Изобретение относится к поверхностной обработке деталей, может быть использовано в машиностроительной и других промышленностях. 5
По основному авт.св. № 643305/. известно устройство для галтовки деталей, содержащее барабан, шарнирно установленный на двух опорах-пространственных кривошипах, один из ко- |Q торых связан с приводом, другой кривошип свободно соединяется со станиной . Ось вращения одного кривошипа расположена под углом к оси враще- , ния другого и отстоит на определен- .с ном расстоянии. Кроме того, геометрическая ось вала и подшипника каждого из кривошипов скрещиваются под углом 6-26° и кратчайшие расстояния между геометрическими осями шарни- jQ ров кривошипа и барабана пропорциональны синусам углов наклона их геометрических осей l ,
Недостаток этого устройства заключается в следующем.. 25
Галтовка деталей здесь может осуществляться только в герметически закрытых барабанах или сменных емкостях, т.е. порционно и без подачи абразивной или другой среды в барабан во время работы устройства, в то время как многие детали обрабатываются при непрерывной подаче вспомогательного раствора в барабан и выводе его из барабана.
Целью изобретения является обеспечение подвода и вывода раствора в барабан во время работы устройства, а также возможность обеспечения непрерывного процесса галтовки деталей.
Это достигается тем, что барабан снабжен двумя патрубками со скрещивающимися под углом осями отверстий, расположенными на концах барабана. Патрубки соединены гофрированными гибкими элементами с двумя емкостями: приемной и подающей.
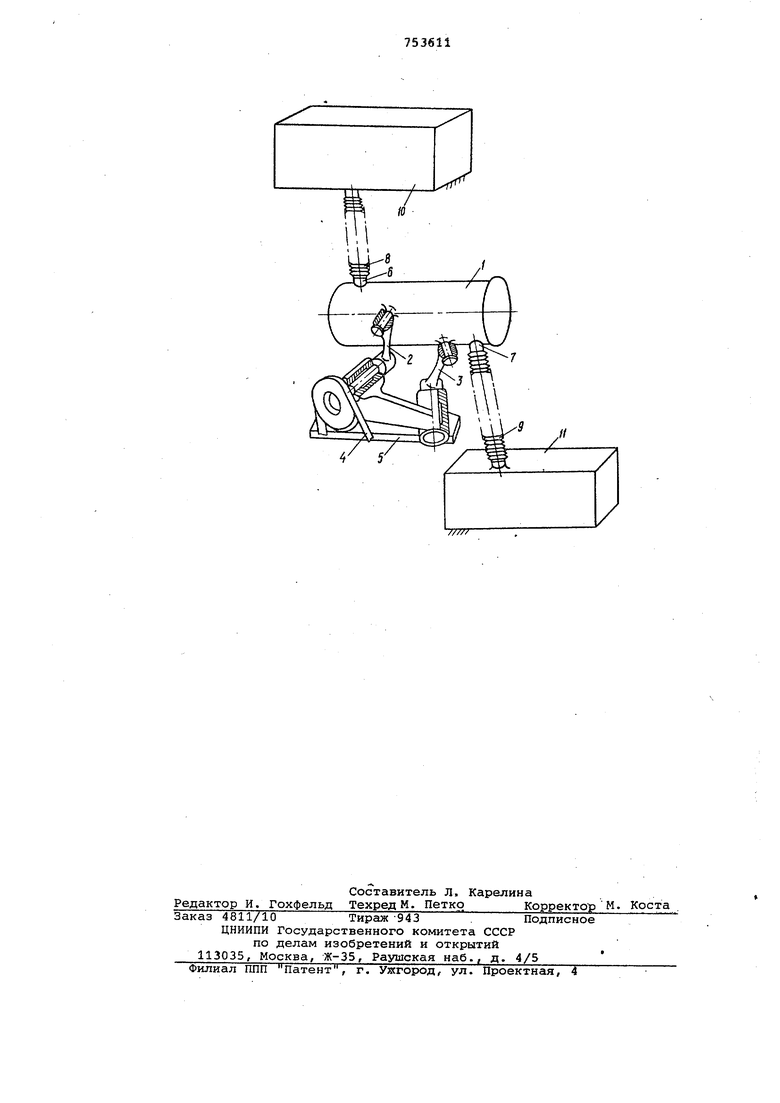
На чертеже изображена схема устройства.
Устройство для галтовки деталей содержит барабан 1, шарнирно установленный на двух опорах-пространст- , венных кривошипах 2 и 3,один из которых связан с приводом, позволяющим получать различные скорости вращения барабана, например клиноременной передачей 4. Кривошип 3 .свободно соединяется со станиной 5. Ось вращения кривошипа 2 расположена к оси вращения кривошипа 3 под углом об и отстоит на определенном расстоянии. Относительное расположение геометрических осей цапф барабана 1 то же, что и ук занных осей вращения кривошипов. Кра чайшие расстояния между .геометрическими осями шарниров кривошипа и барабана пропорциональны синусам угло наклона их геометрических осей. Кроме того, геометрическая ось вала и подшипника каждого из кривошиПов скрещиваются под углом. : Барабан 1 имеет патрубки .6 и 7, герьтетрическйе оси отверстий кото- :, ры|с скрещиваются под углом (60-180) и расположены на концах барабана, С патрубками б и 7 связаны гибкие гоф-ри)рованные (например прорезиненные) шлЬнги 8 и 9. При этом шланг 8 соединен с выходным отверстием подающей емкости 10, где размещается раст вор для поверхностной обработки дета}лей, а шланг 9 - с приемной емкостью 11, куда поступает раствор после обработки деталей в барабане. : Количество поступающей в барабан жидкости можно регулировать двумя способами: либо изменять диаметр шлангов, либо, оставляя неизменный диаметр шлангов,, изменять диаметр . входного и выходного отверстий в пат рубках (например, посредством смен-. Hiix шайб, либо изменением отверстий диaфpaг 1ы), Уровень жидкости, постоянно находящейся в барабане, регулируется углом расположения патрубков. Если угол равен 180, то объем жидкости в барабане минимальный, если угол равен 60°, то коэффициент заполнения барабана жидкостью примерно равен 0,7-0,8 его объема. Необходимый режим галтовки осущес вляется подбором частоты вращения ба рабана диаметров входного и выходно отверстий патрубков и углом располож ния патрубков на барабане. При увеличении диаметра патрубко и шлангов можно производить непреры ную обработку деталей в барабане ка сухим, так и жидким способами, загр жая и разгружая детали непосредстве но через патрубки и шланги. Устройство для галтовки работает следующим образом. От привода вращение через клинореенную передачу 4 передается любому из кривошипов, например 2, который через барабан 1 передает вращение кривошипу 3, при этом кривошип 2 вращается в плоскости, расположенной под углом к плоскости враш.ения кривошипа 3. Следовательно, .барабан 1 с деталями получит сложное пространственное движение, производя интенсивную обработку деталей. Раствор для обработки деталей из емкости 10 через шланг 8 и патрубок б подается в барабан 1, где взаимодействует с деталями и способствует тем самым их лучшей обработке. Вывод раствора и продуктов поверхностного износа осуществляется через патрубок Т, шланг 9 в емкость 11. При непрерывной галтовке детали поступают в барабан и выводятся из него через патрубки и шланги увеличенного диаметра. Ожидаемый технико-экономический эффект изобретения выразится в увеличении интенсификации обработки деталей за счет ввода в барабан соответствующего раствора и в улучшении качества обработки деталей. При использовании галтователя при непрерывном процессе работы увеличивается производительность галтовки за счет отсутствия остановок устройства при загрузке и выгрузке сменных контейнеров. Формул изобретения Устройство для галтовки деталей по авт.св. № 643305, отличающееся тем, что, с целью увеличения интенсификации обработки, барабан снабжен двумя патрубками с rn6KmviH шлангами, соединенными с введeнньпvш в устройство подающей и при- емной емкостями, причем оси патрубков расположены под углом друг к другу. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 643305, кл. В 24в 31/04, 1976,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для галтовки деталей | 1979 |
|
SU812535A1 |
| Устройство для галтовки деталей | 1978 |
|
SU751593A1 |
| Устройство для галтовки деталей | 1978 |
|
SU742114A2 |
| Устройство для галтовки деталей | 1978 |
|
SU730548A2 |
| УСТРОЙСТВО ДЛЯ ГАЛТОВКИ ДЕТАЛЕЙ | 2015 |
|
RU2618301C1 |
| Устройство для галтовки деталей | 1976 |
|
SU643305A1 |
| Устройство для галтовки деталей | 1979 |
|
SU818831A2 |
| Смеситель | 1979 |
|
SU876451A2 |
| МЕШАЛКА ДЛЯ ВЯЗКИХ ЖИДКОСТЕЙ | 2016 |
|
RU2633586C1 |
| Смеситель | 1979 |
|
SU797878A1 |