фиг.1
Изобретение относится к электромашиностроению и может быть использовано в малоинерционных электрических машинах, в которых из-за малого диаметра расточки статора пакет активного железа вынужденно выполняется составным в виде зубцовой части ш ярма для обеспечения возможности укладки обмотки с периферии зубцовой зоны.
Цель изобретения - улучшение энергетических характеристик путем повышения коэффициента заполнения пазов статора обмоткой.
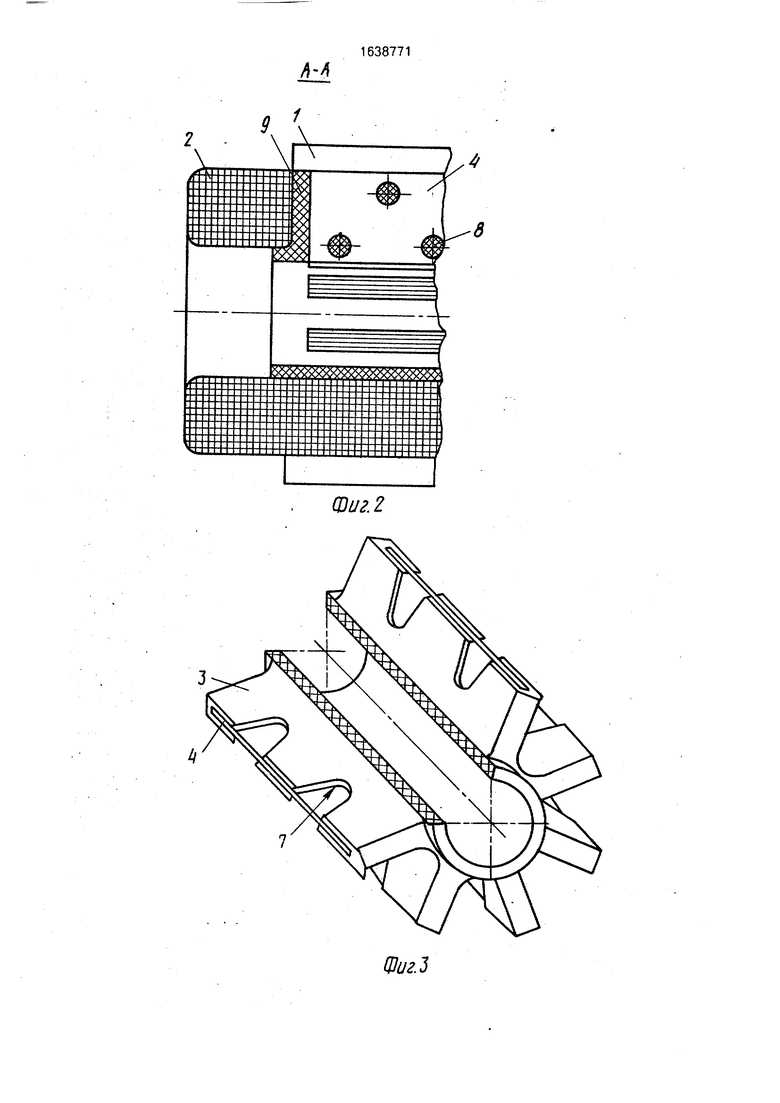
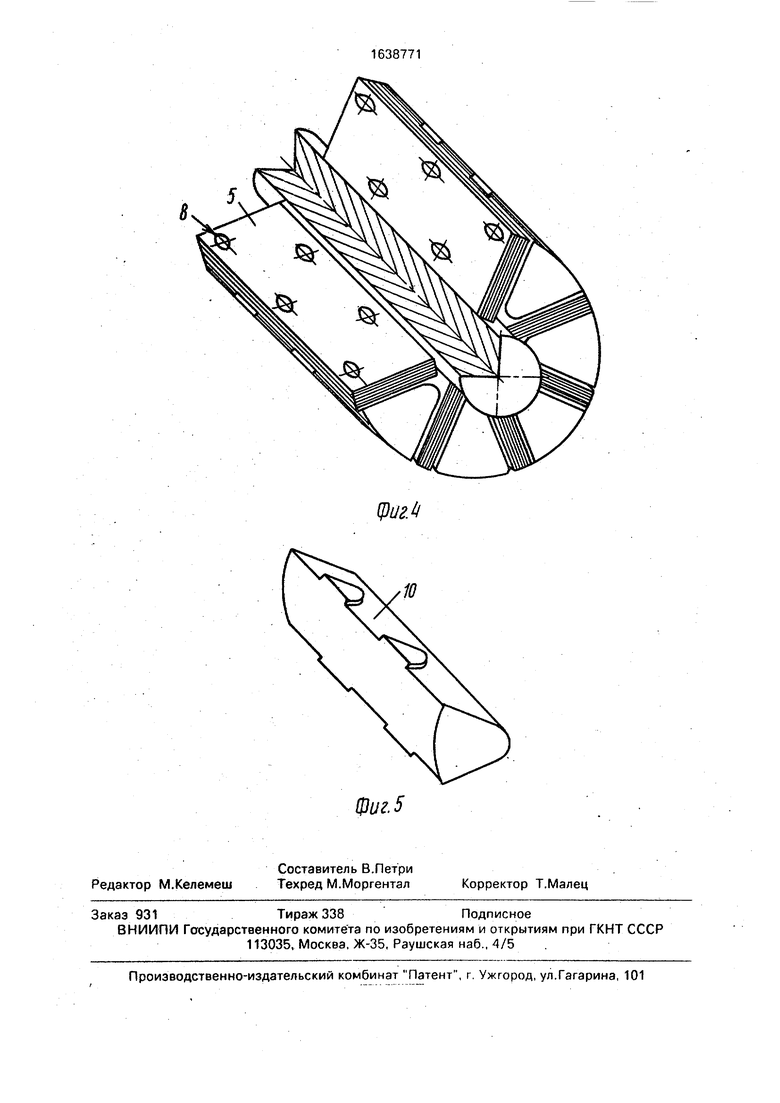
На фиг. 1 представлен статор электрической машины, поперечный разрез; на фиг. 2 - то же, продольный разрез; на фиг. 3 - фронтальная диаметрическая проекция с 1/4 разреза зубчатой части статора после оп- рессовки в удаленными вставками пресс- формы; на фиг. 4 - то же, до опрессовки пресс-материалом с установленными элементами пресс-формы - вставками и центральным знаком; на фиг. 5 - вставка.
Статор состоит из ярма 1, обмотки 2 и зубцовой части 3, содержащей комплект отдельных пакетов 4 листов 5 активного железа зубцовой зоны, спрессованный в единый несущий пластмассовый корпус, пазовая изоляция 6 которого с радиальными углублениями 7 на ее боковых поверхностях соединена с противоположных сторон каж- дого зубца пластмассой через ряды отверстий 8, а также торцовой изоляцией 9.
Способ изготовления заключается в следующем. Ярмо набирается из кольцевых пластин. Склеенных-или скрепленных сваркой по наружному диаметру.
Листы 5 активного железа зубцовой части 3 вырубаются в виде прямоугольных пластин, собираются с помощью склейки или сварки в пакеты А. Пакеты 4 устанавливаются между вставками 10 пресс-формы коллекторного типа и фиксируются в равномерном угловом расположении выступами трапецидального сечения на боковых поверхностях вставок. Высота каждого выступа равна толщине боковой пазовой изоляции 6. Далее выполняют сборку пресс-формы в целом, обжимку вставок наружными разрезными кольцами.
При опрессовке пластмасса проходит по свободным каналам между пакетом и вставками вдоль и к периферии пакетов 4 железа, образуя пазовую изоляцию б толщиной, равной высоте выступов вставок, на месте выступов остаются углубления 7. Противоположные стороны пазовой изоляции каждого пакета 4 соединяются через отверстия 8 торцовой изоляцией 9, а центральная
часть пазовой изоляции 6 через нижние ряды отверстий 8 соединяется образованными пластмассой кольцами по всей окружности. Число колец равно числу отверстий нижнего ряда отверстий 8. Таким образом,
получается единый несущий пластмассовый корпус, удерживающий зубцы от любого перемещения. После опрессовки вставки 10 пресс-формы удаляют.
В готовую зубцовую часть статора 3 укладывается обмотка 2, а затем устанавливается ярмо 1. Статор заливается компаундом, заполняющим свободное пространство в пазах и лобовых частях обмотки.
Предлагаемый способ изготовления
статора по сравнению с известным позволяет уменьшить толщину изоляции и тем самым повысить коэффициент заполнения паза статора обмоткой, что ведет к снижению габаритов и массы статора, а значит,
и изделия в целом.
Формула изобретения
Способ изготовления статора электродвигателя, по которому спрессовывают пластмассой аксиально расположенные листы зубцовой зоны с образованием пазовой изоляции, устанавливают обмотку и скрепляют зубцовую зону с ярмом, отличающ и и с я тем, что, с целью улучшения энергетических характеристик путем повышения коэффициента заполнения пазов статора обмоткой, до опрессовки зубцы устанавливают между вставками пресс-формы
коллекторного типа и фиксируют посредством выступов трапецеидального сечения на боковых поверхностях вставок, высота каждого из которых равна толщине боковой пазовой изоляции зубца, а после опрессовки
вставки удаляют.
Is
i/
х
в
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Статор электродвигателя переменного тока | 1989 |
|
SU1746471A1 |
| Магнитопровод электрической машины | 1988 |
|
SU1636928A1 |
| Способ изготовления сердечников магнитопроводов электрических машин | 1989 |
|
SU1778875A1 |
| Магнитопровод электрической машины | 1981 |
|
SU1022260A1 |
| Электрическая машина | 1989 |
|
SU1686619A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| УСТРОЙСТВО В ЭЛЕКТРИЧЕСКОЙ МАШИНЕ | 2007 |
|
RU2422968C2 |
| Способ изготовления электрической машины | 1986 |
|
SU1365262A1 |
| Статор электрической машины | 1982 |
|
SU1282261A1 |
Изобретение относится к электромашиностроению. Цель - улучшение энергетических характеристик путем повышения коэффициента заполнения пазов статора обмоткой. Способ изготовления статора заключается в опрессовке пластмассой пакетов 4 листов зубцовой зоны и образование пазовой изоляции 6. Перед опрессовкой зубцы устанавливают между вставками пресс-формы коллекторного типа. На боковых поверхностях вставок имеются выступы трапецеидального сечения. Посредством указанных выступов зубцы фиксируют на ярме статора. Толщина каждого выступа равна толщине боковой изоляции зубца. Благодаря этому снижается толщина изоляции и повышается заполнение паза обмоткой. 5 ил.
5&Х&%5К&$5&&ЯКХ &500
Фиг. 2
%
ЩигЗ
фиг. 4
10
| Электродвигатель | 1979 |
|
SU838914A1 |
| Самоходная буровая установка | 1969 |
|
SU626197A1 |
