Изобретение относится к электроэрозионной обработке, в частности к электроэрозионным станкам, цредназначенным в основном для контурной вырезки особоточных деталей.
Известны электроэрозионные станки для контурной вырезки деталей. Такие станки включают устройства регулирования и программного управления для достижения необходимого качества, точности и производительности. Однако известное оборудование не обеспечивает поддержание оптимальных режимов обработки. Известны и широко применяются электроэрозионные станки, которые содержат следующие основные устройства: координатноуправляемый при1зод, устройство закрепления проволочного электрода, источник технологического тока, протекающего через эрозионный промежуток, с задающим генератором, измеритель технологического тока (датчик тока).
В этом электроэрозионном станке система регулирования величины эрозионного промежутка выполнена таким образом, что в зависимости от тока и напряжения на эрозионном промежутке регулятор осуществляет управление приводом. Так в случае, когда величина эрозионного промежутка больще, чем та, при которой происходит
разряд в эрозионном промежутке, амплитуда напряжения на выходе упомянутого датчика минимальная, а амплитуда напряжения на эрозионном промежутке максимальна. При коротком замыкании электрод-деталь напряжение на выходе датчика тока максимальна, а амплитуда напряжения на эрозионном промежутке минимальна. Все промежуточные значения соответствуют пе10ремещению инструмента в сторону или от детали и сопровождаются эрозией обрабатываемой детали.
Однако станки с такими системами регулирования не обеспечивают оптимизацию
15 процесса электроэрозионной обработки деталей.
Известно, что при электроэрозионной обработке детали импульсный ток с заданной частотой поступает с электроэрозионного ге20нератора в электроэрозионный промежуток между деталью « инструментом, и на промежутке образуются три последовательности «мпульсав:
Обработки нет. Импульсы холостого хо25да в случае, когда зазор электроэрозионного промежутка больше величины зазора, при котором может произойти разряд при напряжении пробоя. Напряжение этих импульсов равно напряженлю .импульсов элен30троэрозионного генератора и следуют с частотой fxx И амплитудой .. При отсутствии обработки .r., задающего генератора.
Обработка есть. При обработке деталей на промежутке возникают рабочие импульсы, производящие съем металла, причем частота этих рабочих импульсов равна /„ амплитуда - /„.
Обработки нет. При коротком замыкании злектрода-инструмента и детали электроэрозионный промежуток закорочен и по цепи идет ток короткого замыкания /|;.з. с частотой /К.З.В естествениом электроэрозиокно.м процессе четкого разделения этих трех чаетог импульсов (трех состояний) нет, а обнаруживается наличие последовательностей импульсов всех трех частот. Сумма этих частот равна частоте тенератора
/З.Г. fp +f.. + .3.
Пзбестные электроэрозионные станки имеют тот недостаток, что трудно оптимизировать технологический процесс, так как известными средствами невозможно обеспечить /р /з.г., выделить все три частоты импульсов для их последующего машинного анализа.
Целью изобретения является оптимизация электроэрозионной обработки, повыщекие производительиости и точности.
Цель достигается тем, что в электроэ.розиоиный станок, содержащий источник технологического тока, выход которого подключен к эрозионному промежутку, а вход к задающе му генератору, датчик тока, включенный последовательно с эрозионным промежутком, устройство для закрепления электрода-инструмента, управляемый привод для координатного перемещения обрабатываемой детали и систему программного управления, связанную с датчиком тока и управляемым приводом, введены новые устройства. Параллельно датчику .тока подключена первая схема выделения сигнала, с которой связаны входы амплитудного дискриминатора суммы импульсов рабочих и короткого замыкания и амплитудного дискриминатора импульсов короткого замыкания, выходы которых соединены со входами временного селектора рабочих импульсов; параллельно эрозионному промежутку подключена вторая схема выделения сигнала, с которой связан вход ампллтудii.cro дискриминатора импульсов холостого хода, причем выходы задающего генератора, амплитудного дискриминатора импульсов короткого замыкания, временного селек;ора рабочих импульсов подключены к соответствующим входам системы программного управления, выходы которой подключены к управляющему приводу, несущему обрабатываемую деталь.
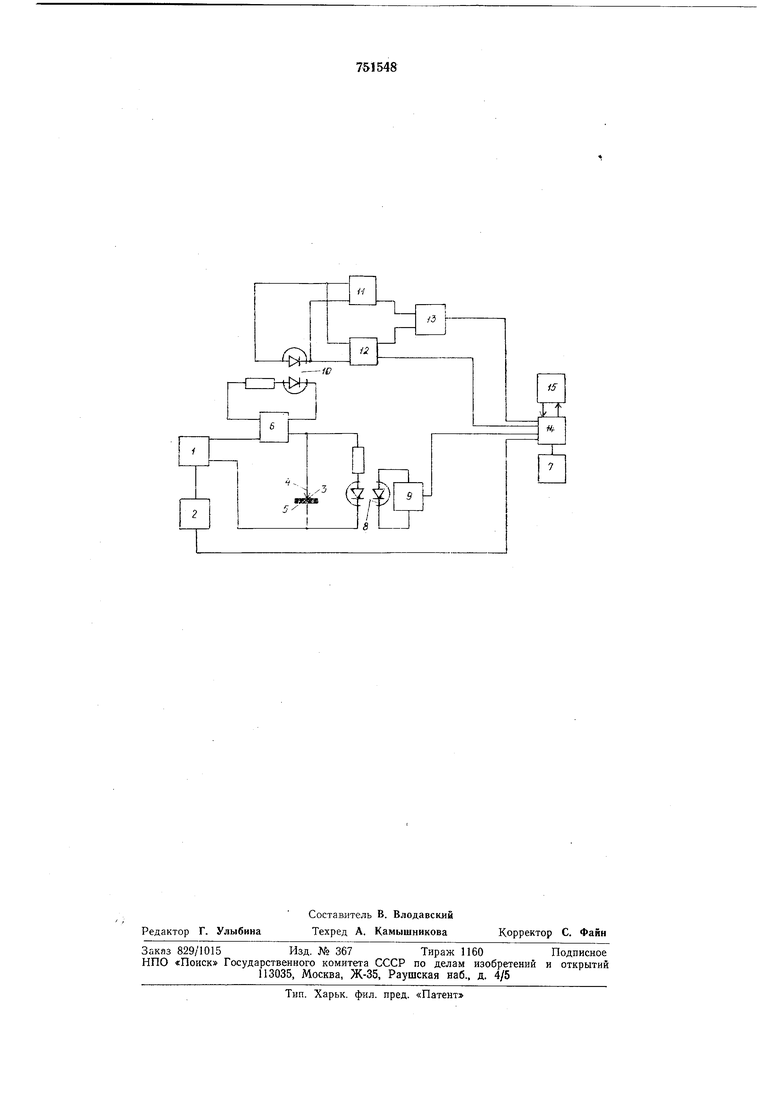
На чертеже показан программноуправляемый электроэрозионный станок.
Программноуправляемый электроэрозионный станок контурной вырезки содержит
источник / технологического тока, включающий задающий генератор 2. Выход источника / нагружен на эрозионный промежуток 3 между электродом-инструментом 4 и обрабатываемой деталью 5, причем последовательно с эрозионным промежутком 3 включен датчик тока 6, а деталь 5 относительно инструмента 4 перемещается с помощью привода 7.
Параллельно эрозионному промежутку Л
подключены входные цепи оптрона 8, а его вь1ходные цепи подключены ко входу амплитудного дискриминатора 9. Входные цепи оптрона 10 подключены к выходу датчика тока 6. Выходные цепи оптрона 10
подключены параллельно ко входам амплитудных дискриминаторов // и 12. Выходы амплитудных дискриминаторов 11, 12 подключены соответственно ко входу селектора времени 13. Другой выход амплитудного
дискриминатора 12, а также амплитудного дискриминатора 9, селектора времени 13 и другой выход задающего генератора 2 подключены к устройству связи 14 с микропроцессором 15 и управляемым приводом 7.
Устройство связи 14 и микропроцессор 15 образуют систему программного управления. Управляемый привод 7 обеспечивает перемещение детали 5 в процессе ее изготовления OTHOCHTCvibHO электрода-инструмента 4.
Работа станка заключается в следующем.
На выходе источника 1 технологического тока генерируются импульсы (с частотой
/з.г.- задающего генератора 2) в электроэрозионный промежуток 3 между электродом-инструментом 4 и деталью 5. Одновременно импульсы с частотой /з.г. поступают с задающего генератора 2 в микропроцессор 15. До начала электроэрозионной обработки, когда электроэрозионный промежуток 3 между электродом-инструментом 4 и деталью 5 больше величины промежутка, при котором может произойти разряд при
напряжении пробоя. Частота импульсов холостого хода равна частоте импульсов задающего генератора /. /з.г.При обработке деталей на электроэрозионном промежутке возникают рабочие импульсы, производящие съем металла и имеющие определенную амплитуду напряжения (тока) на аэрозионном промежутке с частотой /р.
При замыкании электрода-инструмента
4 с деталью 5 электроэрозионный промежуток закорачивается, и по цепи течёт ток короткого замыкания с частотой /к.з.
В естественном электроарозионном процессе четкого разделения этих трех частот
импульсов нет, а обнаруживается наличие последовательностей всех трех частот. Сумма всех трех частот равна частоте задающего генератора /.X-.V + /P +Гк.з. / з.г.в идеальном случае при /д. О и /к.з. О fv / з.г. Импульсы аэрозионного промежутка 3 через оптрон 8 поступают на амплитудный дискриминатор 9, на котором выделяются импульсы с частотой f xПоследовательно с эрозионным промежутком 3 включен датчик 6, на выход которого подключен оптрон 10. С выхода датчика 6 через оптрон 10 импульсов короткого замыкания с частотой /к.з. и меньшей амплитуды - рабочие импульсы с частотой fp поступают на амплитудные дискриминаторы 11 (импульсов рабочих и короткого замыкания) и 12 (импульсов короткого замыкания) , с выходов которых импульсы частотой /р и /к.з. поступают на селектор времени 13 рабочих импульсов с частотой fp. Рабочие импульсы с селектора времени 13, импульсы короткого замыкания (с частотой /к.з.) С Другого выхода амплитудного дискриминатора 12, а также импульсы холостого хода с частотой fx-i с амплитудного дискриминатора 9 и импульсы с задающего генератора 2 поступают на соответствующие входы устройства связи 14 с микропроцессором 15. Микропроцессор анализирует все вышеупомянутые последовательности импульсом и обеспечивает управление приводом 7, таким образом, чтобы в электроэрозионном промежутке /р /з.г. т. е. чтобы импульсы холостого хода и короткого замыкания практически отсутствовали. Использование станка, выполненного по данному изобретению, в приборостроении позволяет увеличить производительность на 20-30% и повысить на два - три класса частоту обработки. Формула изобретения Программноуправляемый электроэрозионный станок, содержащий источник технологического тока, выход которого подключен ;К эрозионному промежутку, а вход к задающему генератору, датчик тока, включенный последовательно с эрозионным промежутком, устройство для закрепления электрода-инструмента, управляемый привод, для координатного перемещения об.ра-. батываемой детали и систему программного управления, связанную с датчиком тока и управляемым приводом, отличающийс я тем, что, с целью оптимизации режимов обработки и повышения производительности, в него введены подключенная параллельно датчику тока первая схема выделения сигнала, с которой связаны входы амплитудного дискриминатора суммы импульсов рабочих и короткого замыкания и амплитудного дискриминатора импульсов короткого замыкания, выходы которых соединены с входами временного селектора рабочих импульсов, и подключенная параллельно эрозионному промежутку вторая схема выделения сигнала, с которой связан вход амплитудного дискриминатора импульсов холостого хода, причем выходы задающего генератора, амплитудного дискриминатора импульсов короткого замыкания, временного селектора рабочих импульсов подключены к соответствующим входам системы программного управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоканальный источник питания | 1979 |
|
SU849658A1 |
| Электроэрозионный станок контурной вырезки | 1977 |
|
SU747676A1 |
| Генератор импульсов для электроэрозионной обработки | 1978 |
|
SU763060A1 |
| Регулятор подачи для электроэрозионных станков | 1974 |
|
SU565800A1 |
| ГЕНЕРАТОР РАБОЧИХ ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО КОПИРОВАЛЬНО-ПРОШИВНОГО СТАНКА ДИПОЛ (ГРИ ЭЭКПС) | 2015 |
|
RU2603394C1 |
| Устройство для защиты от коротких замыканий при электроэрозионной обработке | 1974 |
|
SU574297A1 |
| Способ электроэрозионной обработкии уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU848235A1 |
| Способ электрообработки | 1989 |
|
SU1756048A1 |
| Генератор импульсов для электроэрозионной обработки | 1980 |
|
SU952496A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |