I
Изобретение относится к области механической обработки и может найти применение при обработке на станкал с гидравлической системой копирования.
По основному авт. св. N° 629043 известен способ копировальной обработки, по которому ось копира, выполненного в виде тела вращения, разворачивают под углом к направлению продольного перемещения гидрощупа. Этот способ обеспечивает значительное повышение точности обработки за счет увеличения износостойкости гидрощупа. Однако при копировании криволинейных профилей указанным способом рабочая поверхность гидрощупа используется не полностью, что свидетельствует о возможности дальнейщего повыщения износостойкости гидрощупа и, соответственно, точности обработки.
Целью изобретения является повыщение точности обработки за счет увеличения износостойкости гидрощупа путем более полного использования его рабочей поверхности.
С этой целью, по мере износа рабочей поверхности гидрощуиа, изменяют направление угла разворота оси копира.
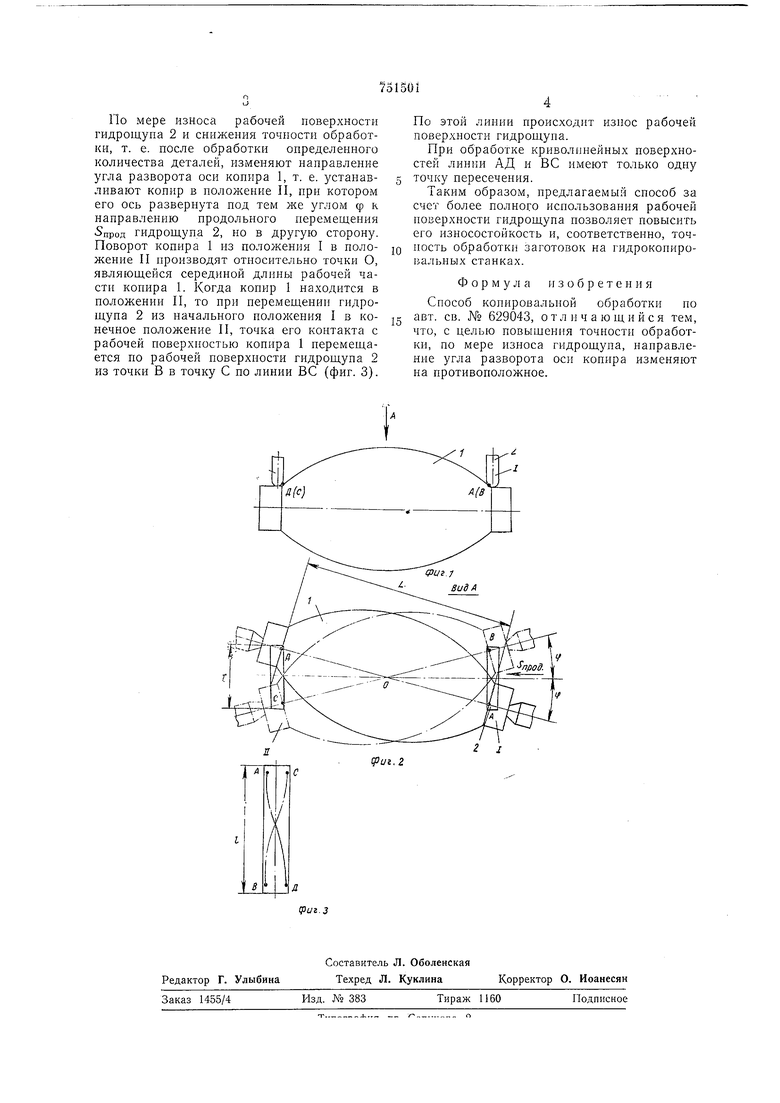
На фиг. 1 изображена схема установки копира; на фиг. 2 - вид по стрелке А на
фиг. 1; на фиг. 3 - вид на рабочую поверхность гидрощупа со стороны копира.
Копир 1 устанавливают на токарном гидрокопировальном полуавтомате в центрах 5 таким образом, чтобы его ось была развернута под углом ф к направлению продольного перемещения 5прод гидрощупа 2, т. е. чтобы копир 1 занимал положение I. Значение угла разворота ф оси копира 1 определено и выбирается из соотнощения:
arc sin -
L
где / - длина рабочей поверхности гидро15щупа;
L - длина рабочей поверхности копира.
В процессе обработки криволинейной поверхности гидрощуп 2, взаимодействуя с
20 копиром 1, перемещается из начального положения I в конечное положение П. При этом точка контакта рабочей поверхности гидрощупа 2 с рабочей поверхностью копира 1 перемещается по рабочей поверхности
25 гидрощупа 2 из точки А в точку Д по линии АД (фиг. 3). Таким образом, при нахождении копира 1 в положении I рабочая поверхность гидрощупа 2 изнащивается по линии АД.
По мере usHocti рабочей поверхности гидрощупа 2 и снижения точности обработки, т. е. иосле обработки определеииого количества деталей, изменяют направление угла разворота оси копира 1, т. е. устанавливают копир в положение II, при котором его ось развернута под тем же углом ф к направлению продольного перемещения 5прод гидрощупа 2, но в другую сторону. Поворот копира 1 из положения I в положение II ироизводят относительно точки О, являющейся серединой длины рабочей части конира 1. Когда копир 1 находится в положении II, то при перемещении гидрощупа 2 из начального положения I в конечное положение II, точка его контакта с рабочей поверхностью копира 1 перемещается по рабочей поверхности гидрощупа 2 из точки В в точку С по линии ВС (фиг. 3).
По этой линии происходит износ рабочей поверхности гидрощупа.
При обработке криволинейных поверхностей линии АД и ВС имеют только одну точку пересечения.
Таким образом, предлагаемый способ за счет более полного иснользования рабочей поверхности гидрощупа позволяет повысить его износостойкость и, соответственно, точность обработки заготовок на гидроконировальных станках.
Формула изобретения
Сиособ копировальной обработки по авт. св. № 629043, отличающийся тем, что, с целью повыщения точности обработки, по мере износа гидрощупа, направленпе угла разворота оси копира изменяют на противоположное.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ копировальной обработки | 1977 |
|
SU629043A1 |
| Устройство для многопроходной копировальной обработки | 1978 |
|
SU666049A1 |
| Устройство для копировальной обработки | 1986 |
|
SU1328159A1 |
| Копировальное устройство | 1977 |
|
SU671994A1 |
| Копировальное устройство для двухпроходной обработки к токарному станку | 1979 |
|
SU856754A1 |
| Способ копирной обработки кулачковых деталей | 1975 |
|
SU556934A1 |
| Способ токарно-копировальной обработки | 1986 |
|
SU1351704A2 |
| Устройство для шлифования лентой | 1981 |
|
SU982875A2 |
| Способ обработки криволинейной поверхности деталей,преимущественно дисковых кулачков, матодом копирования | 1987 |
|
SU1407767A2 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
