Изобретение относится к области обработки металлов резанием, а именно к исследованию температурного состояния процесса резания при сверлении методом естественно образующейся термопары, и может найти свое применение в инструментальной промышленности.
Известен способ измерения температуры резания металлов (А.с. СССР №152327, МПК G01; 42i, 880. Бюл. №24, 1962 г. Аналог) принцип работы которого заключается в том, что режущую пластинку из твердого сплава изолируют от корпуса сверла прокладками, поверхность корпуса сверла покрывают изолирующим составом, а место холодного спая выносят из зоны нагрева и изолируют обрабатываемую деталь от станка. Это позволяет повысить точность измерения температуры резания путем устранения влияния паразитных термоэлектродвижущих сил.
Данный способ имеет следующие недостатки:
1. Для самоцентрирования твердосплавной пластинки необходимо предварительно изготовить отверстие, либо дополнительно применить текстолитовую кондукторную втулку что влечет к дополнительным затратам, которые связаны с подготовительными операциями.
2. В теле корпуса сверла изготавливается дополнительное отверстие для установки контактного столбика и пружины, что может вызвать снижение жесткости корпуса, при возникновении большого крутящего момента, например, при сверлении труднообрабатываемых сплавов.
3. Для проведения экспериментальных исследований с использованием различных твердосплавных пластинок, в зависимости от их химического состава, необходимо дополнительно изготавливать и столбик, для исключения влияния паразитных термо-ЭДС, что влечет к дополнительным материальным затратам.
4. Для снятия электродвижущей силы с вращающейся твердосплавной пластинки, на корпус сверла насаживают медное токосъемное кольцо, изолированное от корпуса текстолитовыми дисками. Кольцо скрепляют с дисками при помощи винтов, а съем электродвижущей силы с кольца производят при помощи щеток. Концы проводов от щеток и обрабатываемой детали присоединяют к клеммам регистрирующего прибора, однако данный способ съема электродвижущей силы применим при условии, что процесс сверления осуществляется, например, на фрезерном станке при отсутствии поступательного осевого перемещения сверла, осуществляющего подачу, так как эту задачу выполняет стол фрезерного станка. Поскольку в большинстве случаев процесс сверления осуществляется на сверлильных станках, при котором подача осуществляется шпинделем, с установленным в нем сверлом, необходимо разработать дополнительное приспособление, позволяющее производить передачу электродвижущей силы при вращательном, возвратно-поступательном перемещении сверла к неподвижному милливольтметру, обеспечив при этом постоянный электрический контакт, также данный способ не позволяет использовать сверла с внутренними каналами для подвода смазочно-охлаждающих технологических средств (СОТС).
Известен способ измерения температуры резания при сверлении (А.с. СССР №1076199, МПК В23В 25/06. Бюл. №8, 1984. Аналог), принцип работы которого заключается в том, что разработана специальная конструкция, имеющая металлический стержень равный диаметру сверла, помещенный в диэлектрическую втулку, которая препятствует возникновению дополнительных термо-ЭДС на периферии сверла.
Применяют данный способ в области металлообрабатывающей промышленности.
Недостатками такого способа является низкая виброустойчивость диэлектрической втулки при сверлении, а также сложность фиксации металлического стержня, что приведет в процессе резания к дополнительным вибрациям, нестабильному процессу резания, а, следовательно, и к погрешности измерения. Так же предлагаемый способ имеет расхождение от реальных, присутствующих на производстве условий сверления, где в процессе резания участвуют как режущие кромки сверла, так и периферийная его часть, температурные показатели которой так же представляет научный интерес.
Известен способ измерения температуры резания при сверлении (А.с. СССР №1371783, МПК В23В 25/06. Бюл. №5, 1988. Аналог) позволяющий повысить точность измерения термо-ЭДС при помощи металлического стержня, который зафиксирован в диэлектрической втулке, в котором имеется отверстие, равное ширине перемычки, в результате чего исключается влияние на температурные показатели процесса резания периферийной части сверла и перемычки.
Применяют данный способ в области металлообрабатывающей промышленности.
Недостатком такого способа является низкая жесткость конструкции из-за наличия диэлектрика, что может привести к возникновению вибраций в процессе резания, так же данный способ не дает возможность в полной мере изучить температурное состояние процесса резания т.к. в условиях производства, как правило, не представляется возможным исключить участие перемычки и периферийной части режущего инструмента при сверлении, следовательно данные полученные представленным способом подходят исключительно для специфических задач и исключают широкое применение.
Известен способ измерения ЭДС резания (Патент РФ 2149745, B23Q 17/09, опубл. 27.05.2000 г. Аналог) который позволяет повысить точность измерения температуры резания при сверлении методом естественной термопары, путем нанесения на режущий инструмент слоя диэлектрического (алмазного) покрытия, что позволяет изолировать периферийную часть сверла а так же поочередно изолировать переднюю и заднюю поверхности, тем самым ограничивая электрический контакт обрабатываемой заготовки и режущего инструмента что в свою очередь позволяет исключить влияние паразитных термо-ЭДС и повысить точность измерения.
Областью применения способа является металлообрабатывающая промышленность.
Недостатком данного способа является сложность и дороговизна нанесения диэлектрического (алмазного) покрытия, связанная с изготовлением алмазного порошка, использованием дополнительного оборудования и дороговизной самого алмазного покрытия, так же возникают дополнительные сложности в контроле толщины покрытия, что особенно важно на периферийной части режущего инструмента. Известно, что угол образующей обратного конуса сверла равен 1°38'28'' (в зависимости от типа сверл, значения могут отличаться) в связи с чем возникают трудности в нанесении равномерного, тонкого слоя диэлектрического покрытия из-за малой величины зазора между периферийной частью сверла и обработанным отверстием, таким образом толщина, неравномерность нанесения и прочность алмазного покрытия может привести к заклиниванию инструмента, а также возникновению дополнительного трения и вибраций, что приведет к дестабилизации процесса резания, дополнительному теплообразованию, следовательно и к погрешности измерения, а также к снижению качества обработанной поверхности.
Наиболее близким аналогом патентуемого изобретения является метод естественной термопары (см. Бобров В.Ф. Основы теории резания металлов - М.: Машиностроение, 1975, с. 144, 145, рис. 106. Прототип), принцип которого заключается в изоляции режущего инструмента и заготовки от станка во избежание паразитных теро-ЭДС. Процесс резания протекающий в условиях плотного контакта режущего инструмента и заготовки служит горячим спаем, холодный спай в свою очередь выносят из зоны нагрева, однако фиксируемые значения таким методом являются средними показателями температуры резания из-за участия в процессе сверления большого количества контактирующих поверхностей, однако данное обстоятельство играет положительную роль, т.к. только в данном случае можно обеспечить необходимые условия резания, приближенные к производственным. Применение в процессе резания смазочно-охлаждающих технологических сред (СОТС) сводит к минимуму влияние периферийной части сверла в образовании температуры, т.к. в отличие от непосредственной зоны резания где большие контактные давления и непрерывно поступающая стружка препятствуют проникновению СОТС, периферийная же часть сверла остается в относительной доступности для смазывающих технологических сред.
Однако автор не дает конкретных рекомендаций по изготовлению установки позволяющей применить метод естественной термопары на процессе сверления и решить задачи, связанные с сложностью передачи электрического сигнала от подвижной части (сверла) к неподвижной части (милливольтметру). Отсутствуют также рекомендации и по изоляции режущего инструмента, т.к. в большинстве случаев диэлектрики имеют низкую твердость по отношению к твердости инструментальной стали, в связи с чем возникает сложность изоляции хвостовой части сверла, т.к. при недостаточной жесткости закрепления режущего инструмента возникают дополнительные вибрации, что неизбежно приведет к погрешности получаемых экспериментальных данных, так же велика вероятность деформации изоляционного материала губками сверлильного патрона, что неизбежно приведет к возникновению электрического контакта инструмента и станка, а следовательно и к возникновению паразитных термо-ЭДС. Неизбежно и проскальзывание сверла в процессе резания, т.к. диэлектрики на основе каучука, полиэтилена, полипропилена, полиамида, и т.д. имеют низкий коэффициент трения, что скажется на качестве проведения экспериментальных исследований, применение же алмазных покрытий приведет к дополнительным затратам на оборудование и материал.
Техническим результатом изобретения является повышение точности измерения термо-ЭДС при сверлении, методом естественно образующейся термопары, при помощи конструкции, которая позволяет обеспечить электрическую изоляцию обрабатываемой заготовки и сверла без снижения жесткости системы СПИД и возникновения дополнительных паразитных термопар, также позволяет применять сверла с внутренним подводом СОТС.
Для реализации представленного способа, процесс сверления осуществляется на токарном станке, который позволяет значительно упростить конструкцию, т.к. нет необходимости применять токосъемник, обеспечивающий непрерывный электрический контакт при вращательном и обратно поступательном движении сверла. В данном способе сверло неподвижно, а поступательное движение осуществляется при помощи суппорта токарного станка, также практически нет ограничений по диаметру используемых сверл и способу подачи СОТС в зону резания.
Это достигается тем, что способ измерения термо-ЭДС при сверлении, включающий закрепление металлической заготовки в патроне токарного станка, при этом металлическую заготовку электрически изолируют от патрона с помощью разрезной диэлектрической втулки, и обработку упомянутой заготовки посредством электрически изолированного от станка сверла, во время которой осуществляют измерение термо-ЭДС с помощью милливольтметра, подключенного соответствующими электрическими проводами к сверлу и к токосъемнику, электрически связанному с упомянутой заготовкой, при этом упомянутое сверло через металлическую втулку и разрезную эбонитовую втулку посредством хомута закрепляют неподвижно на стойке, установленной на суппорте токарного станка, а между кулачками упомянутого патрона и разрезной диэлектрической втулкой устанавливают металлический стакан с диэлектрической прокладкой и разрезной металлической втулкой, при этом токосъемник выполняют с металлическим упором, который располагают с возможностью контакта с металлическим стержнем, соединенным электрическим проводом с упомянутой заготовкой, причем электрический провод, соединяющий милливольтметр с токосъемником, металлический упор, металлический стержень и электрический провод, соединяющий его с заготовкой, выполняют из того же материала, что и металлическая заготовка, а электрический провод, соединяющий милливольтметр со сверлом, выполняют из инструментального материала, при этом связанные с милливольтметром электрические провода размещают в емкости со льдом, также при использовании сверла с внутренними каналами для подачи смазочно-охлаждающих технологических сред (СОТС) используют разрезное кольцо с штуцерами и резиновой втулкой, которое устанавливают на сверле с возможностью подачи СОТС с боковой стороны сверла, или фланец с штуцером и резиновой прокладкой, который устанавливают на торце упомянутой металлической втулки с возможностью подачи СОТС через торец хвостовика сверла.
Отличием данного технического решения от прототипа является тот факт, что металлический стакан, содержащий разрезную металлическую втулку, разрезную диэлектрическую втулку, диэлектрическую прокладку, обеспечивающие электрическую изоляцию металлической заготовки от токарного станка с целью исключения влияния паразитных термо-ЭДС, а также обеспечивающие жесткость системы СПИД и снижение вибраций в процессе сверления, повышают тем самым точность измерения температурного состояния процесса резания, также применение специальной стойки с хомутом и установленными в нем металлической втулки и разрезной эбонитовой втулки, обеспечивают помимо жесткости установи сверла еще и изоляцию от основного оборудования. Применение электрических проводников, изготовленных из инструментального и обрабатываемого материала, обеспечивают снижение влияния паразитных термопар на показания милливольтметра. Также данное техническое решение позволяет проводить исследования температурного состояния процесса резания при сверлении инструментом с внутренним подводом СОТС благодаря наличию разрезного кольца, резиновой втулки и штуцера (при расположении отверстия для подачи СОТС сбоку сверла) и фланца с резиновой прокладкой и штуцером (для использования сверл с расположением канала в торце хвостовика).
Изобретение представлено на чертежах:
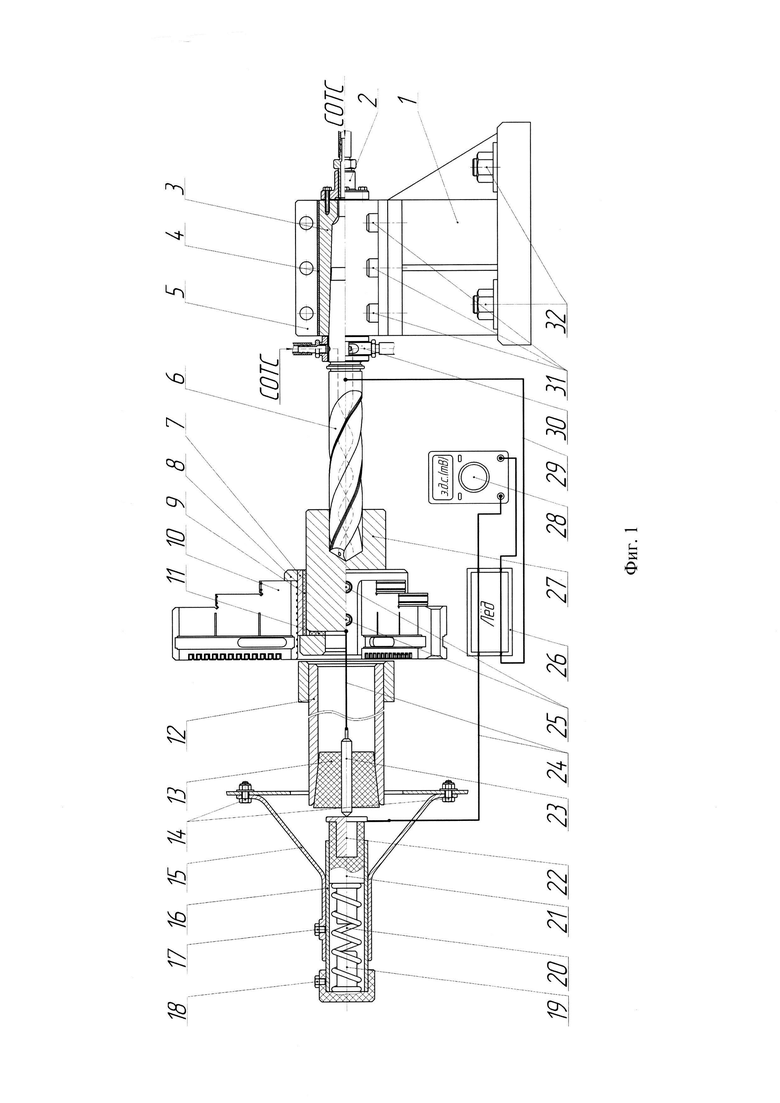
Фиг. 1 - конструктивная схема способа измерения термо-ЭДС при сверлении в осевом сечении и местном разрезе.
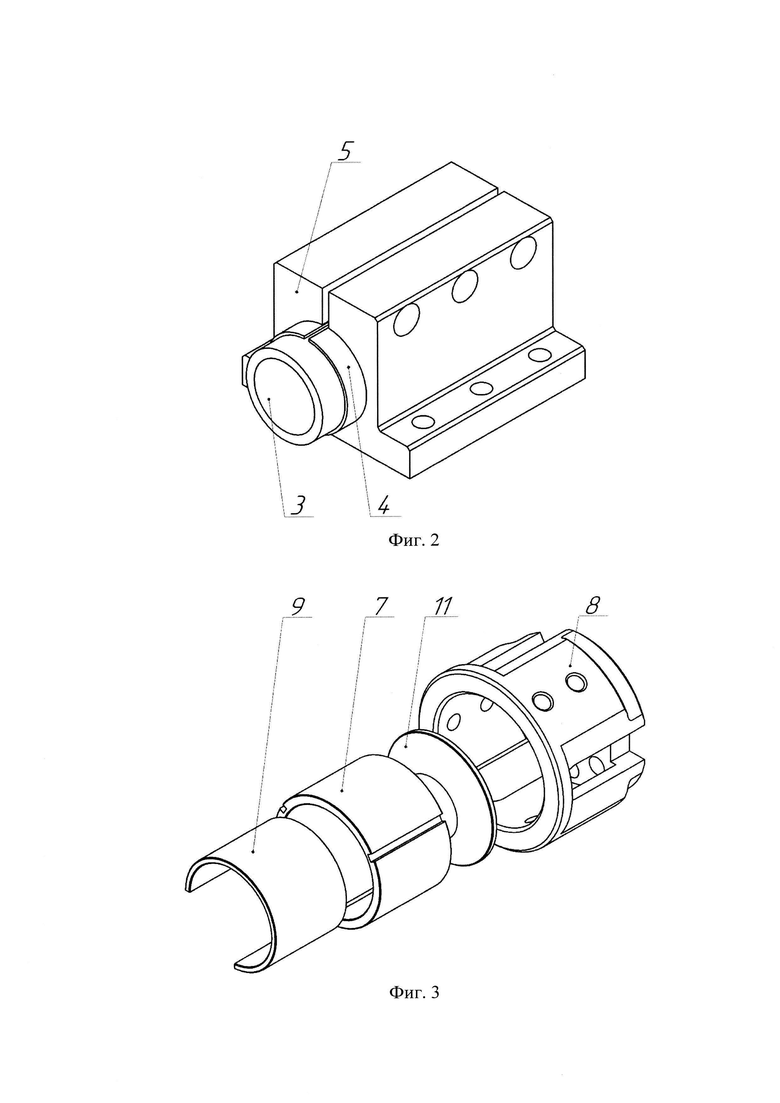
Фиг. 2 - изометрическая проекция хомута, металлической втулки и разрезной эбонитовой втулки.
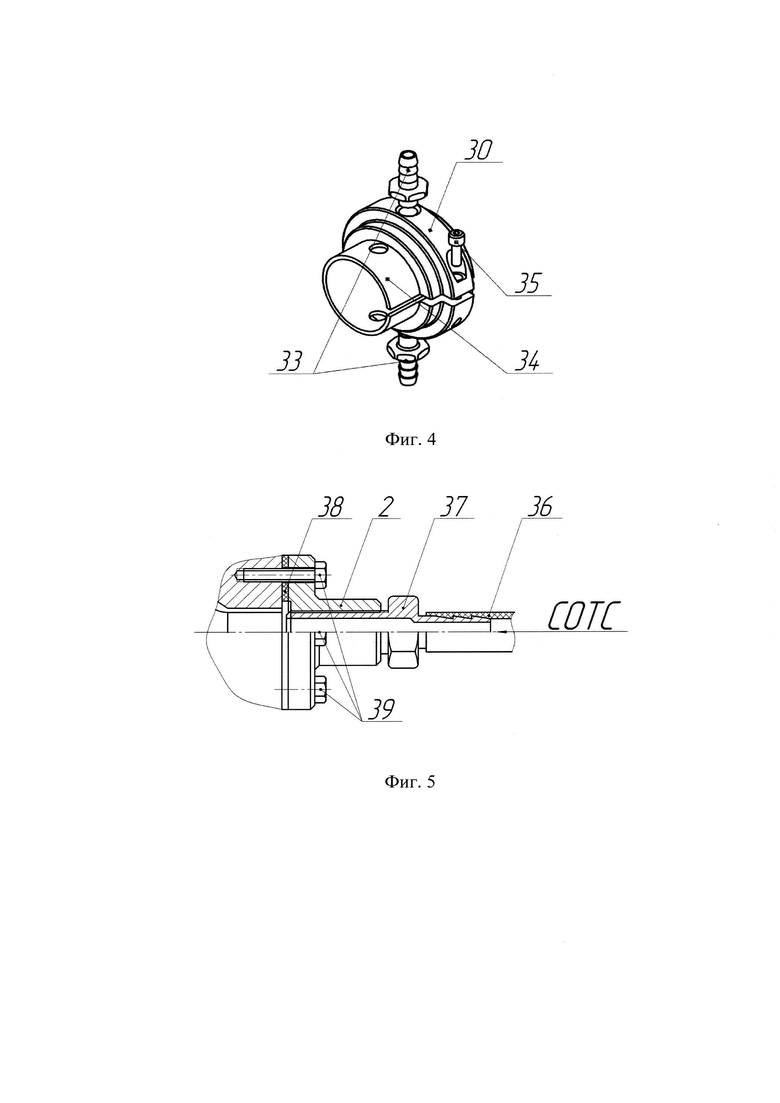
Фиг. 3 - изометрическая проекция металлического стакана, диэлектрической прокладки, разрезной диэлектрической втулки и разрезной металлической втулки.
Фиг. 4 - изометрический вид разрезного кольца для подачи СОТС, резиновой втулки и штуцеров.
Фиг. 5 - фланец для подачи СОТС с резиновой прокладкой и штуцером.
Способ измерения термо-ЭДС при сверлении содержит стойку 1, фланец 2, металлическую втулку 3, разрезную эбонитовую втулку 4, хомут 5, сверло 6, разрезную металлическую втулку 7, металлический стакан 8, разрезную диэлектрическую втулку 9, кулачки токарного патрона 10, диэлектрическую прокладку 11, шпиндель токарного станка 12, эбонитовую коническую втулку 13, фиксаторы 14, кронштейн 15, направляющую втулку 16, установочные винты 17, 18, эбонитовый упор 19, пружину 20, эбонитовую направляющую 21, металлический упор 22, металлический стержень 23, электрический провод 24, винты с потайной головкой и внутренним шестигранником 25, емкость со льдом 26, металлическую заготовку 27, милливольтметр 28, электропровод 29, разрезное кольцо 30, прижимные винты 31, прижимные гайки 32, штуцеры 33, 37, резиновую втулку 34, винт с внутренним шестигранником 35, резиновую трубку 36, резиновую прокладку 38, фиксирующие винты 39.
Принцип работы способа заключается в следующем. Сверло 6 и металлическая втулка 3 во избежание влияния паразитных термо-ЭДС изолировано от токарного станка (на чертеже не указан) при помощи разрезной эбонитовой втулки 4, которая установлена в отверстии хомута 5. Хомут 5 установлен при помощи прижимных винтов 31 на стойке 1, в свою очередь стойка 1, установлена на суппорте токарного станка и зафиксирована при помощи прижимных гаек 32.
Металлическая заготовка 27 установлена в металлическом стакане 8, и изолирована при помощи диэлектрической прокладки 11 и разрезной диэлектрической втулки 9. Для защиты от повреждения разрезной диэлектрической втулки 9 кулачками токарного патрона 10 при фиксации металлической заготовки 27 предусмотрено применение разрезной металлической втулки 7. Для дополнительной фиксации металлической заготовки 27, во избежание проскальзывания во время процесса сверления, предусмотрены винты с потайной головкой и внутренним шестигранником 25. К металлической заготовке 27 припаян электрический провод 24 и соединен с металлическим стержнем 23. Для установки и изоляции металлического стержня 23 предусмотрена эбонитовая коническая втулка 13, установленная в шпинделе токарного станка 12.
Для передачи термо-ЭДС от подвижной металлической заготовки 27 к неподвижному милливольтметру 28 предусмотрен токосъемник, который содержит металлический упор 22, установленный в отверстии эбонитовой направляющей 21, которая в свою очередь поджимается пружиной 20, для постоянного электрического контакта металлического упора 22 и металлического стержня 23. Эбонитовая направляющая 21 с металлическим упором 22, пружиной 20, эбонитовым упором 19 устанавливается в кронштейне 15 и фиксируется установочным винтом 17. Эбонитовый упор 19 фиксируется в направляющей втулке 16 при помощи установочного винта 18. Кронштейн 15 в свою очередь закрепляется на станке при помощи фиксаторов 14.
Во избежание возникновения паразитных термо-ЭДС, электрический провод 24, металлический стержень 23 и металлический упор 22 изготовлены из того же сплава что и металлическая заготовка 27. Процесс резания служит в качестве горячего спая, свободные же концы термопары должны быть стабильно холодными, для этого предусмотрена емкость со льдом 26, в которую погружены электрический провод 24 (изготовленный из обрабатываемого материала) и электропровод 29 (изготовленный из инструментального материала) которые соединяются затем с милливольтметром 28, для регистрации термо-ЭДС. Электропровод 29 припаян к сверлу 6. Для возможности использования сверл с внутренним подводом СОТС, в зависимости от расположения отверстий (в торце хвостовика или сбоку (на шейке сверла)) предусмотрен фланец 2 с штуцером 37, резиновой трубкой 36, резиновой прокладкой 38 и фиксирующими винтами 39, установленными на торце металлической втулки 3. Во избежание электрического контакта металлической втулки 3 и фланца 2, фиксирующие винты 39 изготовлены из диэлектрика. При использовании сверл с внутренними каналами для подачи СОТС, входные отверстия которых расположены сбоку (на шейке сверла), предусмотрено разрезное кольцо 30 с установленными на нем штуцерами 33, фиксация которого производится при помощи винта с внутренним шестигранником 35. Для обеспечения герметичности установки разрезного кольца 30, а также его изоляции от сверла 6, предусмотрена резиновая втулка 34.
Способ работает следующим образом: Стойка при помощи прижимных гаек устанавливается на суппорте токарного станка (на чертеже не показан), затем на стойку устанавливается хомут с расположенной внутри разрезной эбонитовой втулкой для изоляции сверла и металлической втулкой, отверстие которой соответствует конусу Морзе 5, для возможности установки сверл с коническим хвостовиком различных размеров, при помощи подбора переходных конических втулок. Также имеется возможность использовать сверла как с внутренним подводом СОТС, так и без. Для использования сверл с внутренними каналами, в зависимости от способа подачи СОТС (через шпиндель станка (сверлильного, фрезерного) или через кольцо подачи СОТС), предусмотрен специальный фланец (с штуцером и резиновой трубкой), который устанавливается на торце металлической втулки, при помощи фиксирующих винтов. Герметичность системы обеспечивается при помощи резиновой прокладки, установленной между торцовой поверхностью металлической втулки и фланца. Для использования сверл с внутренним подводом СОТС через отверстия, которые расположены сбоку (на шейке сверла), предусмотрено разрезное кольцо с штуцерами и винтом с внутренним шестигранником. Герметичность установки разрезного кольца, а также его изоляция от сверла обеспечивается при помощи резиновой втулки.
В свою очередь изоляцию сверла обеспечивает разрезная эбонитовая втулка (для исключения влияния паразитных термо-ЭДС).
Металлическую заготовку также изолируют от станка. Для этого в металлический стакан устанавливается диэлектрическая прокладка, разрезная металлическая втулка, разрезная диэлектрическая втулка и металлическая заготовка, затем металлический стакан устанавливается в патроне токарного станка (на чертеже не указан) и зажимается кулачками токарного патрона. Кулачки токарного патрона контактируют с разрезной металлической втулкой благодаря наличию пазов в металлическом стакане, зажимая тем самым металлическую заготовку. Также дополнительно производится фиксация металлической заготовки при помощи винтов с потайной головкой и внутренним шестигранником, которые расположены в металлическом стакане во избежание проворачивания металлической заготовки во время сверления. К металлической заготовке припаян электрический провод, на противоположном конце которого припаян металлический стержень. Металлический стержень устанавливается в отверстии эбонитовой конической втулки, а сама эбонитовая коническая втулка установлена в отверстии шпинделя токарного станка. Передача термо-ЭДС от подвижного элемента (металлический стержень) к неподвижному (милливольтметр), производится при помощи электропереходника, содержащего кронштейн, на которой установлена направляющая втулка с эбонитовой направляющей, металлическим упором, пружиной, эбонитовым упором, которые закреплены установочными винтами. Кронштейн закрепляется на станке при помощи фиксаторов.
Также к сверлу припаян электропровод, изготовленный из инструментального материала. Процесс резания служит в качестве горячего спая, свободные же концы термопары должны быть стабильно холодными, для этого предусмотрена емкость со льдом, в которую погружен электрический провод из обрабатываемого материала и электропровод из инструментального материала соединенные с милливольтметром, по которому и производится регистрация термо-ЭДС.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения температурных и силовых параметров процесса резания при рассверливании | 2024 |
|
RU2838795C1 |
| Способ тарирования естественной термопары сверло-заготовка | 2024 |
|
RU2833303C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2737660C1 |
| Способ тарирования естественной термопары резец-деталь | 2020 |
|
RU2734315C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2755620C1 |
| Способ измерения термо-ЭДС при сверлении | 2022 |
|
RU2794907C1 |
| Способ измерения температурных и силовых параметров в процессе резания при точении | 2022 |
|
RU2796970C1 |
| Способ измерения температурных и силовых параметров процесса резания при сверлении | 2023 |
|
RU2812820C1 |
| Способ измерения температурных и силовых параметров в процессе резания при сверлении | 2022 |
|
RU2793004C1 |
Изобретение относится к области обработки металлов резанием и может быть использовано при исследовании температурного состояния процесса резания при сверлении. Способ включает закрепление металлической заготовки в патроне токарного станка, при этом металлическую заготовку электрически изолируют от патрона с помощью разрезной диэлектрической втулки, и обработку упомянутой заготовки посредством электрически изолированного от станка сверла, во время которой осуществляют измерение термо-ЭДС с помощью милливольтметра, подключенного соответствующими электрическими проводами к сверлу и к токосъемнику, электрически связанному с упомянутой заготовкой. При этом связанные с милливольтметром электрические провода размещают в емкости со льдом. Использование изобретения позволяет повысить точность измерения термо-ЭДС при сверлении методом естественно образующейся термопары. 1 з.п. ф-лы, 5 ил.
1. Способ измерения термо-ЭДС при сверлении, включающий закрепление металлической заготовки в патроне токарного станка, при этом металлическую заготовку электрически изолируют от патрона с помощью разрезной диэлектрической втулки, и обработку упомянутой заготовки посредством электрически изолированного от станка сверла, во время которой осуществляют измерение термо-ЭДС с помощью милливольтметра, подключенного соответствующими электрическими проводами к сверлу и к токосъемнику, электрически связанному с упомянутой заготовкой, отличающийся тем, что упомянутое сверло через металлическую втулку и разрезную эбонитовую втулку посредством хомута закрепляют неподвижно на стойке, установленной на суппорте токарного станка, а между кулачками упомянутого патрона и разрезной диэлектрической втулкой устанавливают металлический стакан с диэлектрической прокладкой и разрезной металлической втулкой, при этом токосъемник выполняют с металлическим упором, который располагают с возможностью контакта с металлическим стержнем, соединенным электрическим проводом с упомянутой заготовкой, причем электрический провод, соединяющий милливольтметр с токосъемником, металлический упор, металлический стержень и электрический провод, соединяющий его с заготовкой, выполняют из того же материала, что и металлическую заготовку, а электрический провод, соединяющий милливольтметр со сверлом, выполняют из инструментального материала, при этом связанные с милливольтметром электрические провода размещают в емкости со льдом.
2. Способ по п. 1, отличающийся тем, что при использовании сверла с внутренними каналами для подачи смазочно-охлаждающих технологических сред (СОТС) используют разрезное кольцо со штуцерами и резиновой втулкой, которое устанавливают на сверле с возможностью подачи СОТС с боковой стороны сверла, или фланец со штуцером и резиновой прокладкой, который устанавливают на торце упомянутой металлической втулки с возможностью подачи СОТС через торец хвостовика сверла.
| БОБРОВ В.Ф | |||
| Основы теории резания металлов, М., "Машиностроение", 1975, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| СПОСОБ ИЗМЕРЕНИЯ ЭДС РЕЗАНИЯ | 1998 |
|
RU2149745C1 |
| Способ измерения ЭДС резания при сверлении | 1987 |
|
SU1414506A1 |
| Способ измерения температуры резания при сверлении | 1986 |
|
SU1371783A2 |
| Устройство для измерения удельной термо э.д.с. на режущих кромках инструмента | 1977 |
|
SU686826A1 |
| CN 104889820 A, 09.09.2015 | |||
| ЭЛЕКТРОННО-ЛУЧЕВОЕ ЗАПОМИНАЮЩЕЕ УСТРОЙСТВО | 2016 |
|
RU2652590C2 |

