Как известно, в деталях, подлежащих контровке проволокой, обычно сверлятся сквозные отверсния малого диаметра. Через эти отверстия .и проходит прово иока. Сверление в деталях отверстий малого диаметра сопряжено с большой тратой рабочего времени.
Предлагаемый способ изготовления сквозных отверстий в головках винтов для контровки проволокой имеет своей целью устранить недостатки при сверлении отверст-ий малых размеров.
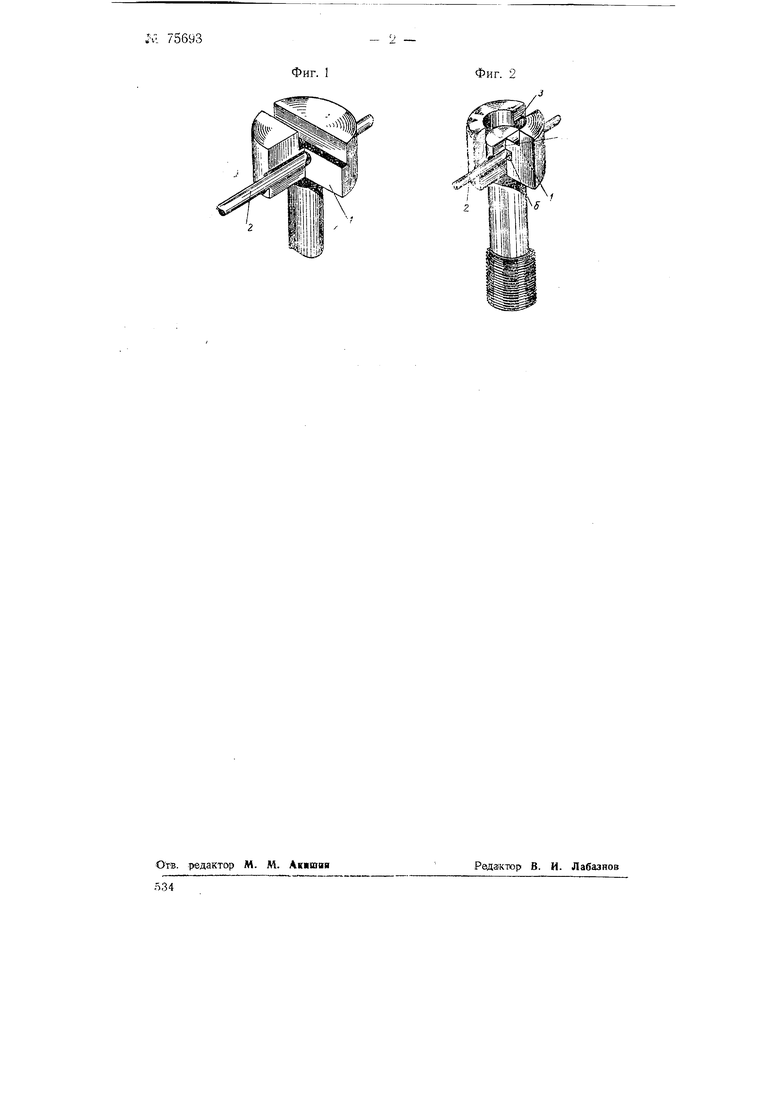
Шлиц 3 для отвертки в головке 1 Бинта (фиг. 1-2) фрезеруется глубже обычного на 1,2-1,5 мм, затем центр головки винта осаживается цилиндрическим пуансоном. Материал головки винта, перемещаясь
под действием пуансона, образует перемычку 4, перекрывающую щ,тиц 3.
Таким образом, вдоль шлица 3 образуется сквозное отверстие, ограиичевное по середине шлица металлам со всех сторон и достаточное для свободного прохода контровочной проволоки 2.
Предмет изобретения
Способ изготовления сквозных отверстий в головках винтов для коитровки проволокой, о т л и ч а ю щ и йс я тем, что щлиц под отвертку в головке фрезеруется глубже обычного, с целью последующего оса;-ливания центральной част1и головки пуансоном для образования перемычки, перекрывающей щлиц.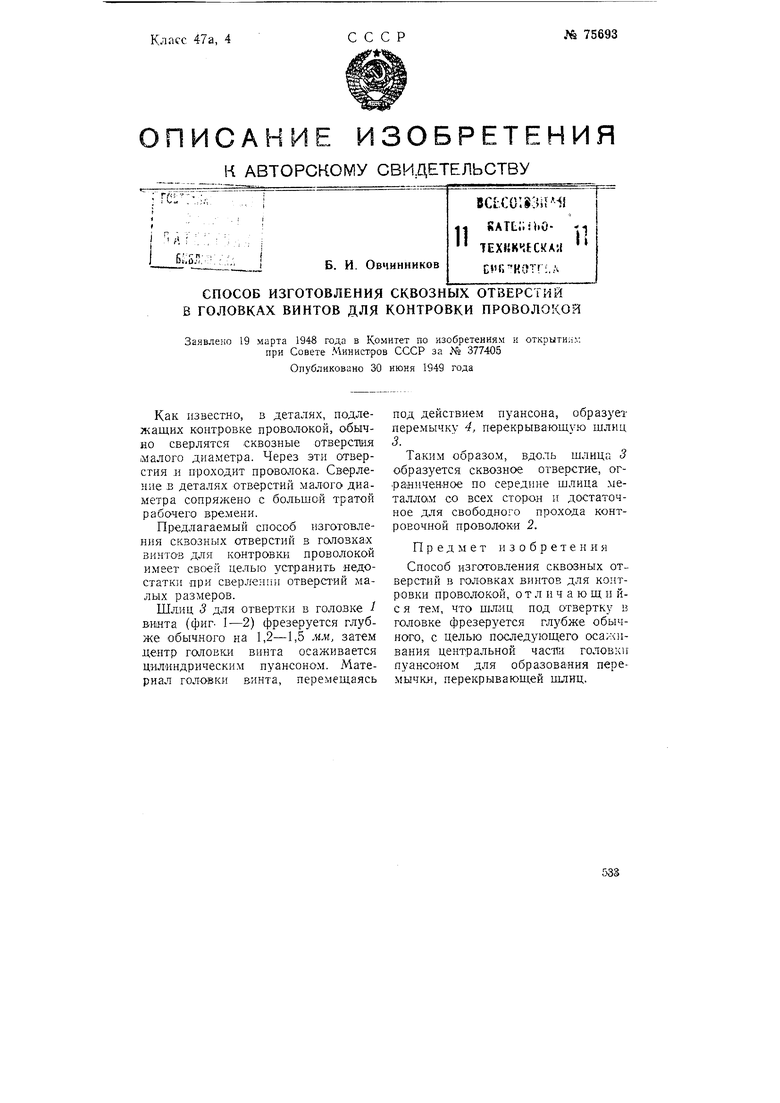
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выполнения сквозных контровочных отверстий, в гранях гаек и т.п. деталей | 1960 |
|
SU134545A1 |
| Механическая отвертка | 1979 |
|
SU821075A1 |
| КОМПЛЕКТ ЭЛЕМЕНТОВ ДЛЯ ПЛОМБИРОВАНИЯ | 1999 |
|
RU2214001C2 |
| ИНСТРУМЕНТ ДЛЯ ОСТЕОСИНТЕЗА | 2002 |
|
RU2234880C1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОГО стопорЕния винтовс помощью ПРОВОЛОКИ | 1973 |
|
SU363821A1 |
| СИСТЕМЫ С ИСПОЛЬЗОВАНИЕМ МНОГООСНОГО КРЕПЕЖНОГО ЭЛЕМЕНТА И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2010 |
|
RU2569710C2 |
| Стяжка ак-1 для соединения элементов мебели | 1975 |
|
SU529309A1 |
| Рабочий орган металлообрабатывающего станка с программным управлением | 1985 |
|
SU1326369A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ЭЛЕМЕНТА | 2006 |
|
RU2395370C2 |
| УСТРОЙСТВО ДЛЯ ОГРАНИЧЕНИЯ КРУТЯЩЕГО МОМЕНТА С ФИКСИРУЮЩИМИ ЗАХВАТАМИ | 2017 |
|
RU2745053C2 |