1
Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электротехнической промышленности.
Известен станок для намотки секций обмотки электрических машин, содержаш,ий установленный-на шпинделе многоручейный шаблон для укладки секций обмоток, механизм перевода провода из одного ручья шаблона в другой, проводоводитель с роликом, расположенный на каретке, электромагнит, связанный со счетчиком числа витков .
Однако в известном станке для намотки секций обмотки электрических машин отсчет числа витков катушки производится счетчиком, жестко встроенным в кинематику станка, и для изменения числа витков наматываемых секций необходимо производить замену червячной пары счетчика, что не обеспечивает универсальности станка.
Целью изобретения является обеспечение универсальности полуавтомата путем намотки секций с любым количеством витков без переналадки станка.
Поставленная цель достигается тем, что полуавтомат содержит мальтийский механизм с Бодилом, установленным на шпин2
деле и кинематически связанным с электромагнитом и счетчиком числа витков, а механизм перевода провода из одного ручья шаблона в другой выполнен в виде барабана с однозаходной винтовой канавкой на образующей поверхности, кинематически связанного с мальтийским механизмом, и поводка, закрепленного одним концом на проводоводителе, а другой его конец распо10 ложен в канавке барабана.
Кроме того, полуавтомат содержит механизм подачи изоляционных трубок, выполненный в виде двух подпружиненных роликов с реверсивным приводом.
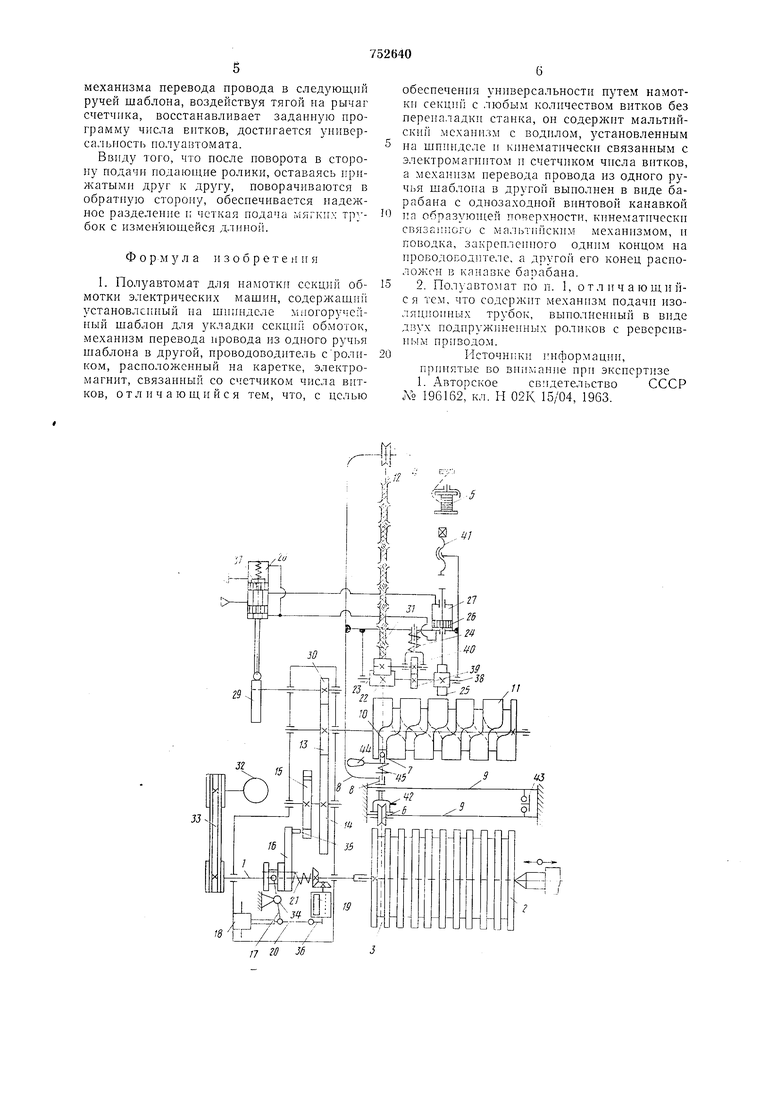
15 На чертеже иредставлена кинематическая схема иолуавтомата.
Предложенный полуавтомат содержит приводной шпиндель 1 с установленным на нем шаблоном 2 с несколькими ручьями 3,
20 предназначенными для намотки катушек проводом 4, сматываемым с бобины 5. Раскладывающий ролик 6 с поводком 7 установлен на каретке 8, которая может свободно иеремегцаться по наиравляюшим 9 параллельно
25 оси шаблона 2. Поводок 7 входит в однозаходную винтовую канавку 10, барабана 11, ири поворотах которого каретка 8 вместе с раскладываюгцим роликом 6 и направляющим роликом 12 совершает периодическое
30 поступательное перемещение вдоль шабло3
на слева направо. Барабан 11 связан со шпинделем 1 шестернями 13 и 14, получаюш,ими периодическое враш,ение через крестовину 15 от водила 16, установленного на шиинделе станка с возможностью перемещения в осевом наиравлении от коромысла 17, приводимого в движение электромагнитом 18, управляемым программным счетчиком 19 числа витков через промежуточное реле, связанным тягой 20 с электромагнитом 18. Посредством пружины 21 водило 16 выводится из зацепления с крестовиной 15. Подающие ролики 22 и 23 установлены также на подвижной каретке 8 и поджимаются друг к другу посредством пружины 24. Периодическое возвратно-враш,ательное движение роликов 22 и 23 осуш,ествляется от рейки 25, закрепленной на штоке поршня 26, движущегося в цилиндре 27 от сжатого воздуха, поступающего от пневмоклапана 28, срабатывающего от кулачка 29, периодически поворачивающегося на один оборот при повороте на пол-оборота барабана 11 через шестерни 13 и 30.
Позицией 31 обозначена изоляционная трубка.
Электродвигатель 32 служит для передачи вращения через клиноременную передачу 33 шпинделю 1 с шаблоном 2. Коромысло 17 установлено подвижно на оси 34. Ролик 35 установлен на водиле 16. Рычаг 36 установлен в счетчике числа витков и связан через тягу 20 с электромагнитом. Привод подающих роликов выполнен в виде золотника 37, связанного пневмосистемой с поршнем 26, на котором жестко закреплена рейка 25, находящаяся в зацеплении с шестерней 38, на оси которой установлена шестерня 39, находящаяся в зацеплении с шестерней 40. Винт 41 служит для регулирования величины хода поршня 26 и угла поворота роликов 22 и 23. Выступ 42 на подвижиой каретке контактирует с концевым выключателем 43 после памотки шаблона. Рукоятка 44 служит для вывода поводка из канавки барабана, а пружина 45 предназначена для поджатия поводка к барабану.
Полуавтомат работает следующим образом.
Перед началом работы на свободный конец наматываемого провода 4 надевается необходимое количество изоляционных трубок 31, конец провода пропускается между роликами 22 и 23, далее провод проходит через раскладывающий ролик 6 и крепится в первом ручье 3 шаблона 2. На счетчике 19 числа витков набирается программа, соответствующая числу витков в катушках наматываемых секций.
Вращение от электродвигателя 32 через клиноременную передачу 33 передается на шпиндель 1 и шаблон 2. Вместе со шпинделем врашается водило 16. После намотки в первом рзчье 3 шаблона 2, установленного на счетчике 19 числа витков, подается сигнал, от которого через промежуточное реле срабатывает электромагнит 18 и, поворачивая вокруг неподвижной оси 34 коромысло 17, передвигает по шпинделю вправо
водило 16, ролик 35 которого входит в зацепление с крестовиной 15. После поворота крестовины 15 на одно деление под действием пружипы 21 водило 16 выходит из зацепления с крестовиной. При повороте
крестовины 15 на одно деление через шестерни 14 и 13 поворачивается на пол-оборота барабана 11. При повороте барабана 11 поводок 7, двигаясь по канавке 10, передвигает каретку 8 по направляющим 9 вместе с раскладывающим роликом 6, направляющим роликом 12 и подающими роликами 22 и 23 на величину шага ручья шаблона и переводит провод в следующий ручей шаблона. Одновременно при срабатывании
электромагнита тяга 20 поворачивает рычаг 36 счетчика 19 и восстанавливает набранную на счетчике программу, которая ведет отсчет витков в следующем ручье шаблона.
При повороте крестовины 15 на одно деление через шестерни 14, 13 и 30 поворачивается на один оборот кулачок 29 и, передвигая золотник 37 пневмоклапана 28 вверх, перепускает сжатый воздух в нижнюю часть цилиндра 27. Порщень 26 идет вверх и тянет за собой рейку 25, которая поворачивает вокруг оси шестерню 38 и ролик 22. Вместе с роликом 22, встречно ему, от шестерен 39 и 40 поворачивается вокруг
оси и ролик 23. При повороте вокруг оси прижатые друг к другу ролики 22 и 23 захватывают и проталкивают между собой одну из надетых на провод трубок 31, которая, двигаясь вместе с проводом, гюпадает на межкатушечный переход. После проталкивания между собой первой трубки подающие ролики 22 и 23 поворачиваются в обратную сторону и в случае захвата второй трубки возвращают ее обратно и удерживают до следующего поворота роликов. Поворот в обратную сторону подающих роликов 22 и 23 производится при ходе порщня 26 вниз. Движение поршня 26 вверх и вниз осуществляется за один оборот кулачка 29. Ход поршня 26, а значит и угол поворота роликов 22 и 23 регулируются винтом 41 и зависят от длины подаваемых трубок 31. После намотки всех ручьев шаблона выступ 42 подвижной каретки 8 нажимает на концевой выключатель 43 и выключает привод станка. Поводок 7 подвижной каретки рукояткой 44 вручную выводится из канавки 10, и каретка 8 возвращается в исходное
положение, где под действием пружины 45 поводок 7 снова вводится в канавку 10 кулачка 11.
Благодаря тому, что электромагнит, получив сигнал от программного счетчика
числа витков, одновременно с включением
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления электрических катушек | 1983 |
|
SU1220021A1 |
| Станок для изготовления электрических катушек | 1971 |
|
SU499598A1 |
| Станок для обмотки статоров электрических машин | 1971 |
|
SU519089A1 |
| Станок для намотки статоров | 1983 |
|
SU1156200A1 |
| Устройство для намотки полых якорей электрических машин | 1986 |
|
SU1436204A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
| Станок для изготовления обмотки статоров электрических машин | 1983 |
|
SU1103327A1 |
| Многослойная электрическая катушка с витками прямоугольной формы и без межслойной изоляции | 1959 |
|
SU132340A1 |
| Станок для намотки якорей коллекторных электрических машин | 1980 |
|
SU877718A1 |
| Станок для намотки секций обмотки электрических машин | 1975 |
|
SU613451A1 |
