(54) ПРЕССУЮЩЕЕ КОЛЬЦО ИНДУКЦИОННОГО АППАРАТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
I
Изобретение относится к электротехнике, в частности к средствам прессовки обмоток трансформаторов.
Известна конструкция прессующего кольпа, выполненного из стали и имеющего сплошное сечение и один радиальный разрез, исключающий замкнутость витка 1.
Недостатком такого кольца является то, что при высоких индукциях электромагнитного поля в кольце возникают вихревые токи, что приводит к нагреву их и увеличению добавочных потерь в трансформаторе. Кроме того, при изготовлении таких колец значительная часть металла идет в отход и требуется механическая обработка, что увеличивает материалоемкость и снижает производительность.
Известно также прессующее кольцо, на котором: установлены П-образные шунты 2.
Однако такое решение еще больше снижает производительность и увеличивает материалоемкость.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является прессующее кольцо индукционного аппарата, содержащее ряд концентрично расположенных разомкнутых колец из металла, разделенных изоляцией и скрепленных бандажами. Для изготовления такого кольца полосу электротехнической стали, покрытой изоляцией, наматывают в рулон, бандажируют в радиальном направлении,
5 запекают для исключения замкнутого витка, выполняют один радиальный разрез. Для повышения механической прочности кольцо полностью бандажируют стеклолентой 3. Такое кольцо имеет сниженные потери от потоков рассеяния, но из-за полного покрытия стеклобандажной лентой нагревается в ряде случаев выше допустимых пределов. Кроме того, сохраняется большая материалоемкость кольца.
Цель изобретения - уменьшение материалоемкости и нагрева.
15
С этой целью в прессующем кольце, содержащем ряд концентрично расположенных разомкнутых колец-из металла, разделенных изоляцией и скрепленных бандажами, концентричные кольца установлены с
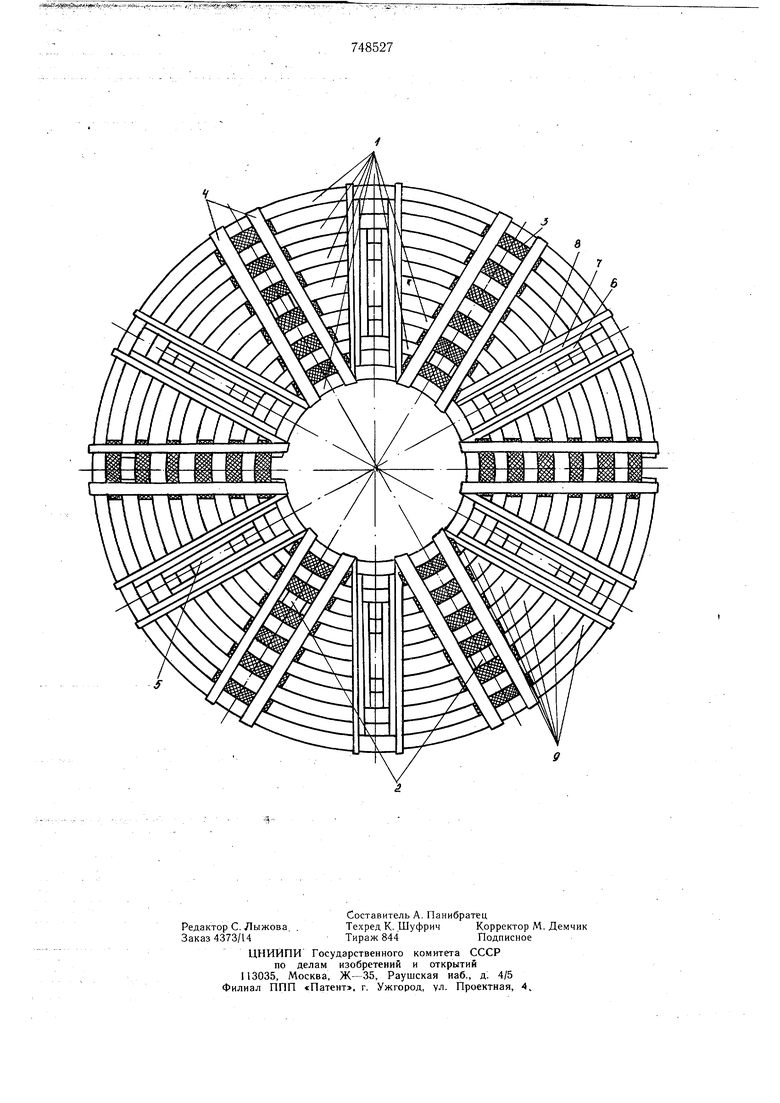
20 зазором, а бандажи и разделяющая изоляция установлены с интервалами, образуя охлаждающие каналы в прессующем кольце, разрывы концентричных колец смещены по углу и равномерно рассредоточены по всей площади прессующего кольца; разделяющая изоляция в зонах разрывов колец выполнена в виде сегментных вставок из диэлектрика, перекрывающих концы колец, и скреплены с кольцами бандажами; в зонах между смежными по углу разрывами разделяющая изоляция выполнена ступенчато бандажной лентой, скрепляющей кольца. Для достижения приведенных конструктивных признаков полосовые заготовки разомкнутых концентрических колец вальцуют по заданному диаметру, на среднее кольцо накладывают с интервалами бандажную ленту на толщину, соответствующую расстоянию между смежными кольцами, устанавливают концентрично смежные кольца по внутреннему и наружному диаметру среднего кольца, рядом с ранее наложенными бандажами накладывают бандажи, скрепляющие три кольца, аналогично устан,авливают и скрепляют последующие кольца, устанавливают дистанцирующие сегментные вставки из диэлектрика с заданным щагом и бандажируют весь ряд колец в зоне установки вставок. Н-а чертеже схематически показано прессующее кольцо, общий вид в плане. Прессующее кольцо содержит ряд концентрично с зазором установленных колец 1, имеющих каждое по одному разрыву 2. Разрывы смежных колец смещены по углу и рассредоточены по всей площади прессующего кольца. Угол смещения разрывов равен 360° деленные на количество концентрических колец, что обеспечивает равнопрочность кольца по всей площади. В местах расположения разрывов между кольцами установлены сегментные вставки 3 из диэлектрика, причем вставки установлены во всех зазорах, т. е. по всему радиальному сечению. Вставки 3 по длине больще щирины разрыва колец и концы разрывов опираются на них. В этой же зоне установлены попарно бандажи 4 из стеклоленты, которые охватывают все кольца 1 у концов их разрывов. При установке вставок 3 по всему радиальному сечению и бандажировке, а также при рассредоточении разрывов 2 концентрических колец прессующее кольцо в целом равнопрочно ПО всей площади. Замкнутого витка нет, так как концентричные кольца установлены с зазором и разделены изоляцией. Между зонами расположения разрывов концентричных колец наложены промежуточные бандажи 5-8, которые используются и как разделяющая изоляция. Бандаж 5 выполняет только функции разделяющей изоляции и намотан на среднем кольце; бандаж 6, кроме функций разделяющей изоляции, .обеспечивает механическую связь двух колец, прилегающих к среднему кольцу; бандажи 7 и 8 изолируют и скрепляют после748527дующие концентричные кольца 1 аналогично бандажу 6. Чтобы не увеличивать высоту прессующего кольца, бандажи 5-8 расположены рядом -и в плане образуют ступени. Между зонами расположения разрывов колец 1 и бандажами зазоры в ряду концентра не заполнены и образуют охлаждающие каналы 9. Для лучщей наглядности на чертеже концентрические кольца затущеваны и он сделан схематично: на практике радиальный размер сечения прессующего кольца мощного трансформатора равен 100-200мм при диаметре 1500-2000 мм. При изготовлении такого кольца из полосы толщиной 10-12 мм и.каналах 5-8 мм оно содержит 7-И концентричных колец и 35-50 радиальных зон установки бандажей, т. е. между зонами с разрезами 2 будет по зон с бандажами 5-8. Такого количества бандажей достаточно для обеспечения монолитности кольца, а каналов между ними - для охлаждения. Изготавливае;тся кольцо следующим образом. Листовой металл разрезают на полосовые заготовки. Для одного прессующего кольца щирина полос одинаковая, а длина - минимальная для внутреннего концентричного кольца и максимальная для наружного. Затем заготбвки вальцуют по заданному диаметру соответственнс минимальному внутреннему и максимальному наружному. При вальцовке заготовку прокатывают так на вальцах, чтобы между ее торцами оставался разрыв 2. После вальцовки среднее кольцо концентра прессующего кольца устанавливают на намотанньш станок и наматывают на него в радиальном направлении бандажи 5 из стеклоленты с интервалами между намотками. Количество намоток и интервалы принимают соответст.вующими количеству и интервалам опорной изоляции в обмотке трансформатора. Толщину намотки принимают равной зазору между смежными кольцами концентра. Затем устанавливают концентрично среднему кольцу смежные кольца по внутреннему и наружйЬму диаметру, наматывают бандажи 6, располагая их с двух сторон бандажа 5 с охватом в радиальном направлении всех трех колец. Аналогично устанавливают и бандажируют остальные кольца концентра. При такой бандажировке бандажная лента выполняет функции разделительной изоляции и механического скрепления концентра. При установке и бандажировке колец 1 их разрывы 2 смещают по углу. После установки бандажей 5-8 в зонах разрывов колец 1 устанавливают сегментные вставки 3 из диэлектрика так, чтобы концы кольца в месте разрыва опирались на вставку. Вставки устанавливают во все зазоры между кольцами в радиальном направлении. В зоне установки вставок 3 весь концентр бандажируют стеклолентой, располагая бандажи попарно, перекрывая ими концы разрывов и вставок. В индукционном аппарате прессующее кольцо устанавливают так, чтобы забандажированные участки опирались на изоляцию, прессующие винты - на бандажированные участки, а охлаждающие каналы 9 оставались открытыми.. При эксплуатации трансформатора значительно снижаются потери и нагрев в прессующем кольце, а также уменьщается его материалоемкость. Формула изобретения 1.Прессующее кольцо индукционного аппарата, содержащее ряд концентрично расположенных разомкнутых колец из металла, разделенных изоляцией и скрепленных бандажами, отличающееся тем, что, с целью уменьщения нагрева и материалоемкости, концентричные кольца установлены с зазором, а бандажи и разделяющая изоляция установлены с интервалами, образуя охлаждающие каналы в прессующем кольце. 2.Кольцо по п. 1, отличающееся тем, что разрывы концентричных колец смещены по углу и равномерно рассредоточены по всей площади прессующего кольца. 3.Кольцо по по. 1 и 2, отличающееся тем, что разделяющая изоляция в зонах разрывов колец выполнена в виде сегментных вставок из диэлектрика, перекрывающих концы колец, и скреплены с кольцами бандажами. 4.Кольцо по пп. 2 и 3, отличающееся тем, что в зонах между смежнымипо углу разрывами концентричных колец разделяющая изоляция выполнена ступенчато бандажной лентой, скрепляющей кольца. 5.Способ изготовления прессующего кольца индукционного аппарата по п. 1, набранного из концентрично расположенных разомкнутых колец, отличающийся тем, что кольца из полосовых заготовок вальцуют по заданному диаметру, на среднее кольцо ряда наматывают с интервалом бандажную ленту на толщину, соответствующую расстоянию между смежными кольцами, устанавливают концентрично смежные кольца по внутреннему и наружному диаметру среднего кольца, рядом с ранее наложенными бандажами накладывают бандажи, скрепляющие три кольца, аналогично устанавливают и скрепляют последующие кольца, устанавливают дистанцирующие сегментные вставки из диэлектрика с заданным щагом и бандажируют весь ряд колец в зоне установки вставок. Источники информации, принятые во внимание при экспертизе 1.Сапожников А. В. Конструирование трансформаторов. ГЭИ, 1959, с. 150. 2.Авторское свидетельство СССР № 319001, кл. Н ОД F 27128, 1970. 3.Патент США № 3366907, кл. 336-197, 1968.


| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОР НЕЯВНОПОЛЮСНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1990 |
|
RU2054781C1 |
| ТЕРМОУСАЖИВАЕМАЯ СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА С РАДИОМЕТКОЙ | 2024 |
|
RU2831524C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТРУБ | 2001 |
|
RU2191947C1 |
| Активная часть трансформатора | 1986 |
|
SU1417048A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1994 |
|
RU2088025C1 |
| Способ изготовления статора электродвигателя | 1987 |
|
SU1638771A1 |
| РОЛИК МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1998 |
|
RU2147970C1 |
| СПОСОБ ФОРМОВКИ АКТИВНОЙ ЧАСТИ ОБМОТОЧНОГО ПОЯСА БЕСПАЗОВОГО ЯКОРЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2328815C1 |
| Прессующее кольцо обмотки трансформатора | 1977 |
|
SU654967A2 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1984 |
|
SU1177177A1 |