузки от холостого хода до короткого замыкания в диапазоне углов регулирования О - (160-170} и обеспечивает высокую точность регулироврния тока в заданных пределах С23. Однако устройство предназначено для ручной электродуговой сварки штучными электродами i не может быть использовано для импульсно-дуговой сварки как щтучным, так и плав;ящимся электродами в защитных газах. Цель изобретения - расщирение технологических возможностей Устройства. Поставленная цель достигается тем, что устройство для управления электродуговой сваркой, содержащее выпрямитель, выход которого Лзязан с входом двух пороговых элементов, задатчик и последовательно включенные блок сравнения, релейный элемент, схему совпадения, первый формирователь импульсов, тиристорный преобразователь, выход которого связан со сварочной горелкой и через блок обратной связи с первым входом блока сравнения, причем выход первого порогового элемента связан с вторым входом схемы совпадения, а выход второго порогового элемента связан с вторым входом формирователя импульсов, дополнительно снабжено сумматором, переключателем режимов работы, генератором импульсов, вторым формирователем импульсов, двумя блоками временной задержки и третьим пороговым элементом, выход которого подключен к входам блоков временной задержки, выходы которых соединены с входами второго формирователя импуль сов, один из входов переключателя режимов работы подключен к выходу второго формирователя импульсов, а другой его вход - к выходу генератора импульсов, при этом выходы переключателя режимов работы и источника напряжения задания подключены к входам сумматора напряжения, выход которого соединен с вторым входом блока сравнения . г. .. , ..- - -. На фиг.1 приведена функциональная схема устройства для управления тиристорным преобразователем; на фиг.2-4временные диаграммы, характеризующие работу устройства при различных режимах. Устройство для управления электродуговой сваркой содержит блок -1 сравнения, релейный элемент 2, схему 3 совпадения, первый формирователь 4 импульсов , тиристорный преобразователь 5, блок 6 обратной связи, задатчик 7, пороговый элемент 8, выпрямитель 9 напряжения сети, ПОРОГОВЫЙ элемент ТО, сварочную
орелку 11, пороговьй элемент 12, локи 13 и 14 временной задержки, тброй формирователь 15 импульсов, енератор 16 импульсов, переключатель
17режимов работы и сумматор 18 на- 5 пряжений. Один из входов блока 1 сравнения подк пючён к выходу блока 6, обратной связи,вход которого соединен с выходом тиристорного преобразователя 5, управляющие входы которого подключе- 10 ны к выходам формирователя 4 импульсов. Пороговый элемент 8 своим выходом подключен к одному из входов
схемы 3 совпадения, к другому входу которой подсоединен выхоЗч релейного fs элемента 2. Выходы схемы 3 совпадения и порогового элемента 10 подключены к входу формирователя 4 импульсов. Ко входам пороговых элементов 8 и 10 подсоединены выпрямитель 9 напряжения20 сети. Выход порогового элемента по напряжению на дуге подключен ко входам блоков 13 и 14 временной задержки, выходы которых соединены со входами формирователя 15 импульсов. Один25 из входов переключателя 17 режимов работы подсоединен к выходу формирователя 15 импульсов, другой его вход - к выходу генератора 16 импульсов. Выходы переключателя 17 режимов зо работы и источника 7 напряжения задания подключены ко входу сумматора
18напряжений, выход которого соединен со входом блока 1 сравнения. ;
Блок 1 сравнения предназначен для 35 сравнения мгновенного значения напряжения обратной связи , пропорционального сварочному току, и напряжения задания Uг-с выхода сумматора 1 8 напряжений;
Релейный элемент 2 служит для преобразования разности напряжений обраной связи UQJS и напряжения задания в последовательность импульсов с частотой и скважностью, определяй мой величиной и формой сигнала обратной связи с выхода блока 6 обратной связи.
Схема 3 совпадения предназначена для автоматического перехода с репейного режима управления тиристорным преобразователем 5 на фазозьй режим.
Первый формирователь 4 импульсов служит для формирования управляющих импульсов на тиристоры преобразователя 5.
Пороговые элементы 8 и 10 формируют прямоугольные импульсы при превьшении выпрямленного двухполупе-риодного напряжения, поступающего с выхода вьшрямителя 9 напряжения/ сети, фиксированного порогового напряжения каждого из пороговых элементов.8 и 10.
Выпрямитель 9 напряжения сети позволяет синхронизировать во времени работу пороговых элементов 8 и 10, а также тиристорного преобразователя 5.
Пороговый элемент 12 вьфабатывает прямоугольные импульсы при превышени напряжения на дуге 11 фиксированного порогового напряжений, определяя начало и конец коротких замыканий дугового промежутка.
коротких замыканий дугового промежутка.
Блок 13 временной задержки служит для задержки информации о начале коротких замыканий и запуска формировateля 15 импульсов.
Блок 14 временной задержки предназначен для задержки информации о конце коротких замыканий и запирания формирователя -15 импульсов.
Второй формирователь 15 импульсов служит для формирования прямоугольных импульсов напряжения задания Uj
Генератор 16 импульсов вырабатыва ет прямоугольные импульсы напряжения задания U, регулируемой длительност частоты и амплитуды.
Переключатель 17 режимов работы служит для перехода от одного вида сварки, реализуемого устройством, на другой в соответствии с требованиями технологии.
Сумматор 18 напряжения предназначен для суммирования напряжения задания и а С
выхода задатчика 7 с напряжением U 3 от второго формировател
15 импульсов или
с напряжением задагенератора 16 имния Uf, с выхода пульсов.
Устройство работает следую1цим образом.
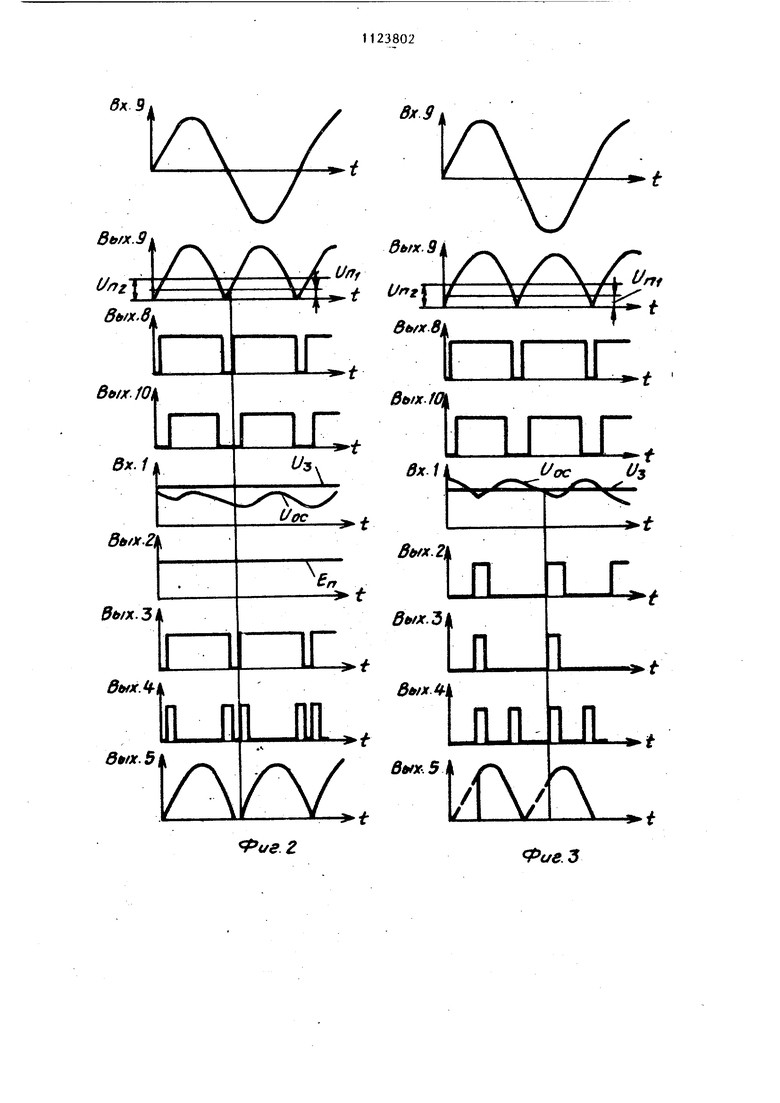
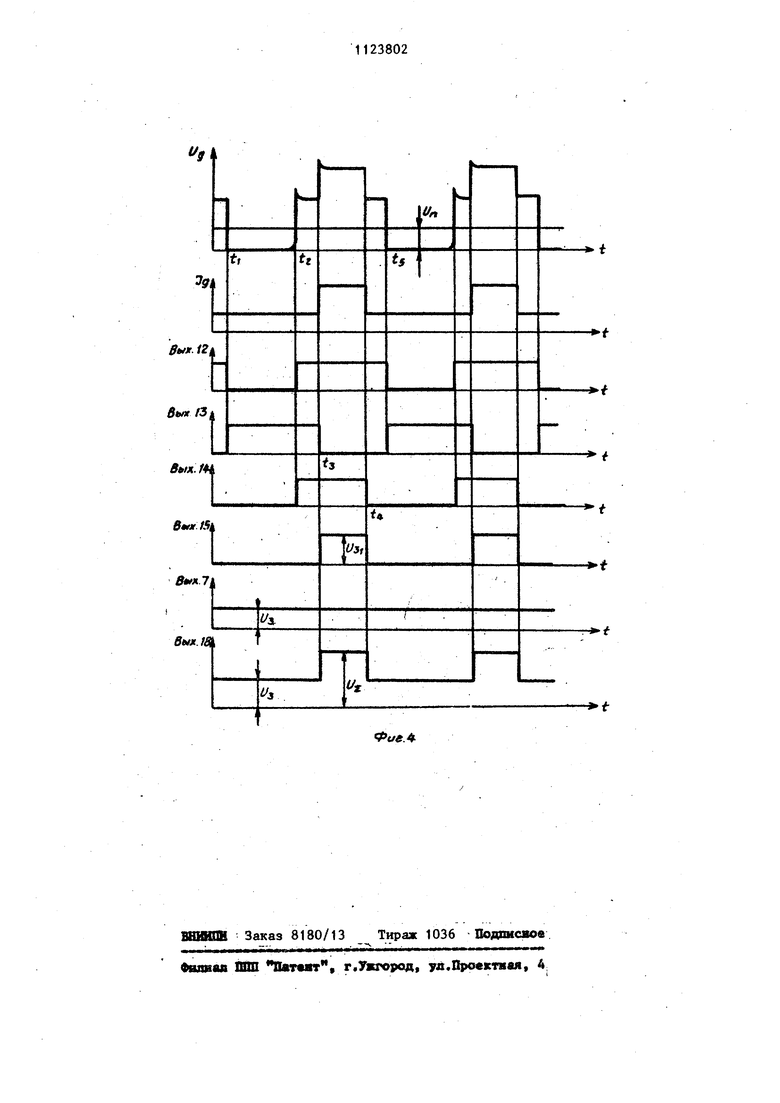
В положении переключателя 17 режимов работы устройство реализует процесс ручной электродуговой сварки стационарной дугой. При этом на сумматор 18 напряжения и блок 1 сравнения подается только постоянное по величине напряжение U от задатчика 7. В зависимости от соотношения I gj. ня выходе величины напряжения блока 6 обратной связи и напряжения задания. U на выходе сумматора 18 напряжений устройство управления тири торным преобразователем может работать в релейном ( ) или в фазо вом (Ug(. Uj) режимах. В процессе возбуждения дуги и при нарастаний сварочного тока до установившегося значения устройство работает в релей ном режиме. При . л релейный элемент 2 Выключен, т.е. на его выходе имеется постоянное напряжение, при релейный элемент 2 Включен, т.е. на его выходе нет напряжения (фиг.2). При разомкнутой сварочной цепи напряжение обратной связи 1) а выходе блока 6 обра1тной связи равно нулю, релейный элемент 2 находится в состоянии Выключено, а постоянно напряжение с его выхода поступает на один из входов схемы 3 совпадения. Одновременно с выпрямителя 9 напряЖ6ШИЯ сети поступает двухполупериодное выпрямленное напряжение сети на входы пороговых элементов 8 и 10, им ющих фиксированные значения пороговы напряжений U и U соответственно. На выходах пороговых элементов появляются прямоугольные импульсы, дли тельность которых определяется величинами пороговых напряжений. Длитель ность импульсов на .выходе порогового элемента 8 близка к полупериоду напряжения сети и соответствует величине порогового напряжения iJf, . Эти импульсы поступают на один из входов схемы 3 совпадения, на другой вход которой подается постоянное напряжение с выхода релейного элемента 2 , и проходят на вход формировате 4 импульсов. Одновременно на вход фо мирователя 4 импульсов подаются прямоугольные импульсы с выхода порогового элемента 10, длительность которых меньше длительности импульсов, посту пающих с выхода порогового элемента 8 В соответствии с импульсами, поступающими с выхода пороговых элемен тов 8 и 10, формирователь 4 импульсо подает на управляющие электроды тири торов преобразователя 5 импульсы,огра ничивающие минимальный и максимальный углы открывания тиристоров. При этом по переднему фронту импульсов, пришедших с выхода порогового элемента 8, формируются импульсы управления, ограничивающие минимальньп угол зажигания тиристоров. При поступлении этих импульсов на управляющие электроды тиристоров преобразователя 5 на его выходы появляется практически полное выпрямленное напряжение. По заднему фронту прямоугольных импульсов, пришедших с выхода порогового элемента 10,формируются запускающие импульсы, ограничивающие ма ссимальный угол открывания тиристоровв пределах 160-170 для достижения устойчивой работы преобразователя при изменении нагрузки вплоть до короткого замыкания. При возбуждении дуги касанием электродом свариваемых изделий в сварочной цепи начинает протекать сварочный ток. На выходе блока 6 обратной связи появляется напряжение U., пропорциональное мгновенному значению . сварочного тока. По мере увеличения сварочного тока в переходном режиме увеличивается и напряжение обратной связи UQ(- , которое в блоке 1 сравнивается с напряжением задания Uj, поступающим с выхода сумматора 18 напряжений. Разность между мгновенными значениями напряжения обратной связи и напряжения задания подается на релейный элемент 2, и далее схема работает как описано до тех пор, пока сварочный ток не достигнет установившегося значения, т.е. в течение i2-3 периодов питающего напряжения. При и„ 7/ (Jj устройство переходит в режим, фазового управления преобразователем 5 (фиг.З)-. Б установившемся режиме релейный элемент 2 периодически переключается с частотой пульсаций сварочного тока, В моменты равенства напряжений обратной связи U и (Jj на выходе релейного элемента 2 формирзпотся прямоугольные импульсы, которые поступают на один из входов схемы 3 совпадения. На другой вход схемы 3 совпадения поступают прямоугольные импульсы с выхода порогового элемента 8. В результате совпадения импульсов, поступивших на оба входа схемы 3 совпадения, на ее выход проходят импульсы с выхода релейного элемента 2. Эти импульсы поступают на вход формирователя 4 импульсов, который формирует запускающие импульсы, подаваемые на управляющие электроды тиристоров преобразователя 5. При этом устанавливается угол зажигания тиристоров, соответствующий заданию по току. Случайное изменение сварочного тока, например в сторону уменьшения, вызывает- уменьшение напряжения ной связи DO. Момент равенства U 113 и появление импульсов на выход релейного элемента 2 наступает раньше, чем приводит к уменьшению угла открьгоания тиристоров и увеличению напряжения на выходе тиристорного преобразователя 5. При этом сварочны ток практически за 2-3 периода питающего напряжения вновь достигает заданной величины, В фазовом режиме также, как и в релейном режиме, на тиристоры поступают запускгиощие импульсы, сформированные формирователе импульсов 4 по заднему фронту импульсов, пришедших с выхода порогового элемента 10, причем эти запускающие импульсы ограничивают максимальный угол зажигания тиристоров в пределах 160-170. В положении И переключателя 17 режимов работы устройство реализует процессы ручной дуговой и полуавтома тической сварки с наложением на зада ный постоянный ток дуги импульсов .тока фиксированной величины, начало и конец которых определяется, соответственно, началом и концом коротких замыканий дугового промежутк Процесс сварки с короткими замыканиями дугового промежутка характеризуется чередованием периодов горения дуги, в течение которых происходит плавление электрода, и коротких замыканий, во время которых осущестрпяется перенос расплавленного металла в шов. При этом напряжение на дуговом промежутке меняется, соответственно от напряжения дуги практически до нуля. Пороговый элемент 12 переключается в соответствии с изменением напряжения на ду (фиг.4).В начале короткого замыкания (мо мент t) по заднему фронту импульсов с выхода порогового элемента 12 запускается блок 13 временной задер ки, при этом на выходе формировател 15 импульсов напряжение равно нулю. На один из входов блока 1 сравнения подается постоянное напряжение задания Uj от сумматора 18 напряжеНИИ, определяемое источником 7 напр жения Задания. В соответствии с величи ной Uj в сварочной цепи протекает сваро ный ток. За период короткого замыкания капля расплавленного металла перетекает в шов под действием сил поверхностного натяжения и собственного веса. Происходит разрьге перемычки жидкого металла и возбуждение дуги (момент . При этом по переднему фронту импульса с порогового элемента 12 запускается блок 14 временной задержки. По окончании временной задержки, формируемой блоком 13, запускается формирователь 15 импульсов, от которого напряжение задания Uj через переключатель 17 режимов работы поступает на вход сумматора 18 напряжений, где складывается с постоянным напряжением задания Uj от источника 7 напряжения задания,.Суммарное напряжение 5 1)5+113 с сумматора 18 напряжений подаетсяVa один из входов блока 1 сравнения (момент tj). С этого момента в сварочной цепи протекает сварочный ток, соответствующий напряжению задания За время наложения импульса тока происходит интенсивное плавление электрода. По окончании временной задержки, формируемой блоком 14 (момент t), . напряжение на выходе формирователя 15 импульсов падает до нуля. При этом на один из входов блока 1 сравнения подается напряжение Uj от сумматора 18 напряжений. Ток в дуге падает до значения, соответствующего напряжению задания Uj . В момент времени tj дуговой промежуток закорачивается каплей расплавленного металла, и цикл работы устройства повторяется. В установившемся режиме, в моменты времени, когда ток дуги соответствует напряжениям задания (J- или Uv Uj + Uj , устройство работает в фазовом режиме. В переходные моменты времени ( tj и i) устройство может работать как в фазовом, так и в релейном режимах в зависимости от величины напряжения задания U . Релейнофазовое управление углами открытия тиристоров преобразователя описано. Значения напряжений задания Uj и и временных задержек, формируемых блоками-13 и 14, устанавливаются в зависимости от технологических условий сварки. В положении Ш переключателя 17 режимов работы устройство реализует процессы ручной дуговой и полуавтома911тической сварки с наложением на заданный постоянный ток дуги импульсов то фиксированной частоты, длительности н амплитуды. Лри этом на один из входов блока 1 сравнения от сумматора 18 напряжений подается напряжение, форма которого определяется напряжением задания 1) , пост ттающим на вход сумматора 18 напряжений - от источника 7 напряжения задания, и по следовательностью импульсов напряжения фиксированной частоты, длительности и амплитуды, подаваемой через переключатель 17 режимов работы гене ратором 16 импульсов. В установившемся режиме, когда то дуги соответствует напряжениям задаи из устройство ния и., или работает в фазовом режиме.При переход задания U, к напряот напряжения и и наоборот устройство може жению работать в фазовом или в релейном ре величины на;K -iMax в зависимости от пряжения задания U,,a. 2 Значения напряжений задания Uj , „ следлительности i и частоты дования набираются в зависимости от технологических условий сварки. Предлагаемое устройство для управления тиристорным преобразователем дает возможность использовать преобразователь при ручной дуговой сварке стационарной и импульсной дугой, а также при полуавтоматической импульсно-дуговой сварке. В зависимости от .технологических требований, конструктивных особенностей и типа свариваемых изделий устройство реализует наиболее выгодный процесс сварки. Применение устройства при сварке тонколистовых конструкций (особенно при ремонте кузовов автомобилей) позволяет повысить производительность труда по сравнению с дуговой сваркой. производить качественные сварочные соединения конструкций из металла толщиной 0,5-0,2 мм без прожогов, . снизить потери металла на раз.брызги вание и.расход электроэнергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления тиристорным преобразователем | 1985 |
|
SU1283912A1 |
| Устройство для управления тиристорным преобразователем | 1984 |
|
SU1288860A1 |
| Устройство для управления тиристорным преобразователем | 1978 |
|
SU747646A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| Устройство для управления тирис-ТОРНыМ пРЕОбРАзОВАТЕлЕМ | 1979 |
|
SU824395A1 |
| Устройство для управления тиристорным преобразователем | 1981 |
|
SU988487A2 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1073028A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
| Сварочный выпрямитель | 1990 |
|
SU1836199A3 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЭЛЕКТРОДУГОВОЙ СВАРКОЙ, содержащее выпрямитель, выход которого связан с входами двух пороговых элементов, задатчик и последовательно Ьключенные блок Сравнения, релейный элемент, схему совпадения,первый формирователь импульсов, тиристорный преобразователь, выход которого связан со сварочной горелкой и через блок обратной связи с первым входом блока сравнения, причем выход первого порогового элемента связан с вторым входом схемы совпадения, а выход второго порогового, элемента связан с вторым входом формирователя импульсов, о тлич ающее с я тем. что, с целью расширения технологических возможностей устройства, оно дополнительно снабжено сумматором, переключателем режимов работы, генератором импульсов, двумя блоками временной задержки, вторым формирователем импульсов и третьим пороговым элементом, выход которого подключен к входам блоков временной задержки, выходы которых соединены с входами второго формирователя импуль(/) сов , один из входов переключателя режимов работы подключен к выходу С второго формирователя импульсов, а другой его вход к выходу генератора § импульсов, при этом выходы переключателя режимов работы и источника напря жения задания подключены; -,входам сумматора напряжения, выход которого соединен с вторым ходом блока орав 09 00 нения.
вх 9
6t,(}f.fOk
гтг
t
иъ
1
Bьfж.г( 0bfx.3k с. вых. 5
t/e.Z
i
гтг
U
вх.
из
ос
ae 5 Bbfx.2 АлдгЗА LD дыжЛ LIU, lUL С. выж 5 л
ФиеЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU791487A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для управления тиристорным преобразователем | 1978 |
|
SU747646A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
