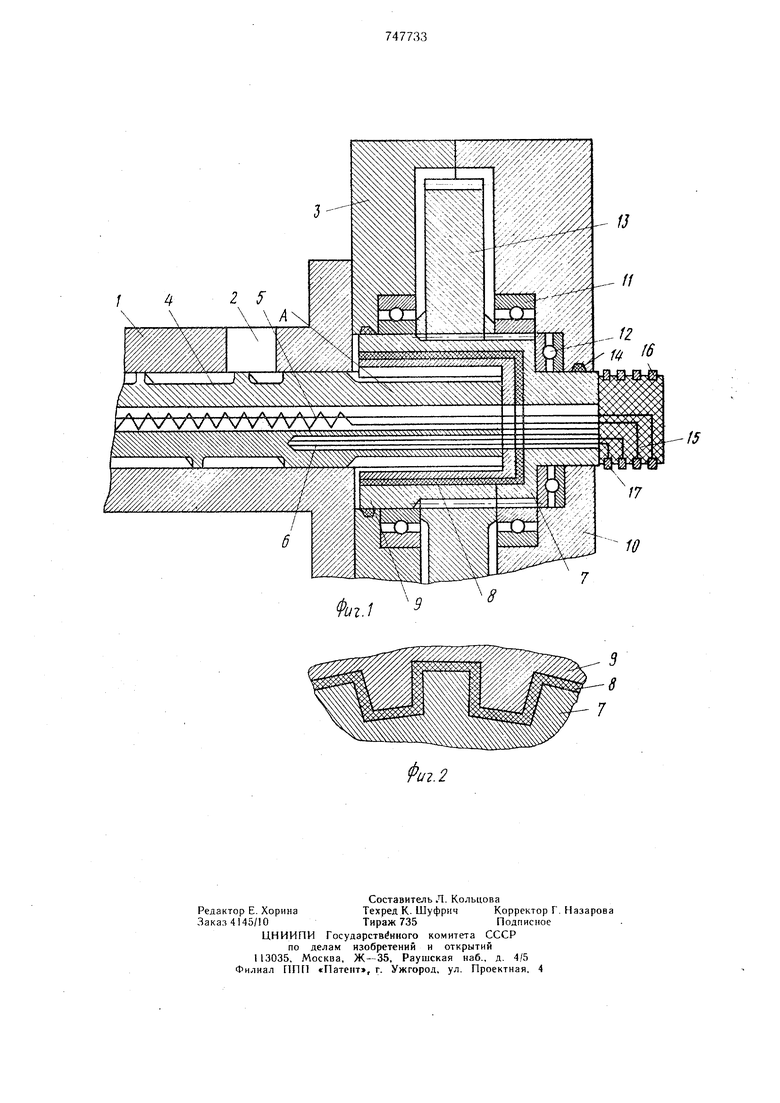
Изобретение относится к области переработки пластмасс и может быть использовано в червячных экструзионных машинах. Известна конструкция червячного экструдера, содержащего материальный цилиндр с нагревателями и червяк, который имеет шлицы, входящие в ответные пазы во втулке, соединенной с ведомой шестерней редуктора привода 1. Известная конструкция экструдера не позволяет нагревать червяк до температуры выше температуры плавления термопласта из-за большой теплоотдачи в зоне привода, что снижает качество изделий из термопластов, имеюших повышенную температуру плавления, например поликарбоната. Ближайшим к изобретению по технической сущности является червячный экструдер, содержащий материальный цилиндр с загрузочной зоной, червяк с шлицевым хвостовиком, взаимодействующим с приводным элементом, и нагреватель, размещенный в полости червяка 2). В последнем экструдере в полости червяка установлена охлаждающая труба, на поверхности трубы с помощью термоэлементов укреплены медные перемычки, параллельно которым на внутренней поверхности червяка установлены медные кольца. Нагрев червяка осуществляется электрическим током, проходящим от контактной щетки через червяк и охлаждающую трубу, к другой контактной щетке. Изменение мощности нагрева червяка по зонам достигается за счет изменения сопротивления отдельных участков червяка путем соединения медных пластин с медными кольцами, установленными на поверхности червяка. В загрузочной зоне червяк зашунтирован медным кольцом, благодаря чему выделение энергии минимально. Установка в полости червяка электронагревателя позволяет повысить качество изделий за счет обеспечения возможности нагрева червяка до необходимой температуры плавления. Недостаток последнего червячного экструдера состоит в том, что в загрузочной зоне червяк не может быть нагрет до температуры выше температуры плавления (в пределах 200°С и выше) из-за большой передачи тепла от хвостовика червяка к приводу, что снижает производительность экструдера. С одной стороны, вследствие большой теплоотдачи в сторону привода практически невозможно поддержание стабильной BbfcoKOH температуры на червлке в зоне загрузки, с другой сторош, приводной редуктор не может работать при повышении температуры выше 70°С. Только за счет сил трения в узле упорного подшипника температура под 1имается выше допустимой и прибегают к принудительному охлаждению масла в редукторе, а нагрев червяка в зоне загрузки выше 200°С связан с нагревом примерно до той же температуры хвостовика червяка, а следовательно, и всего узла привода; что недопустимо для современных подшипников и смазок. Цель изобретения - повышение производительности экструдера за счет интенсификации .процесса теплообмена в загрузочпой зоне. Достигается указанная ноль благодаря тому, что в червячном экструдере, со.дсржанлем материальный цилиндр с загрузочной зоной, червяк с П1лицевым .хвостовиком, взаимодействующим с приводным элементом, и нагреватель, размеще1г.чый в полости червяка, согласно изобретению Г ривод1юй элемент выполнен в виде дву.х коиг ентричпо расположерн ых втулок с тенлои.золнруюнгей прокладкой между ними. На фиг. 1 изображен червячный экструдер, продольный разр/ез; на фиг. 2 - соединение втулок и тепло113ол1 рую1цей прокладки приводного эле.мента, поперечный разрез. Червкчньгй . экструдер содержит материальный цилиндр с загрузочной зоной и загрузочным отверстием 2, который жестко соединен с корпусом 3 редуктора, червяк 4 с вынолнен ыми в нем продольной полостью, в которой смонтирован элект 1011агреватель 5, и каналом для термонары 6. .Илицевым хвостовиком А червяк 4 взаимодействует е соответствующими пазами на втулке 7 приводного элемента. Втулка 7 через теплоизол1 рующую прокладку 8 жестко соединена со втулкой 9 , расположенной концентрично втулке 7. Втулка 9 опирается на Kopityc 3 редуктора и Kopiiyc 10 через радиальные подщипники 1 1 и упорный иодщипник 12. Втулки 7 и 9 выполнены со ступенчатыми смежными новерхностями. На втулку 9 насажена на шлицах шестерня 13. В корпусе редуктора установле 1Ы уплотнения 14. К, втулке 9 жестко присоединен коллектор 15, а его контактные кольца 16 соединены с токопроводамп электронагревателя 5, а контактные кольца 17 - с токопроводами термопары 6. Работает червячный экструдер следующим образом. Подачей напряжения к контактным коль цам 16 нагревают червяк 4 до температурь плавления термопласта. Контроль за теМ пературой червяка осуществляется термонарой 6. Стенки материального цилиндра 1 нагревают до темнературы плавления термопласта. Включением пригюда передают крутящнй момент па шестерню 13, которая через шлицы передает крутящий момент lia втулку 9, а она через теплоизолирующую прокладку 8 врандает втулку 7 и червяк 4. В загрузочное отверстие 2 подают подогретые гранулы термопласт.а, которь е при незначительном сжатии нагретым червяком 4 деформируются с удалением воздуха, находящегося между гранулами. Для гтредотвращения залипания гранул в зоне загрузки предусматривается принудительная подача или синхронная с оборотами червяка дозировка. Нагревание червяка температуры Г1лавле1Н1я тер.мопласта способствует увеличе1жю производительности экструдера, так к.ак с новыи ение.м температуры выще темнературы плавления термопласта коэф(juiUHCiiT трения между червяком и термопластом уменьшается и перемен;ение термог ласта в.цоль цилиндра будет более эффективны.м. Использование jiannoro изобретения нозволяет повысить КПД, производительность червячного экструдера и улучшить качество экструдатп за счет воз.момаюсти нагрева червяка до температуры выше темнературы плавления термопласта при надежной теплои:юляции приводного э.темента и снижения теп;10отдачп и зоне привода. Изобретение также позволяет снизить пу. расплава па выходе из экструдера и улучшить гомогенизацию термопласта благодаря интснс.чфикации npoiiecca плавления. Формула изобретения ЧерБЯЧ1Пз1Й экструлер, содержащий материальный цп.щндр с загрузочной зоной, червяк с п.и.тицевым хвостовико.м, взаи.модействуюгцим с приводны. элементом, и наг)еватель, размещенный в полости червяка, отличающийся тем, что, с целью повышепия производительности экструдера за счет интенсификации процесса теплообмена в загрузочной зоне, приводной элемент выполнен в виде двух концентрично расположенных втулок с теплоизо.тируюнаей прокладкой между пими. Источники информации, принятые во внимание при экспертизе . Завгородний В. Оборудование предприятий по переработке пластмасс.Л,«Химия, 1972, с. 212-213. 2. Авторское свидетельство СССР ,№ 234656, кл. В 29 F 3/08, 1967 (прототип). J 4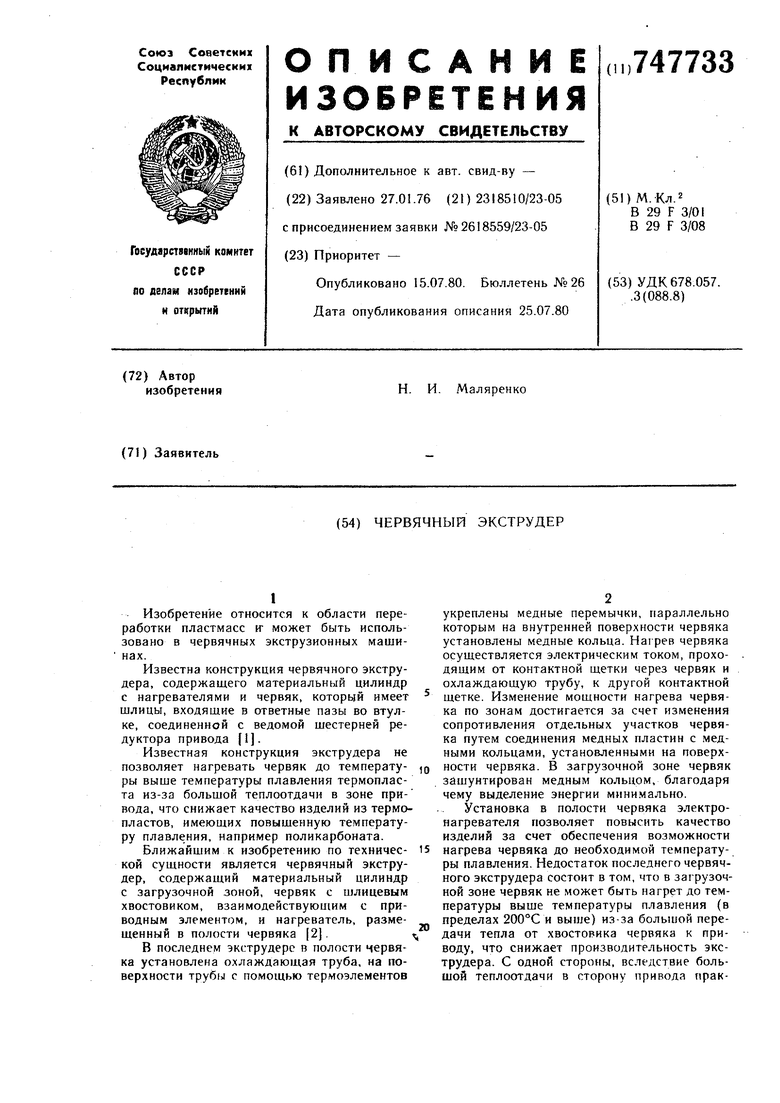
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса экструзии | 1978 |
|
SU836021A1 |
| Червячный экструдер для переработки термопластов | 1989 |
|
SU1745553A1 |
| Гранулятор отходов полимерных материалов | 1976 |
|
SU686886A1 |
| Червячный экструдер для переработки полимерных материалов | 1984 |
|
SU1183387A1 |
| Питатель к экструдеру | 1980 |
|
SU926875A1 |
| Тиски | 1990 |
|
SU1747249A1 |
| Движитель плавающего автомобиля | 1988 |
|
SU1782777A1 |
| Фильтр к экструдеру | 1974 |
|
SU520744A1 |
| ЗАДВИЖКА | 2005 |
|
RU2313024C2 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1997 |
|
RU2117576C1 |