(54) СПОСОБ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ
1
Изобретение относится ж обработке металлов резанием и может быть использовано во всех случаях, где применяется электроприводной инструмент.
Известны оптические устройства и адаптивные системы, позволяющие судить о степени износа режущего инструмента в процессе обработки .
Недостатками этих устройств и систем являются сложность и дороговизна, в результате чего средствами контроля износа релсущей кромки оснащают малое число станков, преимущественно экспериментальных.
Цель изобретения - повыщение надежности контроля путем получения дополнительного сигнала, реагирующего на абразивный износ.
Цель достигается тем, что вычисляют но двум отсчетам, соответствующим максимальному и минимальному импедансу измерительной схемы и сопротивлению токосъемника, силу тока короткого замыкания естественной термопары и устанавливают величину износа по произведению силы тока на терм,о-ЭДС.
Ца фиг. 1 дан станок для осуществления способа; на фиг. 2 - вольт-амперная характеристика естественной термопары;
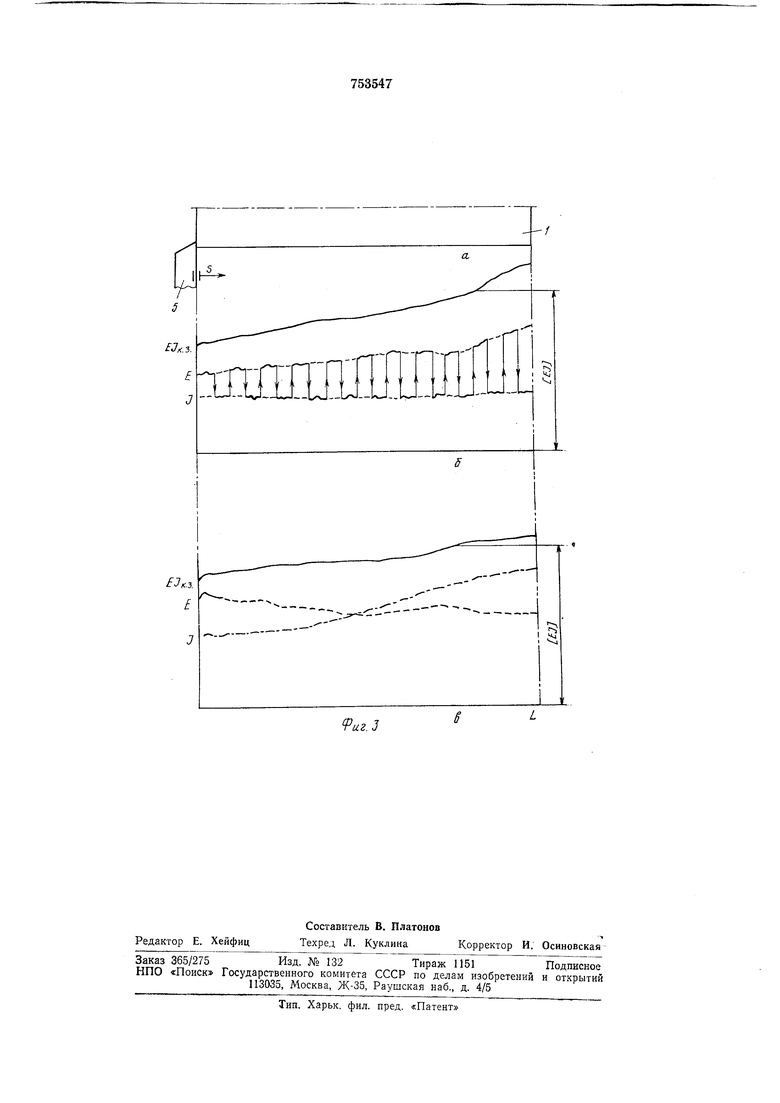
на фиг. 3 - оспиллогр.аммы тока и напряжения.
Обрабатываемая деталь 1 закреплена в патроне 2 и заднем центре 3 станка 4, 5 резец 5 закреплен с использованием изолирующих прокладок 6. Через токосъемник 7 и измерительную схему обрабатываемая деталь электрически соединена с резцом 5. Во время резания между обрабатываемой деталью 1 и резцом 5 возникает естественная термопара, а в указанном контуре - электрический ток. Резисторы схемы выбраны так, что мало (доли Ома), а .2 изменяется от нуля до максимальной величины (нескольких кОм). При R2, равном максимуму, показания милливольтметра .nV-, практически равпы ЭДС естественной термопары, а при через схему течет максимальный ток (/тяч ), при этом показания милливольтметра mVo пропорциональны /тах а /77V, - снижаются ДО некоторого минимума (L/min } (фиг. 2). AG - истинная вольт-амперная характеристика, отсекающая на оси координат (напрялсе25 1пя) отрезок, равный ЭДС термопары, а на оси абсцисс (тока) - силу тока корот:.ого замыкания (/к-,-,.). Мз-за наличия токосъемника с собственным сопротивлением RT, экспериментально получаемая вольтамнерная характеристика проходит нод большим, чем истинЕ1ая, (углом к оси абсцисс (). В силу этого получаемые с помощью схемы точжи, соответствующие максимальному А и минимальному В имиедансу схемы ( тах и 2 0), прииадлежат прямой АС. Из-за невозможности снизить до нуля сопротивление нроводов, клемм и т. д. при точка В несколько отстоит от точки С. Следовательно, между двумя отсчетами А и В лежит все множество экспериментальных точек, характеризующих вольт-амперную характеристику термопары. Однако для определения всех параметров естественной термопары как источника электрического напряжения достаточно иметь два отсчета (А и В) и соответствующие значения тока и напряжения. 11 - -F- t/--l i I/ - min --т Из фиг. 2 очевидны соотношения (закон Ома): . /к.з ГГ р / - Аттах ( численно равно tgp), а иско.мое произведение: -С/1п1|1 - Во время работы станка контроль нзноса инструмента осуществляют следующим образом. В период обточки обрабатываемой детали 1 (фиг. 3, а) резцом 5 непрерывно-попеременно регистрир уют ЭДС естественной термопары п ток /max. Это соответствует т. Л и 5 вольт-амперной характеристики естественной термопары (рис. 2). Переход от измерения Е к измерению /,,.ах осуществляют из.меие11ием величины сопротивления резистора 2 (фпг. 1), что условно показано стрелками на фиг. 3, б. Вертикальные линии со стрел:ками (фиг. 3, б) отделяют период измерения ЭДС от периода измерения силы тока. Частота перехода от измерения ЭДС IK измерению тока определяется конкретными условиями обработки: длиной прохода, количеством проходов, обрабатываемостью материала детали, требуемой надежностью обработки и т. п. Непрерывно регистрируемые значения Е и / m ах в зависимости ОТ длины прохода L позволяют в соответствии с приведенной методикой вычислять произведение EI,,,,. В начальный момент, когда износ резца отсутствует, величина этого произведения минимальна. По мере резания (увеличения L) растет износ, что сказывается на фиксируемых текущих значениях Е и /max (и произведении - /к.з) В зависимости от характера износа вид зависимостей (L) и /max 1 (/-) будет различным. В случае преобладания адгезионного износа резца растет температура контакта резец - обрабатываемая деталь и, как следствие, увеличивается ЭДС Е естественной термопары (фиг. 3, б). Сила тока при этом либо незначительно растет, либо остается на прежнем уровне, когда износ отсутствовал. В случае, когда преобладает абразивный износ, сопровождающийся увеличением фактической площади контакта резца с обрабатываемой деталью, ЭДС Е уменьшается, в то время как регистрируемый ток растет (фиг. 3, в). Однако п в том и в другом случаях вычисляемое произведение /« з. оказывается монотонно возрастающей функцией износа резца. Задают некоторое значение этого произведения - Е/.з., по достижении которого происходит прекращение резания и дается команда на смену инструмента, т. е. работа прекращается при достижении заданного уровня износа инструмента. Вычисление произведения .-л. на основе текущих значений Е и /„lax осуществляют обычными средствами (например микропроцессором системы управления станка). Формула изобретения Способ контроля износа режущей кромки ипстру.мента в процессе резания с использованием термо-ЭДС, отличающ и и с я тем, что, с целью повышения надежности контроля путем получения дополнительного сигнала, реагирующего па абразивпый износ, вычисляют по двум отсчетам, соответствующим максимально.му и минимальному импедансу измерительиой схемы и сопротивлению токосъемника, силу тока короткого замыкания естественной термопары и устанавливают величину износа по ироизведению силы тока на термо-ЭДС. Источник информации, принятый во внимание при экспертизе: 1. Балакшин Б. С. и др. Адаптивное управление станка.ми. «Машипостроеиие, 1973, с. 306-310.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля износа режущей кромки инструмента | 1986 |
|
SU1371786A1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2737660C1 |
| Способ тарирования естественной термопары резец-деталь | 2022 |
|
RU2792519C1 |
| Способ тарирования естественной термопары резец-деталь | 2020 |
|
RU2734315C1 |
| Способ тарирования естественной термопары сверло-заготовка | 2024 |
|
RU2833303C1 |
| Способ измерения температурных и силовых параметров в процессе резания при точении | 2022 |
|
RU2796970C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2737658C1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2021 |
|
RU2765045C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2755620C1 |