Изобретение относится к деревообрабатывающей промышленности.
Известны шпалооправочные станки, имеющие станину со смонтированной lia ней с возможностью перемещения но направляющим кареткой, механизм резания с рабочим органом в виде фрезы, позоротно-зажимные устройства и питатель.
В известных станках рабочий орган имеет возможность двигаться относительно обрабатываемой шпалы вращательно и возвратнопоступательно в вертикальной плоскости. Шнала, установленная на тележке, совершает движение только в горизонтальной плоскости. Вследствие того, что у щпалы радиус кривизны боковых сторон непостоянный, а фреза имеет определенный профиль, получается некачественная оправка шпал, т. е. остается кора, луб, червоточины и т. д., и эти пороки устраняют вручную.
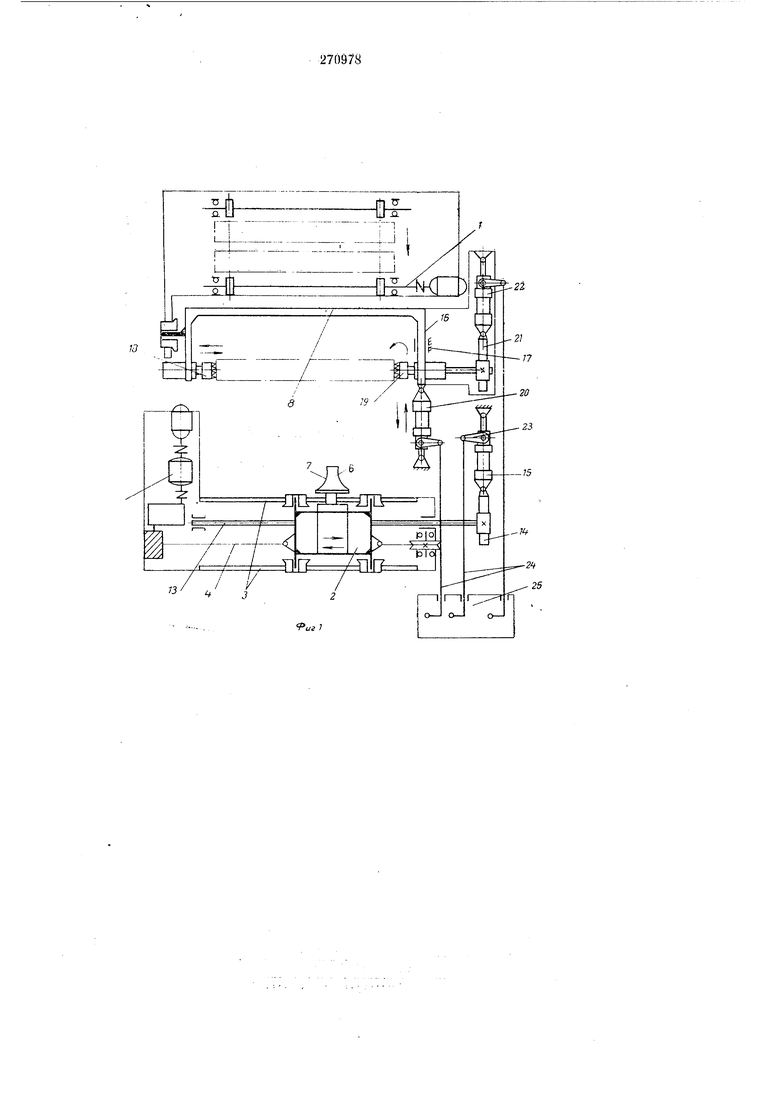
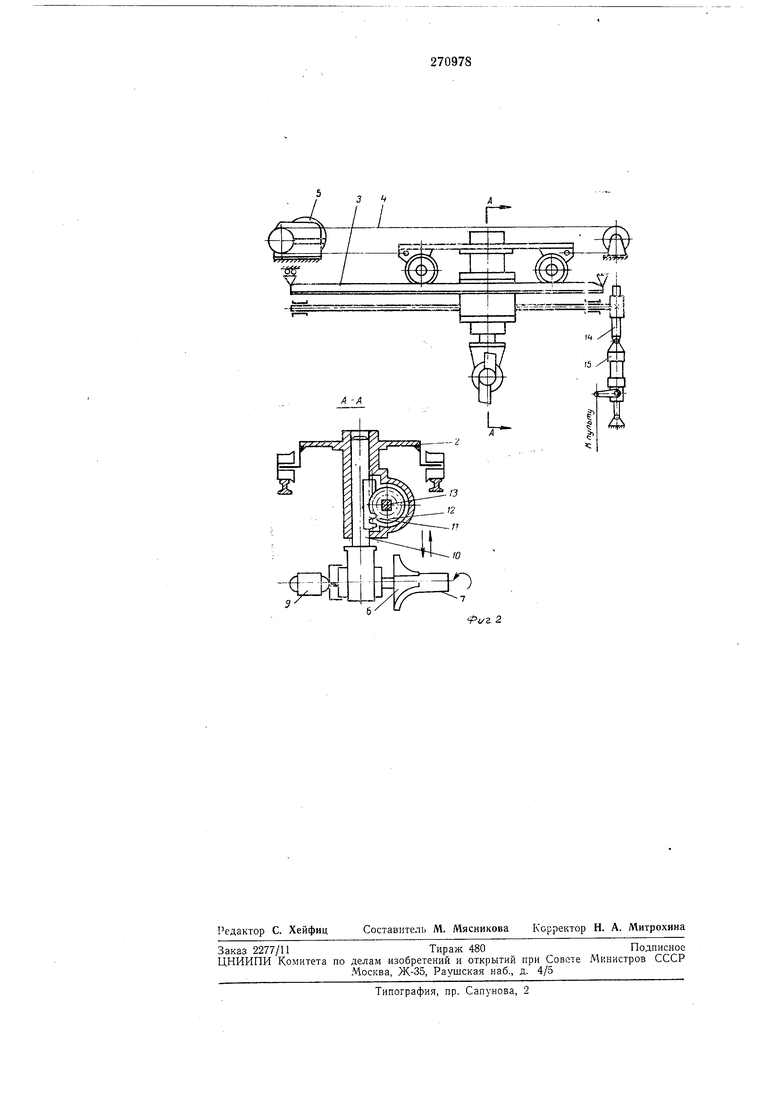
С целью иовышенпя качества обработки шпальных заготовок и обеспечения поворота шпальной заготовки при ее ориентировке относительно рабочего органа, фреза предлагаемого станка установлена на каретке, выполненной с возможностью возвратно-поступательного движения при помощи бесступенчатого регулятора скорости и соединенной посредством реечной передачи с ходовым валиком, а поворотно-зажимное устройство с зажимными поворотньвп центрами, установленными на общей жесткой раме с возмонсностыо перемещения в горизонтальной нлоскости, причем привод надвигания, поворота шнальной заготовки и подвода фрезы выполнен с гидроусилителем. На фиг. 1 изображена принииниальная схема описываемого станка; на фиг. 2 - каретка станка. Стаиок состоит из питателя /, каретки 2,
перемещающейся по направляющим 3 посредством тросо-блочной системы 4 от гидропривода 5, механизма 6 резания с рабочим органом в виде фрезы 7 и поворотно-зажимного устройства 8.
Фреза 7, прпводимая электродвигателем 9, укреплена на штоке 10, на когором смонтирована рейка 11, находящаяся в зацеплении с колесом 12, закрепленным в свою очередь на раме каретки 2. Через колесо 12 проходит ходовой валик 13 квадратного или шестигранного сечения, по которому может свободно перемещаться колесо 12. Ходовой валик /3 посредством, нанример, реечной передачи 14 соединен с гидроусилптелем 15, шток которого
установлен неподвилсно относительно рамы станка.
В качестве гидропривода Я применен бесстуненчатый регулятор скорости-система, состоящая из насоса переменной производительвратно-поступательное движение каретки 2 и возможность реверсировання ее при проходе в любом месте.
Поворотно-зажимное устройство 8 представляет собой жесткую раму 1б, гстановленную в направляющих 17 с возможностью перемещения в горизонтальной плоскости и имеющую смонтированные по концам зажимной 18 и поворотиый 19 центры. Рама 16 соединена с ГРЩроусилителем 20, щток которого закреплен неподвижно относительно рамы стайка.
Поворотный центр 19 посредством реечной передачи 21 соединен с гидроусилителем 22, щток которого установлен неподвижно относительно рамы устройства 8.
Гидроусилители 20 и 22 представляют собой гидравлические следящие приводы ручного управления и имеют рычаги 23 управления, к которым присоединены тяги 24 управления, выведенные на пульт 25 управления.
Станок работает следующим образом. Оператор с пульта управления воздействует иа тягу управления гидроусилителя 20 подводит поворотно-зажимное устройство 8 к питателю /. Шпала, находящаяся на питателе /, зажимается в центрах 18 и 19. Затем устройство 8 со шиалой подается назад к фрезе 7. Оценив визуально иоложение неокоренной стороны шналы относительно фрезы 7, оператор через тягу 24 управления гидроусилителя 22 посредством реечной передачи 21 и поворотного центра 19 поворачивает шпалу в центрах 18 VI 19 и требуемое положение. После этого поворотно-зажимное устройство 8 может быть дополнительно подано к фрезе 7 нли от нее. Через тягу гидроусилителя посредством рейки 8 и колеса 12 производится опускание фрезы и врезание в шпалу иа необходимую глубину.
Одповременно каретке 2 сообщается движёиие вдоль шпалы.
Таким образом нроизводится оправка шпалы. В случае некачественной оправки шпалы с одного прохода (например, не вся поверхность обработана, осталис) следы луба, коры) с помощью гидроусилителей 20, 22 и поворотного центра 19 сообщается вращательное движение шпале и ориентировка ее в необходимое положеиие, после чего описанными выше приемами выбираются оставшиеся пороки.
По окончании окорки центр 18 освобождает шпалу и она отводится в сторону, нанример, транспортером. Затем цикл повторяется.
Предмет изобретения
1. Шпалооправочный станок, содержаод,ий станину, на которой смонтирована с возможностью перемещения по направляющим каретка, механизм резания с рабочим органом в виде фрезы, поворотно-зажимное устройство и питатель, отличающийся тем, что, с целью повышения качества обработки шиальных заготовок, фреза станка установлена на каретке, выполненной с возможностью возвратно-ноступательного движения при помощи бесступенчатого регулятора скорости и соединенной носредством реечной передачи с ходовым валиком.
2. Станок но п. 1, отличающийся тем, что, с целью обеспечения поворота шнальной заготовки при ее ориентировке относительно рабочего органа-фрезы, поворотно-зажимное устройство станка выполнено с зажимными поворотными центрами, установленными иа общей жесткой раме с возможностью перемещения в горизонтальной плоскости, причем привод надвигания, поворота щпальной заготовки и подвода фрезы выполнен с гидроусилителем.
73
Раг ;
2i
17
Puz. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпалооправочный станок | 1979 |
|
SU891449A2 |
| Шпалооправочный станок | 1978 |
|
SU753637A1 |
| Шпалооправочный станок | 1976 |
|
SU604688A1 |
| Шпалооправочный станок | 1975 |
|
SU549338A1 |
| ШПАЛООПРАВОЧНЫЙ СТАНОК | 1972 |
|
SU352755A1 |
| Линия распиловки бревен | 1981 |
|
SU1030158A1 |
| УСТРОЙСТВО для ПАКЕТИРОВАНИЯ РОТОРПЫХ ЛИСТОВ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1972 |
|
SU340356A1 |
| Круглопильный станок для продольной распиловки шпального сырья | 1960 |
|
SU139419A1 |
| Шпалооправочный станок | 1978 |
|
SU694375A1 |
| Устройство для автоматического сверления в шпалах отверстий под наживляемые костыли | 1955 |
|
SU102906A1 |