I 11
Изобретение относится к устройствам импульсного фазового управления вентильными преобразователями и может быть использовано преимущественно в устройствах с биполярными вентилями, в частности в аппаратуре управления током однофазных машин для контактной сварки.
Известны устройства синхронного фазового управления сварочным током, содержащие узел синхронизации, преобразователь, узел задержки и формирователь импульсов управления и обеспечивающие фазовое регулирование тока путем изменения угла включения силовых биполярных (встречнопараллельно включенных вентилей (игнитронов, тиристоров), прерывателя сварочного тока ij .
Недостатком известных устройств является то, что наст.ройку на коэффициёнт мощности вторичного контура сварочной машины производят в режиме короткого замыкания электродов, что обеспечивает безаварийный режим
работы, но не позволяет получить от машины максимальный сварочньй ток.
Наиболее близким к предлагаемому является устройство, содержащее узел синхронизации, узел задержки, формирователь управляющих импульсов вентильным прерывателем сварочного тока, коммутатор, выход которого соединен с входом узла задержки, а входы- с выходами двух преобразователей,: первого, определяющего фазу включения первой полуволны сварочного тока, и второго, определяющего фазы всех последующих полуволн сварочного тока, 2.
Недостатком известного устройства является то, что при включении первой полуволны сварочного тока возникает длительный переходной процесс, а также перегрузки по току и напряжению в силовой цепи сварочной машины.
Цель изобретения - повышение качества сварных соединений и снижение стоимости электросварочного оборудования за счет уменьшения длительности переходного процесса при включении сварочного тока.
Поставленная цель достигается тем, что в устройстве фазового управления -сварочным токрм однофазных: контактйых машин вход первого преобра43322
зователя соединен с вькодом второго.
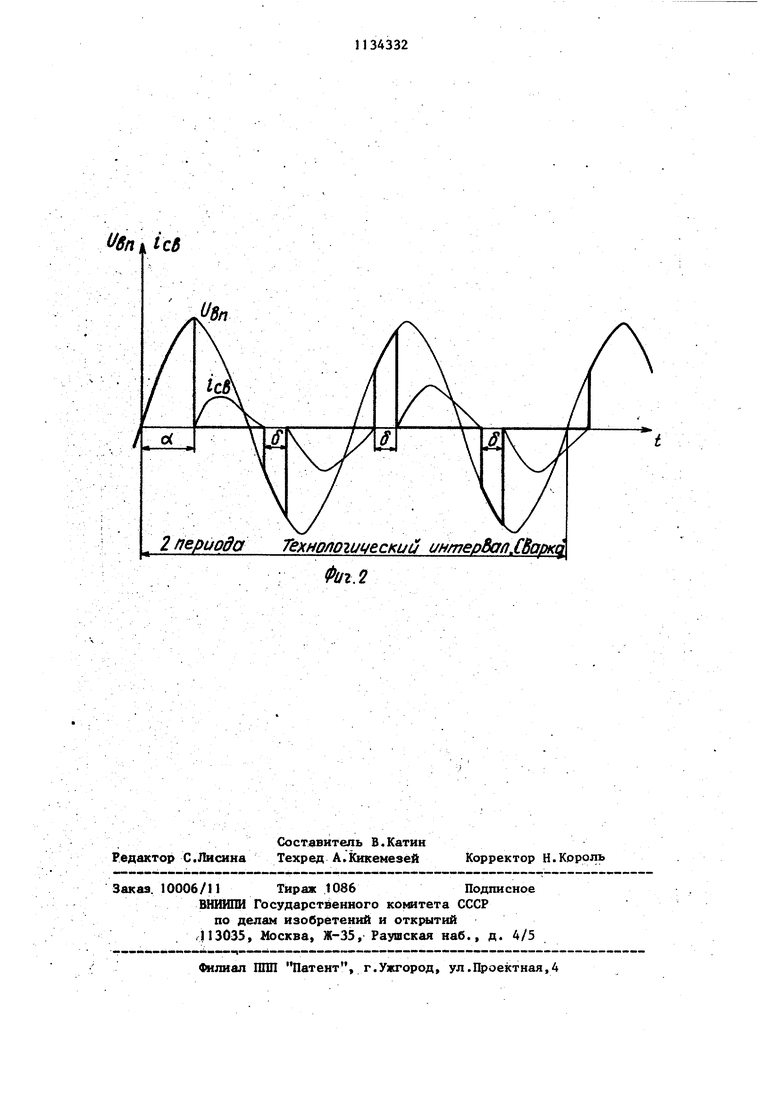
На фиг.1 изображена блок-схема предлагаемого устройства; на фиг.2 5 временные диаграммы напряжения на вентилях и сварочный ток (первая полуволна,сварочного тока несколько меньше остальных, что не вызывает перегрузок в силовой цепи сварочной
0 машины.
Устройство содержит контактную сварочную машину 1, вентильный прерыватель 2 сварочного тока, напряжение с которого подается на узел 3
s синхронизации, выход которого соединен с одним из входов регулируемого узла 4 задержки времени, соединенного выходом с входом формирователя 5 импульсов управления, который стро0 бируется сигналом Сварка. Входы коммутатора 6 соединены с выходами преобразователей 7 и 8, первый Из которых определяет фазу включения первой полуволны сварочного тока,
5 второй - фазу включения всех последующих полуволн сварочного тока. Выхода коммутатора 6 соединен с вторым входом узла 4 задержки времена;. Выход преобразователя 8 соединен с
0 входом преобразователя 7. На вход преобразователя 8 подается уставка Нагрев.
Устройство работает следующим образом.
До начала технологического интервала Сварка стробирующий сигнал Сварка запрещает поступление импульсов управления с выхода формиг рователя 5 импульсов управления на вентили прерывателя 2 сварочного тока, напряжение на которых в этом случае повторяет напряжение сети. Напряжение с вентилей прерывателя 2 сварочного тока запускает узел 3 синхронизации, которьш фиксирует
моменты прохождения напряжения сети через ноль и запускает в эти моменты задержку 4 времени. Величина задержки зависит от сигнала, приходящего на ее вход от коммутатора 6. До начала технологического интервала Сварка коммутатор 6 находится в положении II, и величина задержки определяется сигналом с выхода преобразователя 7 величиной сс , причем задержка отсчитывается от момента перехода напряжения сети через ноль.
После начала технологического интервала Сварка, но до начала протекания первой полуволны сварочного т ка напряжение на вентилях прерывателя 2 сварочного тока все еще совпадает с напряжением сети. Величина задержки определяется величиной оС так как коммутатор 6 все еще находи ,ся в положении П. Таким образом, для первой полуволны сйарочного тока за держка С6 отсчитывается от момента прохождения напряжения сети череэ ноль и определяется величиной ой (величиной сигнала с выхода преобра зователя 7). После начала протекания первой п луволны сварочного тока коммутатор 6 перебрасывается в положение I и находится в нем до конца технологического интервала Сварка, после чего вновь возвращается в положе. ние И. Поэтому величина задержки о для второй и последующих полуволн сварочного тока определяется величиной 8 ( сигналом с выхода преобразователя 8). При этом узел 4 задержки времени запускается от узла 3 синхронизации в моменты, когда прекращается ток через ранее горевший вентиль прерывателя 2 сварочного тока (моменты появления напряжения на вентилях), что достигается тем, что на вход устройства синхронизации подается напряжение с, вентилей, и устройство синхронизации фиксирует моменты появления этого напряжения. Таким образом, для второй и всех последукщих полуволн сварочного тока задержка отсчитывается от момента окончания протекания тока через ранее горевший вентиль, а ее величина зависит от 8 - сигна(Ла с выхода преобразователя 8. После НИИ осуществляет преобразование уставки Нагрев, которая подается на его вход, в сигнал § , от величины которого зависит задержка. Если, например, задержка управляется кодом д( 8 - код), а уставка Нагрев - аналоговый сигнал, то преобразователь 8 - преобразователь аналог - код. Если задержка управляется аналоговым сигналом (S аналоговый сигнал, а уставка Нагрев вводится в коде, то преобразователь 8 - преобразователь код аналог, т.е. характер построения преобразователя 8 зависит от характера сигнала, которым управляется задержка 4 времени (от S) и от характера уставки Нагрев. Так как величины задержек oi и & зависят от соответствующих управляющих сигналов oi и S , то введенная связь между выходом преобразователя 8 и входом преобразователя 7 обеспечивает зависимость величины oi от величины S , а следовательно, зависимость величины 06 от величины S . Наличие такой зависимости позволяет практически полностью исключить переходный процесс при включении сварочного тока. Практически полное исключение переходного процесса при включении сварочного тока позволяет улучшить качество сварных соединений и избавиться от необходимости введения запасов по току и напряжению для силовой цепи сварочной машины (увеличивать расход железа и меди сварочного трансформатора, увеличивать класс применения вентилей и допускаемый ими ток), что приводит к удорожанию сварочного оборудования.
2 периода Те)(нологи1 еский интервал.СВа/ж
Фиг,
| название | год | авторы | номер документа |
|---|---|---|---|
| Однофазная контактная электросварочная машина | 1981 |
|
SU1027941A1 |
| Устройство для фазового управления сварочным током контактных машин | 1978 |
|
SU766789A1 |
| Система фазового цифрового управления машинами контактной сварки | 1976 |
|
SU642112A1 |
| Регулятор цикла контактной сварки | 1977 |
|
SU725841A1 |
| Способ фазового управления асинхронным электродвигателем и устройство для его осуществления | 1978 |
|
SU928582A1 |
| Регулятор сварочного цикла однофазных машин контактной сварки | 1984 |
|
SU1225739A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1683244A1 |
| Система для управления процессом контактной точечной и шовной сварки | 1987 |
|
SU1511039A1 |
| Устройство для управления процессом контактной точечной сварки | 1990 |
|
SU1743766A1 |
| Система фазового цифрового управления контактной сваркой | 1985 |
|
SU1268346A1 |
УСТРОЙСТВО ФАЗОВОГО УПРАВЛЕНИЯ -СВАРОЧНЫМ ТОКОМ ОДНОФАЗНЫХ КОНТАКТНЫХ МАПМН, содержащее узел синхронизации, узел задержки, формирователь управлякицих импульсов вентильным прерывателем сварочного тока, коммутатор, выход которого соединен с входом, узла задержки, a входы - с выходами двух преобразователей, первого, определяющего фазу включения первой полуволны сварочного тока, и второго, определякщего фазы всех последующих полуволн сварочного.тока, отличающе еся TeMf что, с целью уменьшения длительности переходного процесса при включении сварочного тока, повышения качества сварньк соедщнений и снижения стоимости электросварочного оборудования, вход первого преобразователя соединен с выходом второго.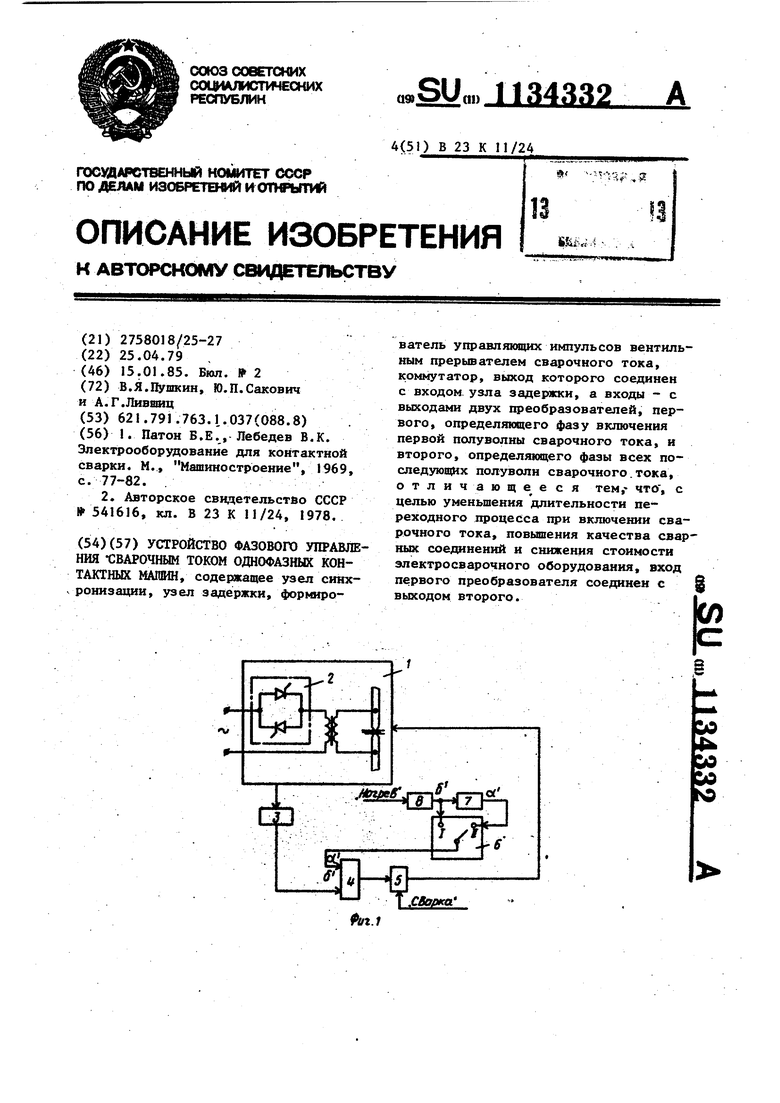
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патон Б.Е., Лебедев В.К | |||
| Электрооборудование для контактной сварки | |||
| М., Машиностроение, 1969, с | |||
| Спускная труба при плотине | 0 |
|
SU77A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
