54)
ШПАЛООПРАВОЧНЬт СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпалооправочный станок | 1979 |
|
SU891449A2 |
| Шпалооправочный станок | 1976 |
|
SU604688A1 |
| ШПАЛООПРАВОЧНЫЙ СТАНОК | 1970 |
|
SU270978A1 |
| Шпалооправочный станок | 1975 |
|
SU549338A1 |
| ШПАЛООПРАВОЧНЫЙ СТАНОК | 1972 |
|
SU352755A1 |
| Шпалооправочный станок | 1978 |
|
SU694375A1 |
| Копировальный станок по дереву | 1936 |
|
SU54134A1 |
| Станок для оправки брусьев и шпал | 1985 |
|
SU1288068A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРУСЬЕВ И ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038947C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
1
Изобретение относится к шпалооправочным станкам и может быть использовано в лесной и деревообрабатывающей промышленности.
Из.вестны шпалооправочные станки, включающие опоры, на которых смонтирована направляющая,каретку с режущим инструментом, соединенную рыча- гами и гидроцилиндрами с опорой раму, на которой закреплены зажимной и поворотный центры fll и 2, ,
Для обеспечения качественной обработки искривленных шпал, реек, поверхностей шпал, имеющих биологичес кие пороки древесины,необходимо обеспечить минимальное расстояние между поверхностью поворотного и зажимного центров, движущихся по радиусу консоли, и лезвием фрезы, при обязательном условии безопасности - невозможности касания фрезой самих центров .
Но так как радиус качания консоли значительно больше радиуса кривизны режущей кромки фрезы, минима.льный зазор обеспечивается только в одной или двух крайних точках режущей кромки фрезы,
Цель изобретения - повышение качества обработки шпал и обеспечение безопасности работы.
Это достигается тем, что питатель снабжен шаблоном, имеющим профиль режущей хромки фрезы, а рама снабжена копиром, взаимодействующим с шаблоном.
Кинематика поворотно-зажимного ус10тройства обеспечивает перемещение поворотного и зажимного центров в рабочем пространстве, перекрывающим зону действия фрезы, копир же при взаимодействии с шаблоном ограничивает ра15бочее пространство поворотного и зажимного центров в зоне действия фрезы в соответствии с профилем фрезы.
Такое конструктивное решение позволяет обеспечить минимальный зазор 20 между поверхностью поворотного и зажимного центров и режущей кромкой фрезы ни всем ее протяжении. Это/ в свою очередь, повышает качество обработки и производительность труда за
25 счет уменьшения случаев переориентации поверхностей шпал относительно фрезы в процессе обработки в зону с меньшими зазорами, повышает безопасность труда за счет исключения случаев поломок фрезы при врезании в поворотный и зажимной центры и связанные с ними выбросы осколков.,
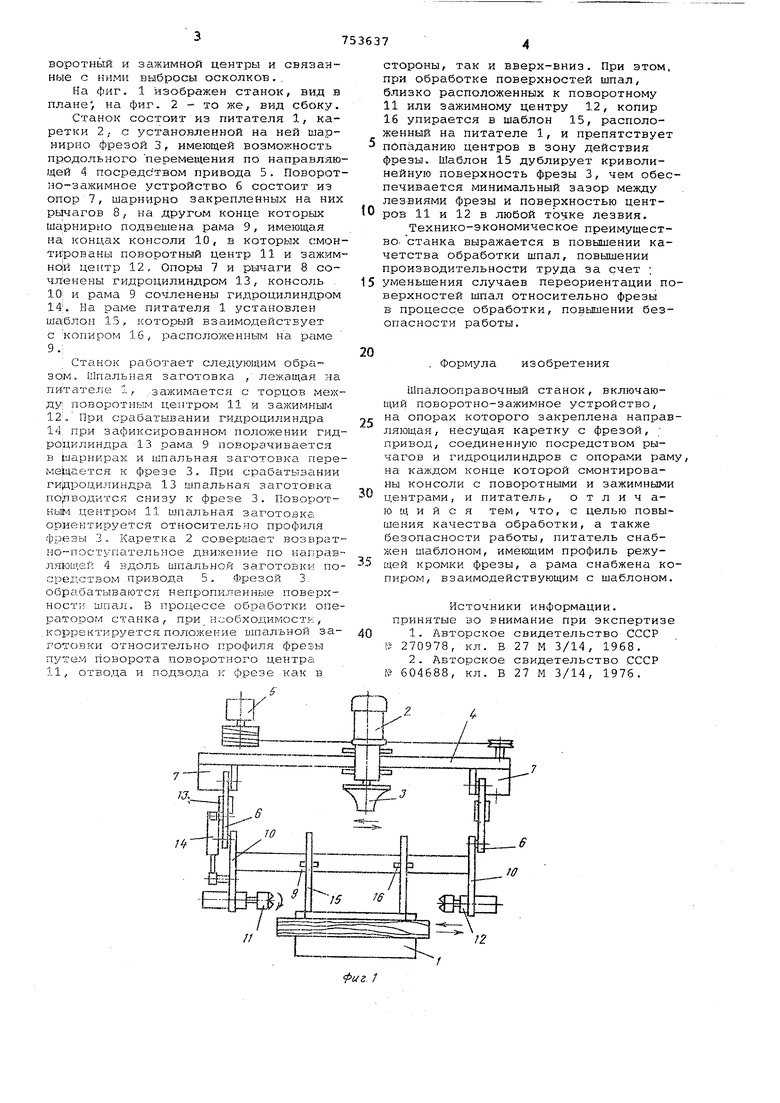
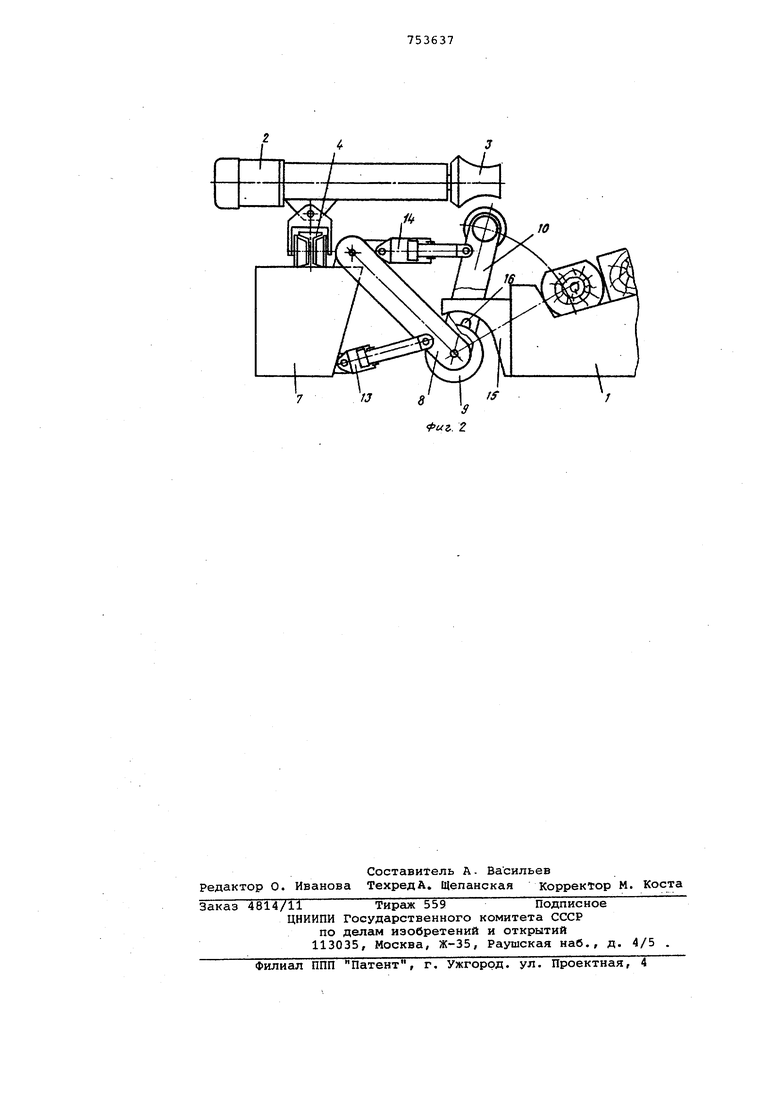
На фиг. 1 изображен станок, вид в плане , на фиг. 2 - то же, вид сбоку.
Станок состоит из питателя 1, каретки 2, с установленной на ней шарнирно фрезой 3, имеющей возможность продольного перемещения по направляющей 4 посредством привода 5. Поворотно-зажимное устройство 6 состоит из опор 7, шарнирно закрепленных на них рычагов 8, на другом конце которьох шарнирно подвешена рама 9, имеющгш на, концах консоли 10, в которых смонтированы поворотный центр 11 и зажимной центр 12, Опоры 7 и рычаги 8 сочленены гидроцилиндром 13, консоль , 10; и рама 9 сочленены гидроцилиндром 14. На раме питателя 1 установлен шдбло 15, который взаимодействует с копиром 16, расположенным на раме 9.;
Станок работает следующим образом. Шпальная заготовка , лежащая на питателе 1, зажимается с торцов между поворотным центром 11 и зажимны 12, При срабатывании гидроцилиндра 14: при зафиксированном положении гидроцилиндра 13 рама 9 поворачивается в Гарнирах и шпальная заготовка перемещается к фреза 3. При срабатызгьнии гидроцилиндра 13 шпальная заготовка подводится снизу к фрезе 3. )отный центром 11 шпальная заготовка ориентируется относительно профиля фрезы 3. Каретка 2 совершает возвратно-поступательное движение по направляющей 4 вдоль шпальной заготовки посредством привода 5, Фрезой 3, обра.батываются непропиленные поверхност -; шпал. В процессе обработки оператором станка, при необходимости, корректируется положение шпальной заготовки относительно профиля фрезы путем поворота поворотного центра 11, отвода и подвода к фрезе как в
стороны, так и вверх-вниз. При этом, при обработке поверхностей шпал, близко расположенных к поворотному 11 или зажимному центру 12, копир 16 упирается в шаблон 15, расположенный на питателе 1, и препятствует 5 попаданию центров в зону действия фрезы. Шаблон 15 дублирует криволинейную поверхность фрезы 3, чем обеспечивается минимальный зазор между лезвиями фрезы и поверхностью центO ров 11 и 12 в любой точке лезвия.
Технико-экономическое преимущество- станка выражается в повышении качетства обработки шпал, повЕлшении производительности труда за счет ;
5 уменьшения случаев переориентации поверхностей шпал относительно фрезы в процессе обработки, повышении безопасности работы.
, Формула изобретения
Шпалооправочный станок, включающий поворотно-зажимное устройство, на опорах которого закреплена направляющая, несущая каретку с фрезой, ; приводд, соединенную посредством рычагов и гидроцилиндров с опорами рам на каждом конце которой смонтированы консоли с поворотными и зажимными центрами, и питатель, о т л и ч аю щ и и с я тем, что, с целью повышения качества обработки, а также безопасности работы, питатель снабжен шаблоном, имеющим профиль режуьцей кромки фрезы, а рама снабжена копиром, взаимодействующим с шаблоном.
Источники информации, принятые зо внимание при экспертизе
