i
Изобретение относнтся к области газопламенной обработки металлов и может быть использовано иа машиностроительных предприятиях для прямолинейной машинной резки слитков, поковок и других заготовок больших толщии.
Известен газокислородный резак с внутрисопловым смешением горючего газа с кисло-: родом, содержащий корпус, в котором расположены внутренний мундштук с центральным каналом для подачн режущего кислорода н наружный мундштук, в теле которого, концентрично каналу режущего кис лорода, выполнены выходные каналы для подогревающего кислорода н горючего газа (подогревающая смесь) (1.
Концентричное расположенне выходных каналов для подогревающей смеси относительно канала режущего кислорода, вполне удовлетворяет условию резки тонкого металла. Прн резке толстого металла, нногда к подогревающему пламени резака предъявляются особые требования такие, как наличие большой тепловой мощности у торца резака, обеспечивающей нагрев металла до температуры зажигания по ширнне реза; равенство длины пламенн разрезаемой толщине металла - применение концентричной подачи подогревающей смеси является экономически нецелесообразным.
Низкая эффективность известных резаков при резке металлов больших толщин
4 объясняется тем, что прн концентричном выполнении выходных каналов для подогревающего пламени половина тепловой мощности пламени расходуется иа бесполезный нагрев металла боковых сторон лобовой частн щели и только лишь по ширине
10 реза рационально используется подогревающее пламя, часть из которого идет на нагрев металла перед резкой, а вторая часть пламени, свободно проникающая с открытой стороны -разреза в полость реза - на защиту и обжатие режущей струн кислорода.
Кроме того, недостатком известного резака является сложность конструктивного выполнения, а также повыц1енная чувствительность к обратным ударам.
20 Известен газокислородный резак внешнего смешения газов, содержащий корпус с мундштуком для подачи режущего кислорода и каналами для подачи кислорода н горючего газа, соедннеиными с соответствующими трубопроводами л, ,; подачй кислорода и горючего газа 2.
В известном резаке частично устранены указанные недостатки - упрощена конструкция резака и сннжена его чувствительность к обратным ударам.
Однако, в этом резаке, как и в предыдущем, каналы для подогревающего кислорода н горючего газа размещены по окружности концентрнчно каналу режущего кислорода, что не позволяет рацтюнально распределнть теплоту подогревающего пламели прн резке металла в больших толщин, В этом случае также значительные затраты тепловой мощности идут на бесполезный нагрев боковых сторон металла у лобовой части разреза. Нагрев боковых сторон металла при резке приводит к увеличению ширины реза, а это в свою очередь, ведет к нерациональному использованию режущего кислорода на удаление щлака из полости реза и безвозвратной потере металла на угар.
Цель изобретения - уменьщение щирины реза за счет исключения нагрева боковых сторон реза.
Эта цель достигается тем, что резак снабжен двумя смонтированными на корпусе и расположенными в одной плоскости диаметрально противоположно относительно мундштука, дополнительными мундщтуками, один из которых, слулсащий для подогрева поверхности- для подачи кислорода и горючего газа, а второй, служащий для защиты поверхности соединен с трубопроводом подачи горючего газа.
Кроме того, с целью увеличения диапазона разрезаемых толщин, оба мундштука установлены на корпусе с возможностью их регулируемого поворота.
В резаке также, с целью защиты струи режущего кислорода от воздействия окружающей атмосферы торец мундштука для режущего кислорода размещен ниже торца дополнительного мундщтука для защиты поверхности на расстоянии, равном 4-8 внутренних диаметров мундщтука для режущего кислорода.
На фиг. 1 показан резак с частичными вырезами, общий вид; на фиг. 2 - поперечный разрез горелки А-А.
Резак содержит корпус I с газоподводящими каналами 2 и 3, режущий мундштук 4, мундщтук 5 для защиты поверхности мундщтука 6 для подогрева металла по щирине реза перед резкой.
Мундщтуки 5 и 6 расположены раздельно на одной прямой с режущим мундштуком 4. При этом, торцовые поверхности мундштуков 5 и 6 выполнены на разных уровнях относительно торца режущего мундштуka 4.
Мундщтук 5, обеспечивающий подачу защитного газа в полость реза под определенным углом «it, присоединяется к корпусу I сферической поверхностью 7 мунд
щтука 5 и фиксируется с помощью накидной гайки 8 и впаянным в корпус 1 седла 9.
Горелка 6 снабжена гибкими металлическими трубами 10 и 11, подводящими соответственно подогревающий кислород и горючий газ от переходника 12. В корпусе переходника 14 впаяны .газоподводящие трубки 13 и 14.
Наклон горелки 6 на угол ctj к поверхности заготовки производится щарнирным
0 устройством 15.
Резак работает следующим образом. В зависимости от толщины разрезаемого металла устанавливаются углы наклона с( - мундщтука 5 для подачи защитного газа и oil - мундщтука 6. Фиксация мундштука 5 производится при помощи накидной гайки 8 и седла 9, а мундщтука 6- щарнирным устройством 15.
По соответствующим для каждого газа трубам 13 и 14, переходнику 12 и гибQ КИМ металлическим трубам 10 и 11 подается подогревающий кислород и горючий газ к мундщтуку 6. После зажигания мундштука 6 подается режущий кислород по газоподводящему каналу 2 к мундштуку 4. По газоподводящему каналу 3 корпуса 1 под водится, защитный газ к мундштуку 5.
Раздельное расположение мундщтука 6, предназначенного для нагрева металла до температуры зажигания, на одной прямой с режущим мундщтуком 4 обеспечивает наQ грев кромки реза по щирине равной диаметру режущей струи, благодаря чему достигается малая ширина реза н увеличивается пробивная способность режущей струи за счет уменьшения затрат энергии струи на выдувание шлака.
5 Выполнение конструкции резака с выступающим режущим мундщтуком 4 позволит повысить химическую чистоту кислорода подаваемого в разрез металла, улучшить газодинамические свойства режущей струи и обеспечить нормальный тепловой режим работы горелки 6 и мундштука 5 подачи защитного газа.
Использованне предлагаемой конструкции резака для резки металлов больщих толщин по сравнению с существующими конструкциями даст следующие преимущества: уменьщение на 15-30% щирины реза; уменьшение на 40/о расхода подогревающих газов (кислорода и горючего газа); уменьщение на 10-15/о расхода режущего кислорода за счет уменьшения затрат
® энергии режущей струи на выдувания шлака из полости реза при меньшей ширине реза; повыщение производительности резки за счет более рационального распределения тепловой мощности подогревающего пламени.
Формула изобретения
1. Газокислородный резак внешнего сме щения газов для резки металлов больших
толщин, содержащий корпус с муидштуком для подачи режущего кислорода и каналами для подачи кислорода и горючего газа, соединениыми с соответствующими трубопроводами для подачи кислорода и горючего газа, отличающийся тем, что, с целью уменьшения щирииы реза за счет исключения нагрева боковых сторон реза, резак сиаб жен смонтированными на корпусе и расположенными в одной плоскости диаметрально противоположно от мундштука двумя дополнительными муидштуками, один из которых, служащий для подогрева поверхности соединен с трубопроводами для лодачи кислорода и горючего газа, а второй, служащий для защиты поверхности, режущей струи, соединеи с трубопроводом горючего газа.
2. Резак по п. 1, отличающийся тем, что, с целью увеличения диапазона разрезаемых толщин, оба мундштука установлены на корпусе с возможиостью их регулируемого поворота.
3. Резак по пп. 1 и 2, отличающийся тем, что, с целью защиты струн режущего кислорода от воздействия окружающей атмосферы, торец мундштука для режущего кислорода размещен ниже.торца дополнительного мундштука для защиты поверхности на расстоянии равном 4-8 внутренних диаметров п;ундштука для режущего кислорода
0
Источники «иформацнн, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 465114, кл. F 23 D 13/40, 1974.
2.Авторское свидетельство СССР
№ 529343, кл. F 23 D 13/36, 1975 (прототип).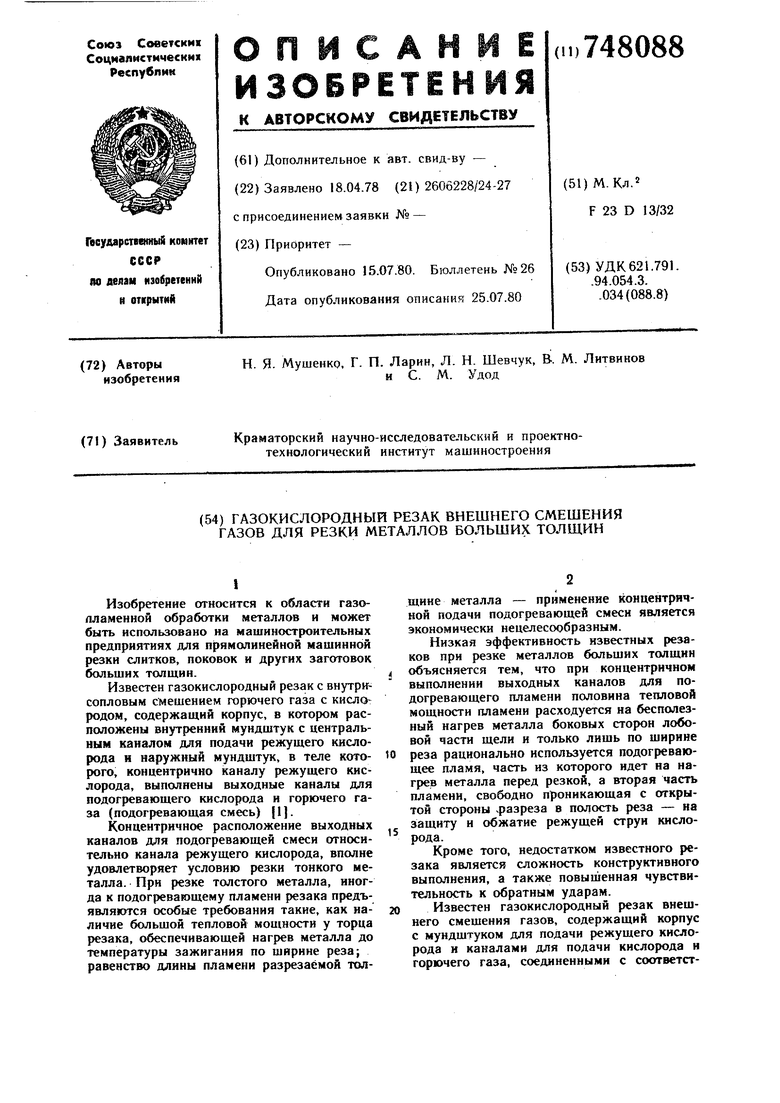

| название | год | авторы | номер документа |
|---|---|---|---|
| Газокислородный резак внешнего смешения газов | 1975 |
|
SU529343A1 |
| Газовый резак с внешним смешением газов | 1989 |
|
SU1728586A1 |
| Газокислородный резак | 1977 |
|
SU741019A1 |
| Способ термической резки стальных заготовок кислородом высокого давления и резак для его осуществления | 1982 |
|
SU1050825A1 |
| Газокислородный резак | 1987 |
|
SU1518093A1 |
| ГАЗОКИСЛОРОДНЫЙ РЕЗАК | 2002 |
|
RU2223164C2 |
| Мундштук газокислородного резака | 1969 |
|
SU341341A1 |
| Мундштук для резаков с внешнимСМЕщЕНиЕМ гАзОВ | 1979 |
|
SU848888A1 |
| РЕЗАК ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2196667C1 |
| Газокислородный резак | 1987 |
|
SU1488145A1 |

