Изобретение относится к сварочном производству, а именно к оборудованию для контактной сварки постоянным током, и может быть использовано при разработке систем управления и настройке аппаратуры управления машинами с выпрямлением тока в сварочном контуре со стабилизацией напряжения при колебаниях напряжения питающей сети.
Целью изобретения является повышение точности стабилизации, обеспечение независимости стабилизации от устанавливаемого уровня сварочного тока, а также упрощение настройки стабилизации.
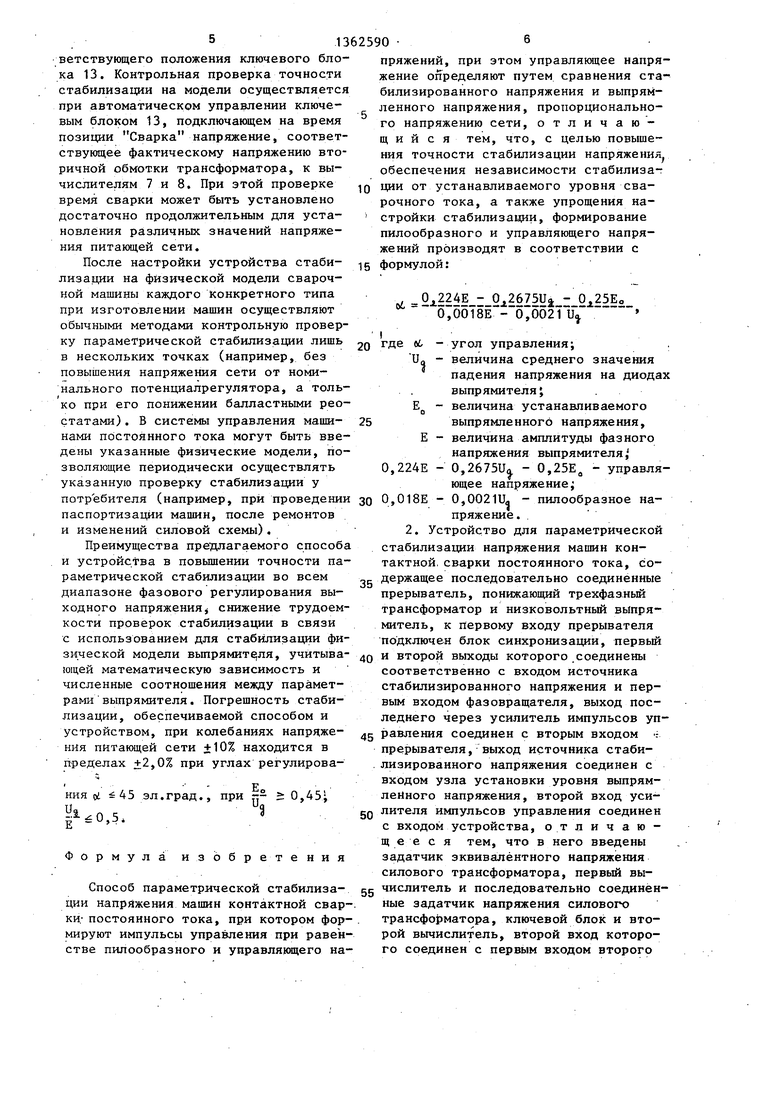
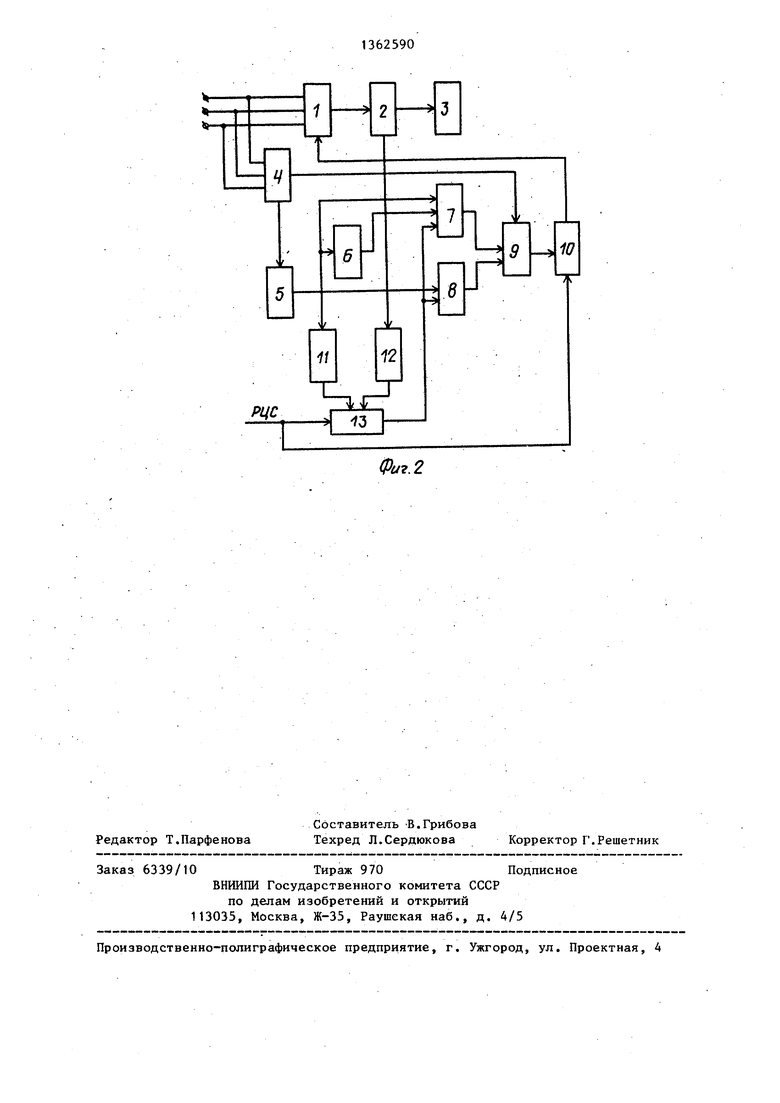
На фиг.1 изображены расчетные зависимости отношения среднего значения выпрямленного напряжения к среднему значению падения напряжения на выпрямительных диодах от отношения среднего значения падения напряжения на диодах к амплитуде резкого напряжения на вторичных обмотках силового трансформатора при различных- углах регу-. лирования, поясняющие предлагаемый способ; на фиг.2 - функциональная схейа устройства параметрического стабилизации напряжения машин контактной сварки постоянного тока.
Способ реализуется следующим образом.
Семейство кривых (фиг.1), построенное на основе результатов айализа схем выпрямления машин контактной сварки, характеризует зависимость среднего значения выпрямленного на
пряжения Eg, отнесенного к среднему значению падения напряжения на силовом выпрямительном диоде Uq, от оти
3
к амплитуде фазного втоиошения
ричного напряжения Е при различных
углах управления тиристорами на перизмеримы между собий и их соотношения лежат в следуюш 1Х диапазонах величин:
Е
0,7 - 0,i; |i 0,2 - 0,6,
йичной обмотке трансформатора oi ..Не- 45 зательном соблюдении соответствия ус- зависимо от типа сварочной машины и тановленных уровней напряжения (Е) ее мощности величины Е, U, Е со- (отпаек силового:трансформатора) и
средних значений падения напряжения на выпрямительных диодах Ua реальной 50 машины и ее физической модели и соблюдении численных соотношений между коэффициентами сравниваемых напряжений по уравнению (1).
Устройство (фиг.2) состоит из уп- 55 равляемого по фазе и продолжительности -включения прерывателя 1, понижающего трехфазного трансформатора 2, низковольтного выпрямителя 3 на неуправляемых вентилях, подключенного
Ео
и
2,5 - 0,1,
при этом угол регулирования обычно лежит в пределах ot 0-70 эл. град, (верхний предел oi ограничен допустимым уровнем пульсаций сварочного ,тока).
В указанном рабочем диапазоне изменения параметров низковольтного выпрямителя регулировочные характеристики выпрямителя с точностью до. 2,0% (при Ы ё 34°) могут быть аппроксимированы уравнением пучка прямых с коэффициентами, линейно зависящими
от угла об, вид
и общее выражение имеет
о6
0,224-0,2675- - 0,25|ijLJ
0,0018 - 0,0021
Ut
(эл.градО (1)
или
м 2i224E - Oj 2675y - -,.,4 0,0018Ё. - о7о02Ги
Дробно-линейная функция (1) или (2) имеет составляющую
характеризующую
нагрева - ве
Ео.
o7ooT8E.o7oo2iua
установленный ур овень личины выпрямленного напряжения (сварочного тока). Сложная нелинейная зависимость настройки точности параметрической стабилизации напряжения тока при изменении напряжения питающей сети IE для различных уровней нагрева определяется именно этой
составляющей и может быть учтена в способе путем в-ведения дополнительного канала установки уровня () при формировании управляющего напряжения (А,Е - В, - А,Е) перед его
сравнения с пилообразным напряжением ( - Bj) при параметрической стабилизации
F
const. Е- f(E) путем
автоматического изменения угла регулирования (о1/) . Настройка узла фазово- 40 го управления сварочным т.оком с параметрической стабилизацией может осуществляться без применения силовых сильноточных цепей на маломощной физической модели выпрямителя при обяк нагрузочному контуру, блока 4 синхронизации, источника 5 стабилизированного выпрямленного напряжения, узла 6 установки уровня выпрямленного напряжения (нагрева), двух много- входовых вычислителей 7 и 8, фазовращателя 9, усилителя 10 импульсов управления задатчика 11, эквивалентного напряжения силового трансформа- тора, задатчика 12 установочного напряжения силового трансформатора, ключевого блока 13, управляемого от регулятора цикла сварки (РЦС).
Устройство работает следующим об- разом.
Фаза управляющих импульсов для включения прерывателя в первичной обмотке в каждом из трех каналов управления определяется пороговым блоком фазовращателя 9 в момент равенства двух напряжений - пилообразного и управляющего. Пилообразное напряжение формируется при линейном заряде емкости каждого канала и синхронизируется прохождением через нулевое значение каждой фазы от блока 4 синхронизации Линейньй заряд емкости задается напряжением, снимаемым с вычислителя 8, на вход которого подаются два напря- жения - стабилизированное от источника 5 и выпрямленное, пропорциональное напряжению Е питающей сети с уровнем, соответствующим включенной
Настройка параметрической стабилизации осуществляется на маломощной физической модели выпрямителя при изготовлении машины постоянного тока. Параметры прерывателя 1, понижающего трехфазного трансформатора 2 и низковольтного выпрямителя 3 выбираются таким образом, чтобы соблюдалось соответствие падения напряжения в неуправляемых диодах физической модели фактически установленным в машине постоянного тока (например, соответотпайке трансформатора и устанавлива- емым через задатчики 12 или 11 и пода- ствующим выбором тока нагрузки модели;, а уровни вторичного напряжения на трансформаторе и выпрямленного соответствовали параметрам машины пос ваемым на вычислитель 8 через ключевой блок 13, управляемый от РЦС. На . входе вычислителя 8 формируются напряжения с масщтабными коэффициентами, 40 пропорциональными знаменателю уравнения (1).
тоянного тока (E 0,5-4,0 В; Е 1-4,5 В, и 0,8-1,2 I 0,7-0,1; УА 0,2-0,6; |
Е Ё
Управлякяцее напряжение является общим для всех трех каналов фазовраателя и формируется напряжением, снимаемым с вычислителя 7. На вход сумматора-вычитателя подаются три напряжения - стабилизированное от ис-- точника 5, пропорциональное напряжению питакяцей сети с учетом уровня включенной отпайки трансформатора от ключевого блока 13 и стабилизированное от источника 5 через узел 6 .установки выпрямленного напряжения, при- чем на входе вычислителя 7 формируются уровни напряжений с масштабными коэффициентами, пропорциональными числителю уравнения (1).
Сформированные импульсы управления от фазовращателя 9 подаются на усилитель 10 импульсов и при наличии разрешающего сигнала от РЦС на время позиции Сварка включают прерыватель 1 и обеспечивают прохождение импульса сварочного тока через трансформатор 2, выпрямитель 3 в нагрузку.
Для приведения в соответствие ус- танавливаемого уровня выпрямленного
напряжения -- узлом 6 г,
С уровнем фактически включенных перемычек между отпайками на силовом трансформаторе (Е) предусмотрен задатчик 11 эквивалентного напряжения силового транс- фор 1атора, и предварительная настройка фазовращателя осуществляется при подаче на вычислители напряжения от задатчика 11 при соответствующей установке ключевого блока 13.
Настройка параметрической стабилизации осуществляется на маломощной физической модели выпрямителя при изготовлении машины постоянного тока. Параметры прерывателя 1, понижающего трехфазного трансформатора 2 и низковольтного выпрямителя 3 выбираются таким образом, чтобы соблюдалось соответствие падения напряжения в неуправляемых диодах физической модели фактически установленным в машине постоянного тока (например, соответтоянного тока (E 0,5-4,0 В; Е 1-4,5 В, и 0,8-1,2 I 0,7-0,1; УА 0,2-0,6; |
Е Ё
2,545 0,1). На маломощной физической модели проводится подстройка входных резисторов вычислителей 7 и 8 и осуществляется проверка точности стабилизации выпрямленного напряжения при.ко50 лебаниях напряжения питающей сети и при различных уровнях задания нагрева потенциометром узла 6 во всем рабочем диапазоне задания уровня напряжения, характе)изующего амплитуду
55 фазного вторичного напряжения Е (для всех ступеней включения трансформатора) . Задание этого напряжения осуществляется в непрерывном режиме от задатчика 11 при ручном задании соот
513
ветствующего положения ключевого блока 13. Контрольная проверка точности стабилизации на модели осуществляется при автоматическом управлении ключевым блоком 13, подключающем на время позиции Сварка напряжение, соответствующее фактическому напряжению вторичной обмотки трансформатора, к вычислителям 7 и 8. При этой проверке время сварки может быть установлено достаточно продолжительным для установления различных значений напряжения питанхдей сети.
После настройки устройства стабилизации на физической модели сварочной машины каждого Конкретного типа при изготовлении машин осуществляют обычными методами контрольную проверку параметрической стабилизации лишь в нескольких точках (например, без повышения напряжения сети от номи-
нального потенциалрегулятора, а толь- ко при его понижении балластными реостатами) . В системы управления машинами постоянного тока могут быть введены указанные физические модели, позволяющие периодически осуществлять указанную проверку стабилизации у потребителя (например, при проведении паспортизации машин, после ремонтов и изменений силовой схемы).
Преимущества предлагаемого способа и устройства в повышении точности параметрической стабилизации во всем диапазоне фазового регулирования выходного напряженияj снижение трудоемкости проверок стабилизации в связи с использованием для стабилизации физическои модели вьшрямит ля, учитыва- Q и второй выходы которого.соединены
ющеи математическую зависимость и численные соотношения между параметрами выпрямителя . Погрешность стабилизации, обеспечиваемой способом и устройством, при колебаниях напряжения питающей сети +10% находится в пределах +2,0% при углах регулирования oi 45 эл.град., .0,5.
при г 0,45j i
Формула изобретения
Способ параметрической стабилизации напряжения машин контактной свар-. ки- постоянного тока, при котором формируют импульсы управления при равенстве пилообразного и управляющего на-
0
6
пряжений, при этом управлякяцее напряжение определяют путем сравнения стабилизированного напряжения и выпрямленного напряжения, пропорционального напряжению сети, отличающийся тем, что, с целью повышения точности стабилизации напряжения, обеспечения независимости стабилиза-г ции от устанавливаемого уровня сварочного тока, а также упрощения на- стройки стабилизации, формирование пилообразного и управляющего напряжений производят в соответствии с формулой:
- 0 2675Uj -
о,ооТ8Ё - о7оо2Т иу
0 г Де
бб
и
Е. угол управления; величина среднего значения падения напряжения на диодах выпрямителяJ
величина устанавливаемого 5 выпрямленного напряжения, Е - величина амплитуды фазного
напряжения выпрямителя, 0,224Е - 0,2675U« - 0,25Е - управляющее напряжение;
0 0,018Е - 0,0021Ua - пилообразное напряжение. .
2. Устройство для параметрической стабилизации напряжения машин контактной, сварки постоянного тока, со- g держащее последовательно соединенные прерыватель, понижающий трехфааньй трансформатор и низковольтный выпрямитель, к первому входу прерывателя подключен блок синхронизации, первый
соответственно с входом источника стабилизированного напряжения и первым входом фазовращателя, выход последнего через усилитель импульсов уп45 равления соединен с вторым входом :- прерывателя, выход источника стабилизированного напряжения соединен с входом узла установки уровня выпрямленного напряжения, второй вход усиgQ лителя импульсов управления соединен с входом устройства, отличающее с я тем, что в него введены задатчик эквивалентного напряжения силового трансформатора, первый выgg числитель и последовательно соединенные задатчик напряжения силового трансформатора, ключевой блок и второй вычислитель, второй вход которого соединен с первым входом второго
вычислителя, выходом источника стабилизированного напряжения и с входом задатчика эквивалентного напряжения силового трансформатора, выход которого соединен с вторым входом ключевого блока, третий вход которого соединен с входом устройства, первый вход второго вычислителя соединен с вторым входом первого вычислителя.
третий вход которого соединен с выходом узла установки уровня выпрямленного напряжения, второй выход понижающего трансформатора соединен со входом задатчика напряжения силового трансформатора, первый и второй входы фазовращателя соединены соответственно с выходами первого и второго вычислителей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации напряжения многопостовых сварочных выпрямителей | 1972 |
|
SU507421A1 |
| Источник питания для контактной сварки с автоподстройкой режима | 1988 |
|
SU1586877A1 |
| Ключевой нормализатор фазного тока | 2023 |
|
RU2808233C1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| Высоковольтный источник стабилизированного напряжения постоянного тока | 1973 |
|
SU448449A1 |
| ТОЧЕЧНАЯ КОНТАКТНАЯ МАШИНА С АМПЛИТУДНЫМ СПОСОБОМ ЗАДАНИЯ НАГРЕВА | 1968 |
|
SU213227A1 |
| Способ управления асинхронным двигателем с фазным ротором | 1989 |
|
SU1723652A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
| Стабилизированный транзисторный конвертор | 1988 |
|
SU1561173A1 |
| УСТРОЙСТВО для КОНДЕНСАТОРНОЙ СВАРКИ | 1973 |
|
SU399326A1 |
Изобретение относится к сварочному производству, а именно к оборудованию для контактной сварки на постоянном токе. Изобретение позволяет повысить точность параметрической стабилиза:ции сварочного напряжения машин контактной свар ки с выпрямлением тока во вторичном контуре при колебаниях напряжения питающей сети, исключить зависимость точности стабилизации от устанавливаемого уровня сварочного напряжения и упростить настройку стабилизации. Для формирования углов управления тиристорами н а первичной стороне сварочного трансформатора используется следующая математическая зависимость между параметрами процесса: oi (0,224 Е -0,2675Uj- 0,25 ,0018Е -0,0021 Ua)i где Е - амплитуда фазного вторичного напряжения; Ua - падение напряжения на диодах выпрями- теля Eg - устанавливаемый уровень выпрямленного напряжения. Угол управляющих импульсов для каждой фазы си-г лового напряжения определяется фазовращателем в момент равенства пилообразного напряжения (линейный заряд емкости от напряжения по знаменателю уравнения) управляющему напряжению (напряжение по числителю уравнения). В устройство, реализующее способ, введены задатчики эквивалентного и установочного напряжений силового трансформатора, блок ключей и вычислитель. 2 с.п. ф-лы, 2 ил. (Л м КЛ со
0,2
Редактор Т.Парфенова
Составитель В.Грибова
Техред Л.Сердюкова Корректор Г.Решетник
Заказ 6339/10Тираж 970Подписное
ВНВДПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фи г.2
| Глебов Л.В | |||
| и др | |||
| Установ ка и эксплуатация машин контактной сварки, Л.: Энергия, 1973, с | |||
| Рельсовый башмак | 1921 |
|
SU166A1 |
| и др | |||
| Оборудование для контактной сварки постоянным током | |||
| Л.: Энергия, 1976, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| Диффузионный штампованный нож | 1951 |
|
SU94108A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
