1
Изобретение относится к станкостроению, в частности к станкам механической обработки давлением, предназначено для изготовления детали из листа и может быть использвано в приборостроительной и электротехнической промьипленности, в условиях единичного и мелкосерийного производства.
Цель изобретения - расширение технологических возможностей, обеспечение опера- циями Н1тамповки.
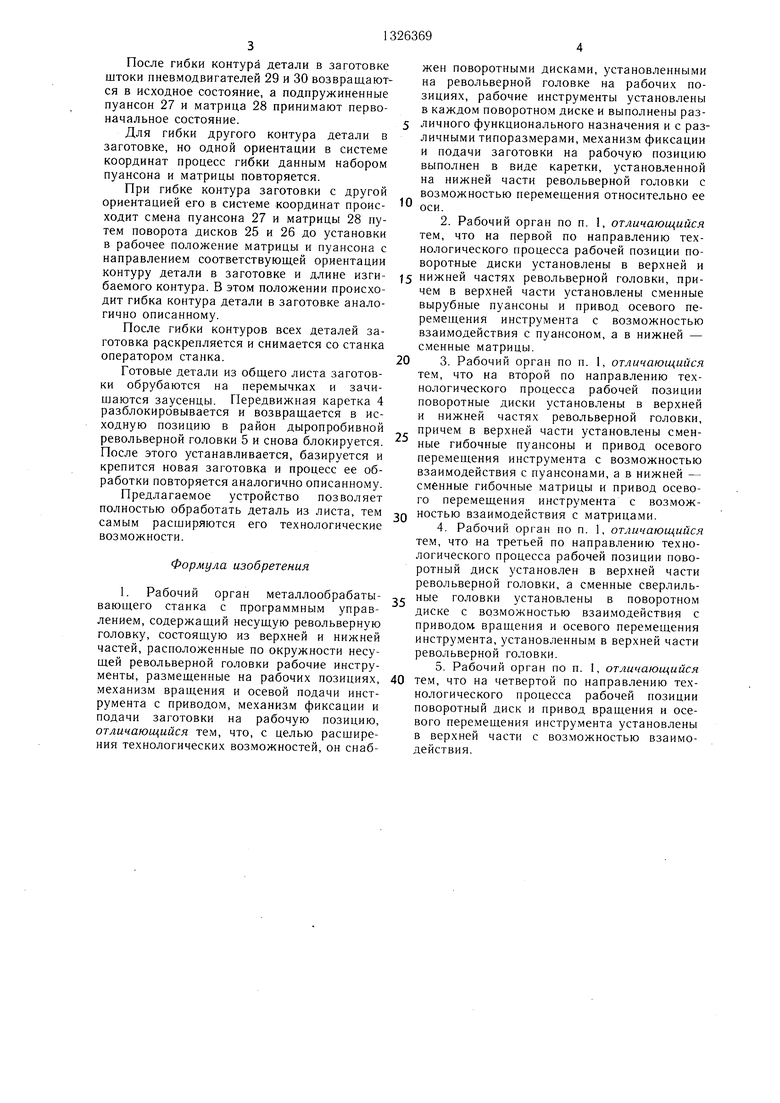
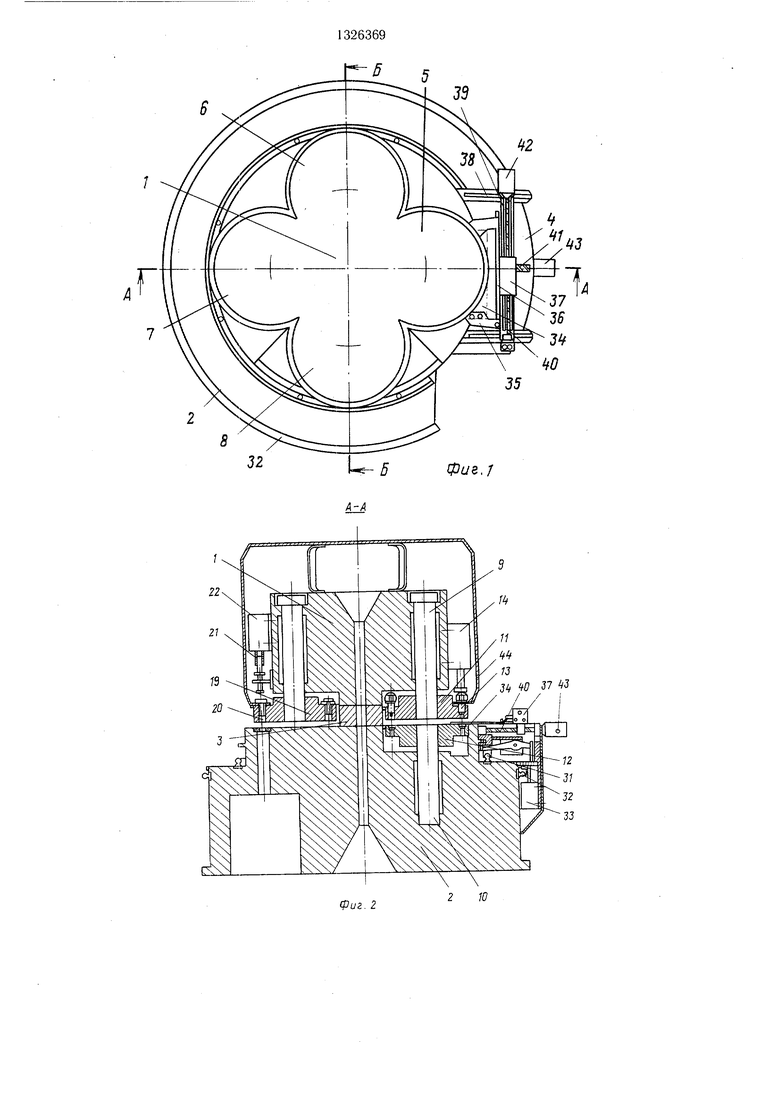
На фиг. 1 изображен рабочий орган станка, вид сверху; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. I.
Рабочий орган металлообрабатывающего Станка с программным управлением содержит верхрпою 1 и нижнюю 2 части корпуса станка, соединенные пластиной 3, передвижную каретку 4 и четыре револьверные головки: дыропробивную 5, сверлильную 6, резьбонарезную 7 и гибочную 8, размещенные в корпусе 3.
Револьверные головки вращаются вокруг своей оси индивидуальными двигателями и стопорятся в требуемом положении узлами блокировки (не показаны).
Дыропробивная головкз 5 состоит из соосно-расноложенных валов 9 и 10с диском пуансонов 11 в верхней части 1 и диском матрицы 12 в нижней части 2. Пуансоны 13 приводятся в движение пневмоприводом 14.
Сверлильная головка 6 состоит из вала, несущего диска 15 сверлильных узлов 16, электромагнитной муфты 17 и электродвигателя 18.
Резьбонарезная головка 7 состоит из вала, диска 19, резьбонарезных узлов 20, электромагнитной муфты 21 и шагового двигателя 22.
Гибочная 1-оловка 8 состоит из соосно- расположенных валов 23 и 24 с несущими дисками 25 и 26 пуансонов 27 и матрип 28. Пуансон и матрица приводятся в движение пневмодвигателями 29 и 30.
Передвижная каретка 4 расположена на монорельсах 31 и 32 нижней части 2 корнуса 3 и перемещается вокруг вертикальной оси станка электродвигателем 33, который закреплен на каркасе каретки.
В верхней части каретки 4 расположен механизм зажима и перемещения 3ai 0- товки 34 для ее обработки. Он состоит из захватов 35, рейки 36 и корпуса 37. Механизм имеет возможность дг.ухкоординатного перемен1ения но направляющим 38 и 39 винтами 40, 4 и шаг овыми двигателями 42 и 43.
Рабочий орган станка работает следующим образом.
В |-незда соответс1-вуюн1.их головок ды- ропробивной, сверлильной, резьбонарезной и |-ибочной устанавливают требуемый для об- )аботки данного набора номенклатуры деталей в заготовке рабочий инструмент.
1326369
2
Затем осуществляют базирование заготовки на передвижной каретке 4 на позиции дыропробивной револьверной головки 5. По программе от пульта УЧПУ срабатыг вает разблокировка верхнего 11 и нижнего 12 дисков дыропробивной головки и осуществляется вращение дисков 11 и 12 до установки требуемых пуансона 13 и матрицы 44 в исходное (рабочее) положение и блокировка верхней и нижней частей дыроtO пробивной головки. В таком положении выполняется п-робивка отверстий одинакового размера или одной формы в заготовке 34 путем нажатия штока пневмопривода 14 на пуансон 13.
15 ,,
При пробивке отверстии другого размера
происходит разблокировка дыропробивной го и вращение дисков 1 и 12 до установки требуемого пробивного инструмента в исходное (рабочее) ноложение и снова выполня 20 ется пробивка отверстий.
После цробивки всех отверстий узлы блокировки передвижной каретки 4 разблокиро- вывают ее, шаговый двигатель 33 перемещает каретку в район сверлильной револьверной головки 6 и вновь узлы блокировки 25 каретки блокируют ее.
Происходит установка необходимого сверлильного инструмента в рабочую позицию и блокировка диска 15. При сверлении отверстия срабатывает электромагнитная муфта 17 ,и прижимает весь узел сверления к диску 15, а вращением узла сверления электродвигателем 18 выполняется сверление отверстия. Затем электромагнитная муфта 17 отключается и подпружиненный узел сверления с инструмента возвращается в исходное состояние.
При сверлении отверстий одного диаметра происходит перемещение заготовки на передвижной каретке, и операция по свер.те- нию отверстий повторяется.
При сверлении отверстий другого диа- 40 метра срабатывает разблокировка сверлильной головки 6 и вращением ее диска 15 устанавливается другой сверлильный инструмент и снова блокируется сверлильная головка. Сверление отверстий другого диаметра выполняется аналогично.
Процесс нарезания резьбы в резьбонарезной револьверной головке 7 осуществляется аналогично сверлению отверстий в сверлильной головке. 6. Однако после выполнения запрограммирванного количества оборотов в одну сторону для нарезания резьбы шаговый двигатель 22 выполняет столько же оборотов резьбонарезного узла 20 в обратную сторону для выхода метчика из заготовки 34.
Для осуществления гибки контура заготовки срабатывают нневмодвигатели 29 и 30, которые своим действием на пуансон 27 и матрицу 28 перемеш.ают их до зажима заготовки и гибки контура детали в заготовке 34.
30
35
45
50
55
После гибки контура детали в заготовке штоки пневмодвигателей 29 и 30 возвращаются в исходное состояние, а подпружиненные пуансон 27 и матрица 28 принимают первоначальное состояние.
Для гибки другого контура детали в заготовке, но одной ориентации в системе координат процесс гибки данным набором пуансона и матрицы повторяется.
При гибке контура заготовки с другой ориентацией его в системе координат происходит смена пуансона 27 и матрицы 28 путем поворота дисков 25 и 26 до установки в рабочее положение матрицы и пуансона с направлением соответствующей ориентации контуру детали в заготовке и длине изгибаемого контура. В этом положении происходит гибка контура детали в заготовке аналогично описанному.
После гибки контуров всех деталей заготовка раскрепляется и снимается со станка оператором станка.
Готовые детали из общего листа заготовки обрубаются на перемычках и зачи- шаются заусенцы. Передвижная каретка 4 разблокировывается и возвращается в исходную позицию в район дыропробивной револьверной головки 5 и снова блокируется. После этого устанавливается, базируется и крепится новая заготовка и процесс ее обработки повторяется аналогично описанному.
Предлагаемое устройство позволяет полностью обработать деталь из листа, тем самым расширяются его технологические возможности.
Формула изобретения
1. Рабочий орган металлообрабатывающего станка с программным управлением, содержащий несущую револьверную головку, состоящую из верхней и нижней частей, расположенные по окружности несущей револьверной головки рабочие инструменты, размещенные на рабочих позициях, механизм вращения и осевой подачи инструмента с приводом, механизм фиксации и подачи заготовки на рабочую позицию, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен поворотными дисками, установленными на револьверной головке на рабочих позициях, рабочие инструменты установлены в каждом поворотном диске и выполнены раз- личного функционального назначения и с различными типоразмерами, механизм фиксации и подачи заготовки на рабочую позицию выполнен в виде каретки, установленной на нижней части револьверной головки с возможностью перемещения относительно ее
оси.
5
2. Рабочий орган по п. 1, отличающийся тем, что на первой по направлению технологического процесса рабочей позиции поворотные диски установлены в верхней и
5 нижней частях револьверной головки, причем в верхней части установлены сменные вырубные пуансоны и привод осевого перемещения инструмента с возможностью взаимодействия с пуансоном, а в нижней - сменные матрицы.
0 3. Рабочий орган по п. 1, отличающийся тем, что на второй по направлению технологического процесса рабочей позиции поворотные диски установлены в верхней и нижней частях револьверной головки, причем в верхней части установлены сменные гибочные пуансоны и привод осевого перемещения инструмента с возможностью взаимодействия с пуансонами, а в нижней - сменные гибочные матрицы и привод осевого перемещения инструмента с возмож0 ностью взаимодействия с матрицами.
4.Рабочий орган по п. 1, отличающийся тем, что на третьей по направлению технологического процесса рабочей позиции поворотный диск установлен в верхней части револьверной головки, а сменные сверлильr ные головки установлены в поворотном диске с возможностью взаимодействия с приводом вращения и осевого перемещения инструмента, установленным в верхней части револьверной головки.
5.Рабочий орган по п. 1, отличающийся 0 тем, что на четвертой по направлению технологического процесса рабочей позиции поворотный диск и привод вращения и осевого перемещения инструмента установлены в верхней части с возможностью взаимодействия.
32
39
2
фиг.7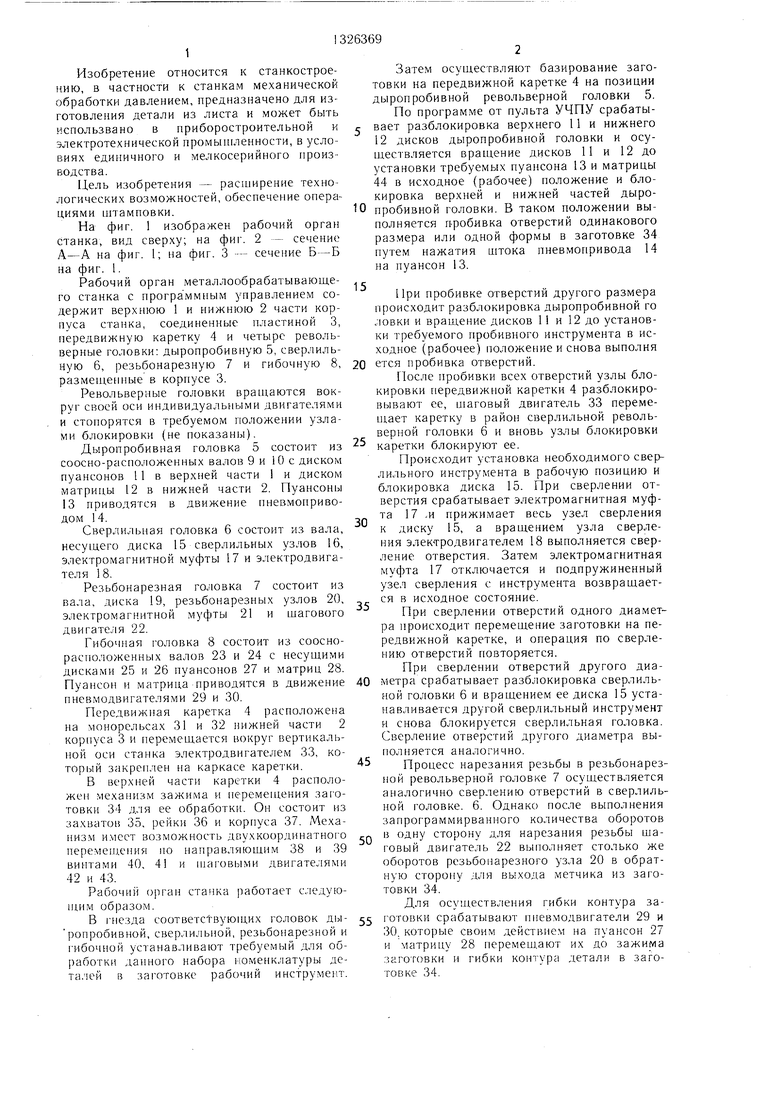
| название | год | авторы | номер документа |
|---|---|---|---|
| Револьверный дыропробивной пресс | 1987 |
|
SU1488067A1 |
| Дыропробивной револьверный пресс | 1985 |
|
SU1286360A1 |
| Дыропробивной револьверный пресс | 1977 |
|
SU674847A1 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| Дыропробивной пресс | 1977 |
|
SU653004A1 |
| Револьверный дыропробивной пресс | 1986 |
|
SU1391775A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Дыропробивной револьверный пресс | 1981 |
|
SU975151A1 |
| Гибкий производственный модуль | 1980 |
|
SU1238723A3 |
| Устройство для смены инструментов на дыропробивном прессе | 1987 |
|
SU1642948A3 |
Изобретение относится к области станкостроения, в частности к станкам механической обработки давлением. Оно предназначено для изготовления детали из листа и может быть использовано в приборостроительной и электротехнической промышленности. Целью изобретения является расширение технологических возможностей. На револьверной головке металлообрабатывающего станка размешены поворотные диски. Диски установлены на рабочих позициях. На каждом поворотном диске размещены инструменты различных типоразмеров. Устройство содержит механизм вращения и Ьсевой подачи инструмента. Данный механизм выполнен в виде пневмодвигателей. Пневмо- двигатели установлены с возможностью взаимодействия с инструментами. При таком выполнении устройства обеспечивается возможность полной обработки деталей из листа (сверление, нарезание резьбы, гибка и т.д.). 4 з.п. ф-лы, 3 ил. ( (I. С о: ьс а о: а ее
фиг. 2
5 - Б{по8ерн1 то)
18
17
сриг.
:
| Дыропробивной револьверный пресс | 1981 |
|
SU975151A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
