ющий полупериод правый борт участвует в сжатпи смеси в третьей слева полости и т. д., так что виутренние борта выполняют работу сжатия смеси дважды за цикл.
Примером осуществлеиия способа согласно изобретеиию может служить формование бетоиной смеси жесткостью 70 со скоростью около 1,2 м/мии, для чего каждому из формующих бортов сообщают впбраиию с размахом колебаний около 0,5 мм при частоте 70 Гц.
Устройство согласно изобретению содержит вибросекцию 6 (фиг. 1), которая песет блок 7 жестко соедииеииых с ней формующих бортов 1 и соединена с блоком доиолнительных формующих бортов 2 с помощью уиругих (иапример, резиновых) элемеитов
8и возбуждает посредством виброиривода
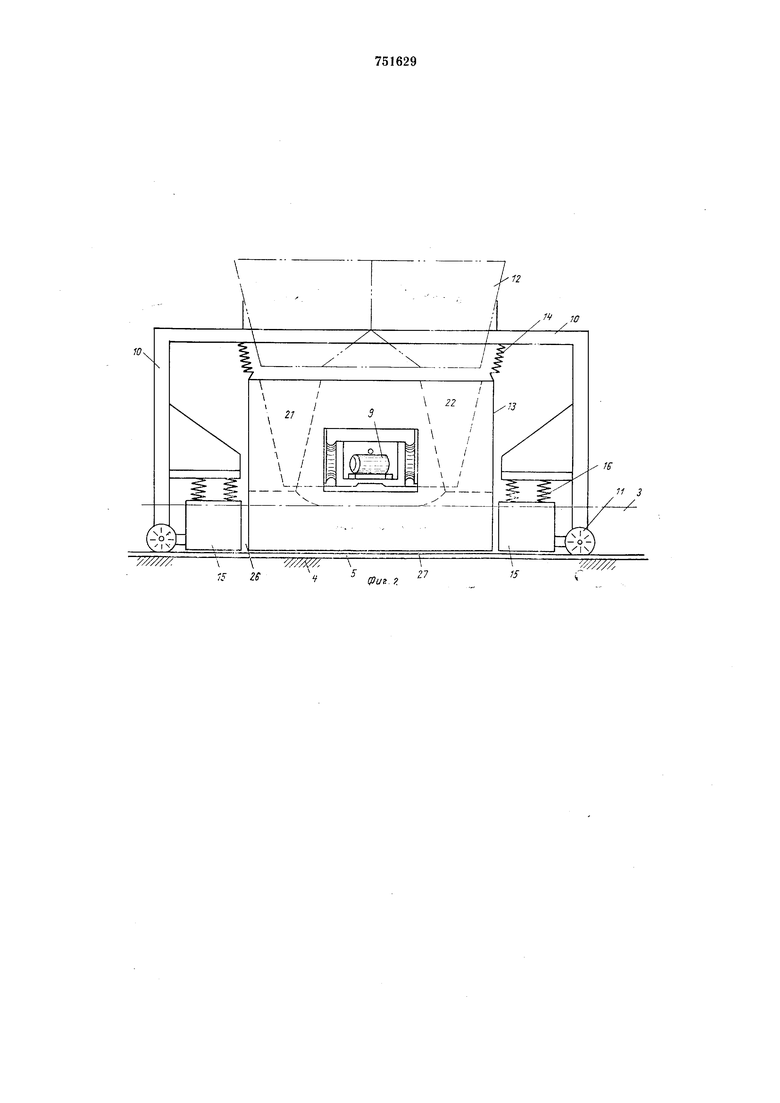
9противофазные колебання этих блоков. Устройство в сборе содержит мобильный портал 10 (фиг. 2) с ходовыми элемеитами
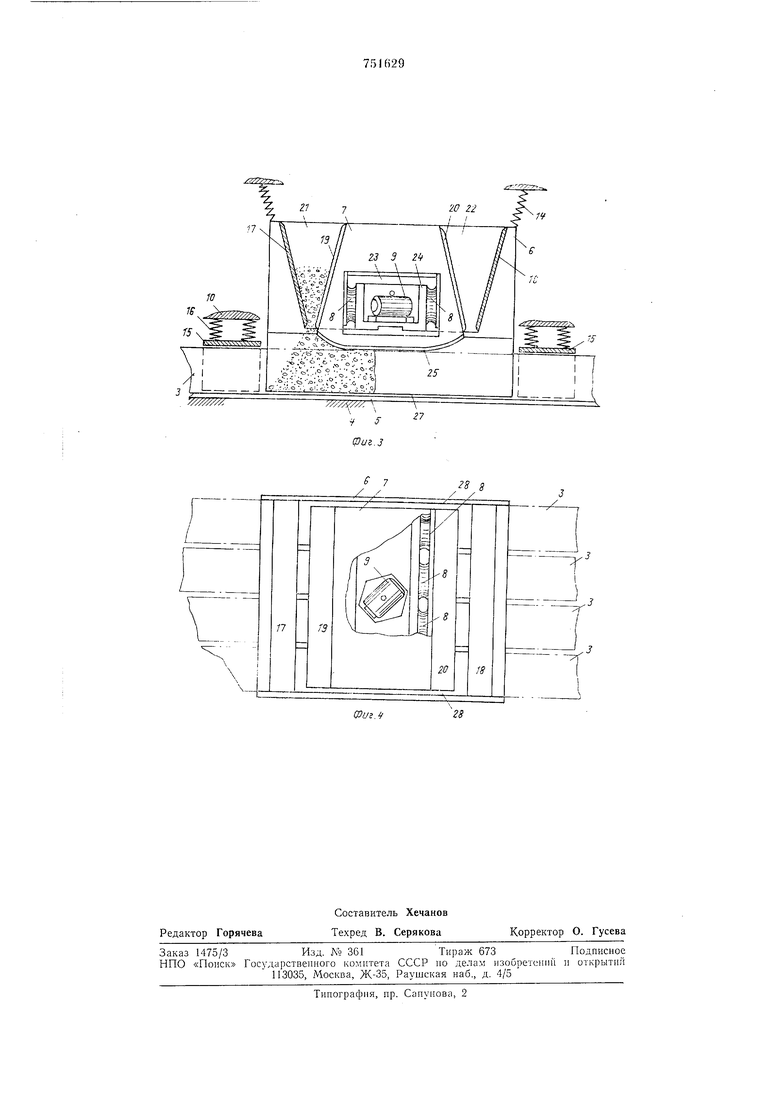
11 и загрузочной емкостью 12. Корпус 13 вибросекции подвещен к раме портала посредством пружии 14, а стабилизаторы-успокоители 15 - посредством иружии 16. Между стенками 17-20 (фиг. 3, 4) образоваиы две приемиые полости 21 и 22. В проеме 23 размещеиа поперечина 24, иесущая виброиривод 9. Сверху каждая формовочная полость ограиичеиа лыжей 25, прикрепленной к соответствующему борту. Во избежание соударений в стыках предусмотрены уплотненные зазоры 26-28.
Работа устройства по способу согласно изобретению заключается в том, что при противофазио колеблющихся бортах 1 и 2 смесь в полостях между этими бортами уилотняется и по мере перемещения портала остается распалубленной на стенде. В частпом случае формование осуществляется в четыре линии (фиг. 3 и 4) при загрузке смеси нреимущественио в полость 21. Вибрация, сообщаемая противофазно колеблющимся блокам-массам виброириводом, расиоложениым как иоказаио, эффективно используется для уилотиеиия смеси как в приемных, так и формовочиых иолостях.
Качество формуемых изделий предопределяется рациональным совмещением вибраций бортов и лыл 25. Производительиость формования умножается числом формовочпых полостей.
Формула изобретения
1.Сиособ неирерывиого формоваиия изделий из бетоииой смеси в скользящей оиалубке путем вибрирования, отличающийся тем, что, с целью повышеиия производительиости процесса и качества изделий, вибрирование осуществляют путем протиБофазиых смещеиий формующих бортов.
2.Устройство для осуществления сиособа ио п. 1, содержащее вибросекцию с жестко соедииеииыми с ией формующими бортами, отличающееся тем, что оио снабжено доиолнительными формующими бортами, jaipyro связаииыми с вибросекцией и размещеииыми между жестко соединенными с пей бортами.
Источники ииформации, прииятые во внимаиие ири экспертизе 1. Авторское свидетельство СССР № 286564. кл. В 28В 1/08, 1968.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| УСТРОЙСТВО для УКЛАДКИ БЕТОННОЙ СМЕСИ | 1970 |
|
SU288619A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 1970 |
|
SU286564A1 |
| Подвижная установка для изготовления железобетонных изделий | 1955 |
|
SU112911A1 |
| ГЛУБИННЫЙ ВИБРАТОР | 1993 |
|
RU2076189C1 |
| Устройство для укладки и уплотнения бетонных смесей | 1987 |
|
SU1539070A1 |
| Форма для изготовления стеновых панелей с декоративным отделочным слоем | 1978 |
|
SU766861A1 |
| Стенд для изготовления железобетонных балок | 1977 |
|
SU707802A1 |
| Устройство для формования и отделки изделий из бетонных смесей | 1982 |
|
SU1046101A1 |
| Форма для изготовления строительных изделий | 1988 |
|
SU1590384A1 |
f W
ю/хГ
I
I
I
I
22 /
IS
Ш
(//, 15 iS
1РЙ
Л.-IV
sf 27
(риг. if
