1
Изобрете ше относится к металлообработке и может быть использовано при изготовлении деталей с криволинейной поверхностью, например дисковых кулачков, на шлифовальнь х фрезерных и других станках.
Известен способ копирной обработки кулачковых деталей, при котором осуществляют вращение детали и соосного с ней копира, а также взаимное возвратно-поступательное движе ше детали и инструмента с тфцовой рабочей поверхностью 11.
Недостатком этого способа является необходимость наличия копиров более высокой точности (на 1-2 класса) по сравнению с изготовляемой деталью.
Цель изобретения - повышение точности обработки деталей и уменьшение трудоемкости изготовления копиров.
Это достигается тем, что по предлагаемому способу направление взаимного возвратно-поступательного движения детали и режущего инструмента выбирают под углом к оси режущего инструмента.
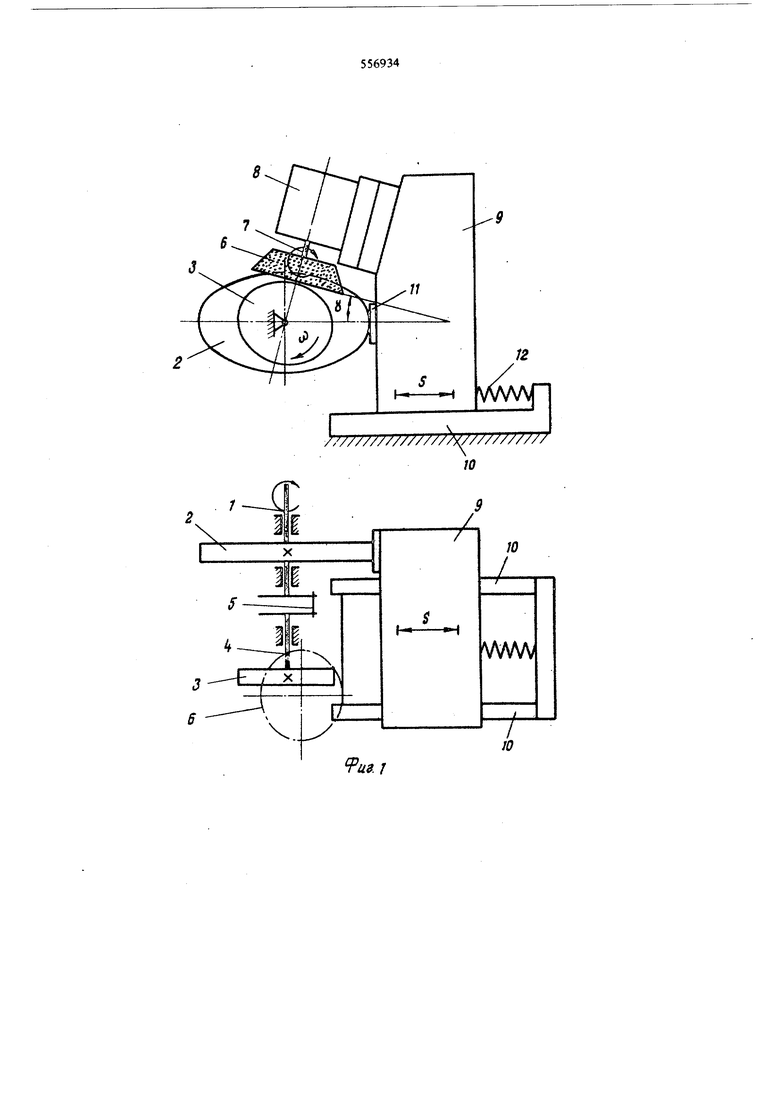
На фиг. 1 схематично изображено в двух проекдаях устройство, реализующее предложенный) способ; на фиг. 2 (а, б) показаны схема расположения детали и инструмента в исходном и промежуточном положениях; на фиг. 3 - схема эквивалентного вьшол1 енкя устройства для реализации предложегшого способа, на фиг. 4 (а, б) - схема расположения детали и инструмента в исходном и прюмежуточном положениях.
Предложенный способ реализуется при помощи устройства, включающего вращаемый шпиндель 1 с закреплештьм на нем копиром 2. Обрабатываемая деталь 3 :устаиов.чена и закреплена на вращающейся оправке 4, кинематически связанной муфтой 5 со шпинделем 1.
Торцовьв режущий инструмент 6 (шлифоваль1П)Шкруг или фреза) закреплен в шпинделе 7 бабки 8, смонтированной на копировальном суппорте 9, который установлен на прямолинейных направляющих 10 с возможностью возвратно-поступательного перемещения. Копировальный суппорт 9 несет копировальный щуп 11, контактирующий с рабочей поверхностью копира 2 под действием пружины 12. Копирювальньш щуп 11 может быть
выполнен с плоской, остроконечной или сферической рабочей поверхностью. Направляющие 10 копировального с ттфта 9 рашоложены наклонно к тфцовой поверхности режущего инструмента 6 под углом 7j величину которого определяют расчетным путем в зависимости от точности профиля изготавливаемой детали. Наклон на угол т осуществляется либо разворотом бабки, либо разворотом направляющих ( на фиг. 1 не показано). При вращении шпинделя 1 с угловой скорос тью W копир 2, взаимодействуя с копировальным щупом 11, сообщает возвратно-поступательное перемещение S копировальному суппорту 9 с режущим инструментом 6 относительно вращающейся детали 3. В результате этих перемещений торец режущего инструмента образует заданный профиль криволинейной поверхности детали. В исходном положении (фиг. 2, а) плоскость режущего инструмента 6 касается с профилем детали 3 в точке А, ра.положенной от центра О детали на расстошши ОА, соответствунлцем наибольщему (наименьшему) радиусу-вектору RO начальной окружности профиля детали. При этом копир 2 взаимодействует с копировальным щупом 11 в точке В, расположенной от центра О вращения на расстоянии ОВ, соответствующем наибольшему (наименьшему) значению радиуса-вектора г профиля копира (на фиг, 2 а, 5 показана часть профиля копира). Для простоты дальнейших расчетов принимаем, что копировальный щуп 11 выполнен аксиальным и имеет остроконечную форму рабочей поверхности. Копировальный щуп расположен так, что направление относительного перемещения режущего инструмента и детали совпадает с направлением скорости перемещеш1Я копировального щупа (копировального суппорта). Промежуточное (текущее значеьше радиусавектора R детали в точке С (фиг. 2, б) получается поворотом детадш на угол Ф- if ±а к относительным перемещением режущего инструмента и детали за счет измене1шя текущего радиуса-вектора г копира. Величина текущего радиуса-вектора R детали в точке С изменяется на величину AR К . Плоскость режущего ииструмен1а касается профиля дета/ш в точке С и расположена на расстоянии OD от центра О детали OD K-CosoC. (издО Это положение плоскости режущего инструмента соответствует текущему значению ридиуса-вектора г копира, взаимодействзтощего с копировальным poJDiKOM в точке Е г Го Д г CQ ;T-;hr; CG Ar Х;Р А1)АО-ОВ Нд-Т -Со5оС. KoRCosc L ТОГДА дг Полученная формула показывает, что для детас определенным профилем криволинейной поверхности уменьшение угла-у позволяет увеличить величину изменения радиуса-вектора копира г в несколько раз. Например, Ьри-J- O ДП 2(.Со5о1) при f-2°52 Д 20(Kд-RCo&oO Соответствующим образом при обработке криволинейной поверхности детали ощибки в изготовлении профиля копира уменьщаются в несколько раз. Предложенный способ может быть реализован и при помоаш иного выполнения устройства (фиг.З). Копир 2 и деталь 3 закреплены на оправке 4, вращающейся в корпусе копировального суппорта 9, который установлен на направляющих 10 с возможностью возвратно-поступательного перемещен} я. Копировальный суппорт 9 под действием пружины 12 прижимает копир 2 к копировальному щупу 11, который закреплен неподвижно. Режущий ршструмент 6 закреплен в щпинделе 7 неподвижной бабки 8. Направляющие 10 копировального суппорта 9 наклонены под углом у к плоскости режущего HHCTpjTvieHTa. В исходном положении (фиг. 4, а) центр О детаи лежит на нормали п-п от поверхности режущего инструмента на расстоянии ОА соответствующем наименьшему (или наибольшему) значению радиуса-вектора RQ. Промежуточное значение радиуса-вектора R в точке С (фиг. 4, б) получается поворотом детали на угол i ± а и перемещением центра детали из точки Оо в точку О, что соответствует изменению Дг радиуса-вектора г копира .ЛГ ООО-О Б-ОБ ГЬ-Г, Центр О детали расположен на расстоянии OD K CoscC (u AOCD). из, д ОдОЕ . ° 51П K-CoSdL-fl-: 5in jr. Предложенный способ позволяет значительно повысить точность копирования и получать детали 1-2 классов точности при помощи копира, изготовленного по 3-5 кл. точности. Формула изобретения Способ копирной обработки кулачковых деталей, при котором осуществляют вращение детали и соосного с ней копира, а также взаимное возвратно-поСтунательное движение детали и инструмента с орцовой рабочей поверхностью, отличающийя тем, что, с целью повышения точности обработки, направление взаимного возвратно-поступательного движения детали. и режущего инструмента выбирают под углом к оси режущего инструмента. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство №86297, В 24 В 19/12, 1950.
8
/77777///////////УУ/
/
/о
/
N
г X
Ч.
t .
ю
U9.1
-jj одернуто
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки криволинейной поверхности деталей,преимущественно дисковых кулачков,методом копирования | 1975 |
|
SU891359A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Устройство для обработки кулачковых деталей | 1981 |
|
SU1024230A1 |
| Способ обработки криволинейной поверхности деталей,преимущественно дисковых кулачков, матодом копирования | 1987 |
|
SU1407767A2 |
| Устройство для обработки кулачковых деталей | 1985 |
|
SU1268376A1 |
| Устройство для обработки некруглых деталей | 1982 |
|
SU1041268A2 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| Деревообрабатывающий токарно-шлифовальный станок | 1990 |
|
SU1787768A1 |
| Способ обработки криволинейных поверхностей | 1988 |
|
SU1511014A1 |
| Устройство для чистовой обработки криволинейных поверхностей | 1980 |
|
SU942969A1 |