1
Изобретение относится к неразрушакяцему контролю материалов и изде- ЛИЙ ультразвуковЕлм методом и может использоваться при дефектоскопии из- g делий преимущественно цилиндрической форки: труб, стержней, прутков и т.п.
Известен способ ультразвуковой дефектоскопии цилиндрических изделий, использующий возбуждение в изделии JQ нормсшьных волн (волн Лэмба) и прием сигнгшов, возникакнцих при взаимодействии их с дефектами изделия Ц.
Недостатком известного способа является малая производительность конт-. , роля (единицы метров в минуту), . связанная с необходимостью относительного вращения изделия и ультразвукового искателя, локальностью зоны конт роля и трудностью создания надежного п акустического контакта.
Наиболее близким техническим решением к изобретению является способ ультразвуковой дефектоскопии изделий,г5 заключаюпшйся в том, -что в контроля- j рувмом изделии возбуждают нормальные волны и принимают отраженные от дефектов сигналы, по параметрам которых судят о состоянии изделия 2 .
Недостатком известного способа является низкая чувствительность к дефектам, ориентированным под углом к фронту падающей волны и малопротяженным дефектам (длина которых близка к длине волны), а также низкая точность контроля, связанная с тем, что на амплитуду распространякядейся в трубе и отраженной от дефекта волны оказывает воздействие, кроме размера дефекта, множество других параметров: материал трубы, разностенность, состояние поверхности и т.д.
Целью изобретения является повышение производительности и точности контроля изделий.
Указанная цель достигается за счет того, что нормальные волны возбуждают через волноводную систе из двух слоев, один из которых жидкий, а другой - твердый, которые располагают вокруг контролируемого изделия, а в качестве параметра отраженных сигналов выбирают амплитуду сигналов, принятых в твердом слое волноводной системы.
На фиг. 1 представлена схема, реализующая способ, вид сбоку; на фиг.2то же, вид сверху.
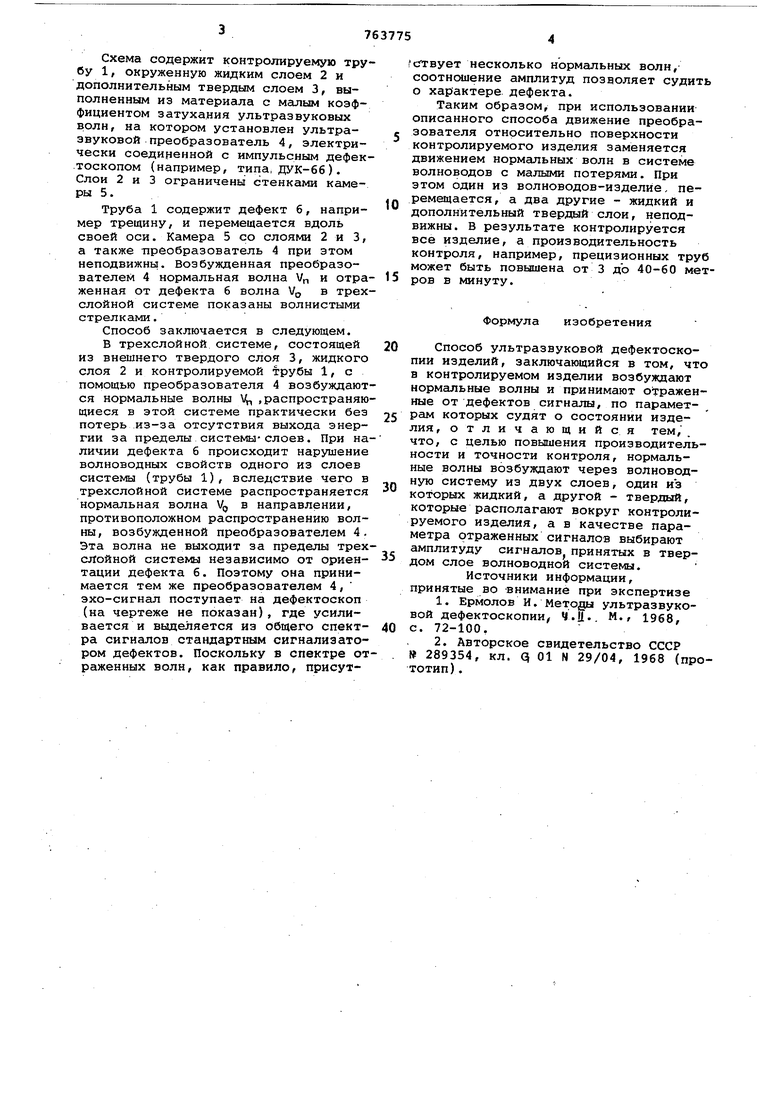
Схема содержит контролируемую трубу 1, окруженную жидким слоем 2 и дополнительным твердым слоем 3, выполненным из материала с малым коэффициентом затухания ультразвуковых волн, на котором установлен ультразвуковой преобразователь 4, электрически соединенной с импульсным дефектоскопом (например, типа, дук-66). Слои 2 и 3 ограничены стенками камеры 5 .
Труба 1 содержит дефект б, например трещину, и перемещается вдоль своей оси. Камера 5 со слоями 2 и 3, а также преобразователь 4 при этом неподвижны. Возбужденная преобразователем 4 нормальная волна Vp и отраженная от дефекта 6 волна V в трехслойной системе показаны волнистыми стрелками.
Способ заключается в следующем. В трехслойной системе, состоящей из внешнего твердого слоя 3, жидкого слоя 2 и контролируемой трубы 1, с помощью преобразователя 4 возбуждаются нормальные волны V .распространяющиеся в этой системе практически без потерь из-за отсутствия выхода энергии за пределы системы-слоев. При наличии дефекта 6 происходит нарушение волноводных свойств одного из слоев системы (трубы 1), вследствие чего в трехслойной системе распространяется нормальная волна V в направлении, противоположном распространению волны, возбужденной преобразователем 4. Эта волна не выходит за пределы трехслойной системы независимо от ориентации дефекта б. Поэтому она принимается тем же преобразователем 4, эхо-сигнал поступает на дефектоскоп (на чертеже не показан), где усиливается и выделяется из Общего спектра сигналов стандартным сигнализатором дефектов. Поскольку в спектре отраженных волн, как правило, присутГсгтвует несколько нормальных волн, соотношение амплитуд позволяет судить о характере дефекта.
Таким образом, при использовании описанного способа движение преобразователя относительно поверхности контролируемого изделия заменяется движением нормальных волн в системе волноводов с малыми потерями. При этом один из волноводов-изделйе, перемещается, а два другие - жидкий и дополнительный твердый слои, неподвижны. В результате контролируется все изделие, а производительность контроля, например, прецизионных труб может быть повышена от 3 до 40-60 метров в минуту.
Формула изобретения
Способ ультразвуковой дефектоскопии изделий, заключающийся в том, что в контролируемом изделии возбуждают нормальные волны и принимают отраженные от дефектов сигналы, по параметрам которых судят о состоянии изделия, отличающийся тем,. что, с целью повышения производительности и точности контроля, нормальные волны возбуждают через волноводную систему из двух слоев, один из которых жидкий, а другой - твердый, которые располагают вокруг контролируемого изделия, а в качестве параметра отраженных сигналов выбирают амплитуду сигналов принятых в твердом слое волноводной системы.
Источники информации, принятые во внимание при экспертизе
1.Ермолов И. Методы ультразвуковой дефектоскопии, Ч.М.. М., 1968,
с. 72-100,
2.Авторское свидетельство СССР
289354, кл. q 01 N 29/04, 1968 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ И ТРУБОПРОВОДОВ | 1997 |
|
RU2117941C1 |
| Способ акустического контроля трубопровода | 2024 |
|
RU2826796C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146363C1 |
| Способ ультразвукового контроля конических резьбовых соединений с упорными уступами | 1991 |
|
SU1792530A3 |
| Способ ультразвукового контроля изделий | 1990 |
|
SU1758541A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ДИАГНОСТИКИ ТРУБ И ТРУБОПРОВОДОВ | 1999 |
|
RU2149394C1 |
| Способ ультразвукового иммерсионного контроля труб | 1991 |
|
SU1809379A1 |
| Способ определения толщины стенки трубопровода в зоне дефекта типа "потеря металла" на основе статистической стабилизации параметров сигнала по данным ультразвуковой секции WM | 2018 |
|
RU2687846C1 |
| Способ внутритрубного ультразвукового контроля сварных швов | 2016 |
|
RU2621216C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2029300C1 |

