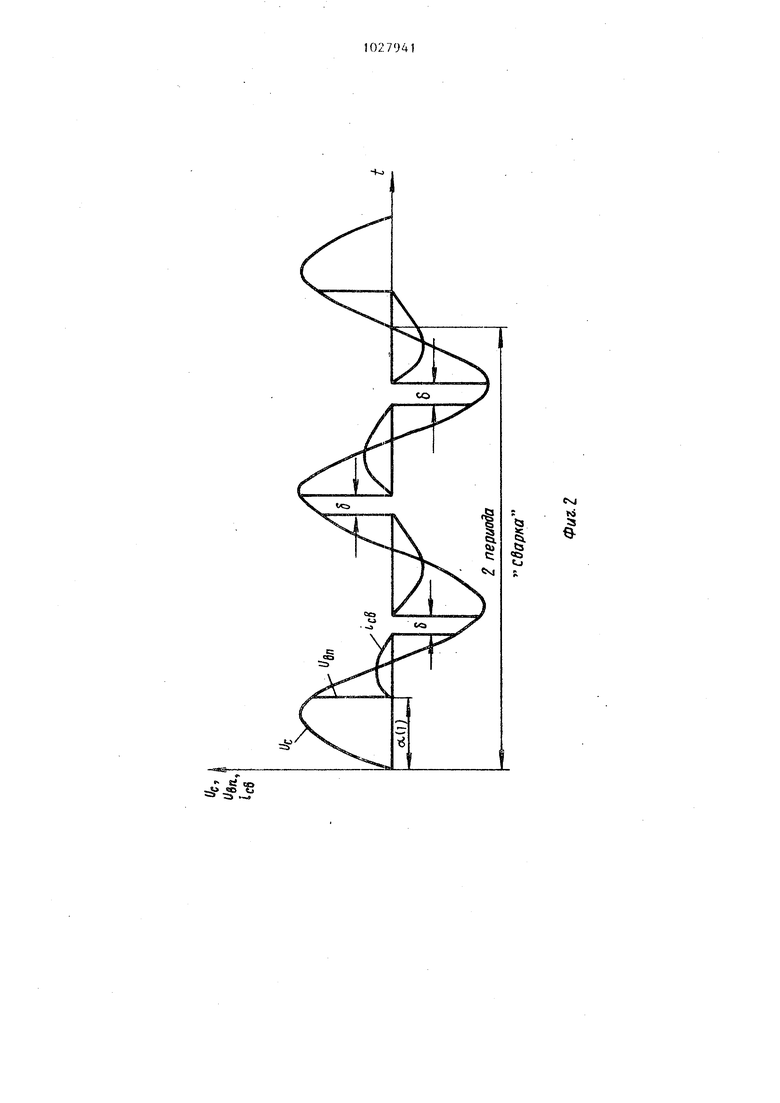
Изобретение относится к устройствам импульсного фазового управления вентильными преобразователями и може быть использовано преимущественно в устройствах с биполярными вентилями в частности в аппаратуре управления током однофазных машин для контактно сварки, Известны устройства управления сварочньм током однофазных машин, обеспечивающие стабилизацию сварочно го тока при колебаниях питающего на,пряжения и состоящие из устройства синхронизации, устройства задержки времени, формирователя импульсов упра1вления, компенсирующего устройства и задатчика нагрева О - Однако известные устройства не имеют обратной связи по току и не обеспечивают стабилизации сварочного тока при изменении характера нагрузки (при изменении cos tp нагрузки). Наиболее близким техническим решением к данному изобретению является однофазная контактная электросварочная машина, содержащая сварочный трансформатор и устройство фазового управления сварочным током, состоящее из синхронизатора, работаю щего от вентильного прерывателя, устройства задержки времени, формирователя импульсов управления, коммутатора, преобразователя и задатчика нагрева 4j . Однако известная машина не обеспечивает качественной сварки при колебаниях питающего напряжения и изменении характера нагрузки. Цель изобретения - повышение качества сварных соединений и снижение затрат на их контроль за счет стабилизации действующего значения свароч ного тока при колебаниях питающего напряжения и измен ия характера нагрузки. Цель достигается тем, что в однофазной контактной зйектросварочной машине, содержащей сварочный трансформатор и устройство фазового управ ления сварочным током, состоящее из синхронизатора-вентильного преобразо вателя, устройства задержки времени формирователя импульсов управления, коммутатора, преобразователя и задат чика нагрева, устройство фазового управления дополнительно снабжено вычислительным блоком с двумя входам и дополнительным трансформатором. при этом первичная обмотка дополнительного трансформатора подключена к сетевым выводам сварочного трансформатора и вентильного прерывателя, вторичная обмотка - к первому входу вычислительного блока, к второму входу которого подключен задатчик нагрева, а выход вычислительного блока подключен к общей точке коммутатора и входа преобразователя. На фиг. 1 представлена структурная схема предлагаемой машины; на фиг. 2 и 3 - графики, поясняющие принцип работы машины. Устройство содержит силовую часть Iсварочной машины, содержащую сварочный трансформатор 2 и вентильный, прерыватель 3, синхронизатор 4, устройство 5 задержки времени, формирователь 6 импульсов управления, коммутатор 7, преобразователь 8, задающий угол включения первой волуволны сварочного тока, и задатчик 9 нагрева, вычислительный блок 10, дополнительный трансформатор 11. При этом вход синхронизатора 4 подключен к вентильному прерывателю 3, выход синхронизатора 4 подключен к одному из входов устройства 5 задержки времени, к второму входу устройства задержки времени подключен выход коммутатора 7, выход устройства задержки времени подключен к входу формирователя 6 импульсов управления, выход которого подключен к вентильному прерывателю 3, к одному из входов коммутатора 7 подключен выход преобразователя 8, задающего угол включения первой полуволны сварочного тока, первичная обмотка дополнительного маломощного трансформатора I1подключена к сетевым выходам вентильного прерывателя 3 и сварочного трансформатора 2, вторичная обмотка маломощного трансформатора 11 подключена к одному из входов вычислительного блока 10, к второму входу вычислительного блока 10 подключен задатчик 9 нагрева, а выход блока 10 подключен к общей точке коммутатора 7 и входа преобразователя 8, задающего угол включения первой полуволны сварочного тока. Устройство работает следующим образом. . До начала технологического интервала Сварка стробирующий сигнал Сварка запрещает поступление импульсов управления с выхода формиро вателя 6 импульсов управления на вентили вентильного прерывателя 3, напряжение на которых в этом случае повторяет напряжение сети. Напряжен вентилей вентильного прерывателя 3 запускает синхронизатор 4, который фиксирует моменты прохождения напряжения на вентилях (напряжения сети) через ноль и запускает в эти моменты устройство 5 задержки времени. Величина задержки зависит от уровня сигнала, поступающего на ее вход с выхода коммутатора 7. До начала технологического интервала Сварка коммутатор 7 находится в положении II, и величина задержки определяется уровнем сигнала с выхода преобразователя, задающего угол включения пер вой полуволны сварочного тока, величиной od (1), причем задержка отсчитывается от момента перехода напряжения сети через ноль, так как устройство 5 задержки времени запускается от синхронизатора 4 именно в моменты прохождения напряжения на вентилях вентильного прерывателя 3 (напряжение сети) через ноль. После начала технологического интервала Сварка,, но до начала протекания первой полуволны свароч,ного тока, напрпжение на вентилях вентильного прерывателя 3 все еще совпадает с напряжением питающей сети (фиг.2). Величина задержки, вырабатываемой устройством 5 задержки времени, попрежнему определяется величиной oi -(1) уровня сигнала с выхо да преобразователя, задающего угол включения первой волуволны сварочног тока, так как коммутатор все еще находится в положении 1. Таким образом, для первой волны сварочного тока ос (1) отсчитывается от момента прохождения напряжения питающей сети через ноль и определяется величиной (1) - уровнем сигнала на выходе преобразователя, задающего угол включения первой полуволны сварочного тока После начала протекания первой полуволны сварочного тока коммутатор 7 преобразовьшается в положение Т и находится в нем до конца техноло гического интервала Сварка, после чего вновь возвращается в положение 11 При такой работе коммутатора 7 величина задержки о для второй и все последующих полуволн сварочного тока определяется величиной S - уровнем сигнала на выходе вычислительвсого блока 10. При этом устройство 5 задержки времени запускается от синхронизатора 4 в моменты прекращения тока через ранее проводивший вентиль вентильного прерывателя 3. (моменты появления напряжения на вентилях), что достигается за счет того, что на вход устройства синхронизации подано напряжение с вентилей вентильного прерывателя, и устройство синхронизации фиксирует моменты появления этого напряжения. Таким образом, для второй и всех последующих полуволн сварочного тока задержка отсчитывается от момента прекращения тока через ранее проводивший вентиль вентильного прерывателя 3, а ее величина задается уровнем сигнала на выходе вычислительного блока 10. Вычислительный блок осуществляет преобразование установки Нагрев, поступающей на его вход от задатчика 9 нагрева, и напряжения сети, поступающего на его другой вход со вторичной обмотки маломощного трансформатора 11, в сигнал 8 , уровень которого задает задержку S и сварочный ток.При колебаниях питающего напряжения вычислительный блок 10 по заданному алгоритму изменяет уровень сигнала о на его выходе таким образом, чтобы действующее значение сварочного тока оставалось постоянным. Так как по примененному в устройстве способу управления током его величина зависит от задержки о , то при построении разомкнутых систем управления по току требуется задать зависимость действующего значения тока 3 (в относительных единицах) от величины н данного cos Ч : 3 1(8;со8Ч). читывая, что ток прямо пропорциоально зависит от напряжения питаюей сети, соотношение (2) можно приести к виду Зу-f(S;co6(j.), (3) де и - напряжение питанэщей сети в данный момент; минимально возможное напряжение питающей сети (обычно 0,85 от номинального); сов О - коэффициент мощности цепи нагрузки;3 - лействуошее значение сварочдействующее значение сварочного тока в относительных единицах (по отношению к пол нофазному току при напряжении питающей сети, равном 11т;„). Из соотношения (3) можно определить величину S , которая требуется для того, чтобы при данном напряжеНИИ сети и и данном cos t цепи нагру ки сварочный Ток был равен симости (2) приведены на фиг.З и имеют ряд особенностей. Как правило cos U цепи нагрузки лежит в пределах 0,2-0,8, величина тока в пределах 60-100%, напряжение питающей сети в пределах 0,90-1,05 от номинального (хотя полнофазный ток задают при напряжении питания, равном 0,85 от номинального и максимальном нагреве) Перечисленные требования позволяют выделить зону (между прямыми 1 и 2 на фиг.З), в которой необходимо обеспечить требуемую точность стабилизации тока. К особенностям зависимостей (2) относится то, что в указанной зоне наклон каждой из кривых мало зависит от величины о , а взятый для данной величины 8 - мало зависит от значения cos Lp . Поэтому при построении разомкнутых систем стабилизации тока за основу можно взять некоторую среднюю зависимость тока 3 от 8 . Действительно пусть, например, S 8 (фиг.З). При. этом ток равен Зо,(„,Чоб Для сов ф - 0,2; 0,4; 06 и 0,8 соответственно Пусть теперь напряжение сети измени лось на величинуьЦ. Тогда, чтобы сохранить величину тока неизменной, необходимо изменить величину о на л8 причем примерно одинаковую для всех сов ( (так как наклоны кривых мало зависят от величины сов (р ) . Таким образом, вместо зависимостей (2) в систему управления можно ввести информацию о некоторой средней зависи мости: ), (4) в которой уже не фигурирует сов . Для получения достаточной точности стабилизации можно апроксимировать ее прямой линией (так как наклоны кривых на фиг.З мало зависят от о ) Зависимость (А) можно ввести н систему управл.ния один раз при ее построе.нии. Итак, для функционирования предлагаемого устройства стабилизации сварочного тока при колебаниях напряжения питающей сети не требуется значение cos Ср для обеспечения требуемой точности стабилизации тока. Не требуется и настройки на cos Cf с целью обеспечения условия (3), необходимого для безаварийной работы вентильного, прерывателя. Таким образом, в предлагаемом устройстве стабилизация сварочного тока при колебаниях питающего напряжения осуществляется без каких либо предварительных настроек системы управления сварочной машины в условиях эксплуатации. В данном устройстве угол включения первой полуволны сварочного тока об (1) зависит от величины S , что достигается за счет того, что выход вычислительного блока подключен к входу преобразователя, задающего угол включения первой полуволны сварочного тока. Зависимость (х, (1) от о позволяет получать благоприятный характер переходного процесса при включении сварочного тока. Технико-экономическая эффективность от применения изобретения складывается из стоимости энергетического оборудования (потенциал регулятора), требовавшегося ранее для технологиеской настройки системы управления сварочной машины, и экономии, получаемой за счет повышения производительности труда, связанной с ликвидацией настроек системы управления. Применение предлагаемой машины позволит также снизить затраты на контроль качества сварных соединений и уменьшить число сварных точек при сварке изделия за счет их более высокого качества. Данное устройство позволяет получить точность стабилиза ш тока +2,5% при колебаниях напряжения питающей сети в пределах 0,9-1,Г 5 от номинального, при колебаниях тока от 60 до 100% и cos су цепи нагрузки от 0,2 до 0,8.
еч) to
4
п
IM
лг
/м
. и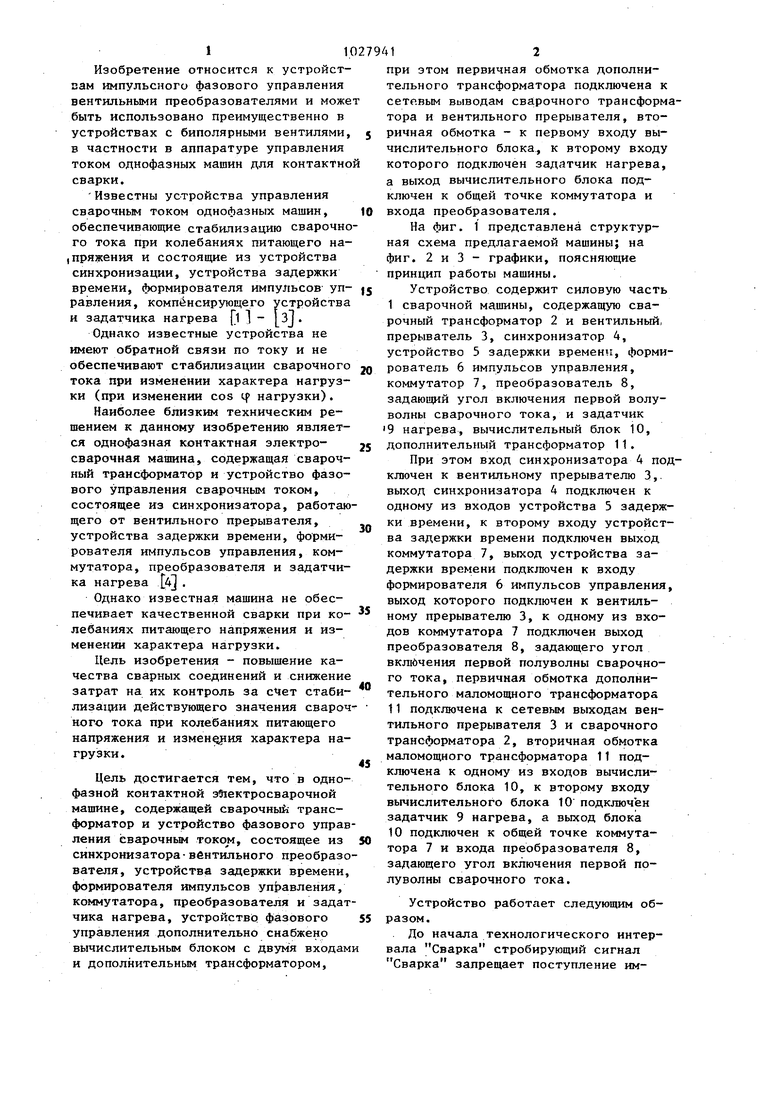
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство фазового управления сварочным током однофазных контактных машин | 1979 |
|
SU1134332A1 |
| Устройство для фазового управления сварочным током контактных машин | 1978 |
|
SU766789A1 |
| Е. О. Патона | 1972 |
|
SU349523A1 |
| Способ параметрической стабилизации напряжения машин контактной сварки постоянного тока и устройство для его осуществления | 1986 |
|
SU1362590A1 |
| Устройство для фазового управления трехфазным вентильным контактором | 1976 |
|
SU663062A1 |
| Компенсатор реактивной мощности | 1989 |
|
SU1753544A1 |
| Способ управления трехфазным непосредственным преобразователем частоты | 1985 |
|
SU1534688A1 |
| Способ управления вентильным преобразователем в конденсаторных машинах и устройство для его осуществления | 1987 |
|
SU1611643A1 |
| Регулятор электрической мощности | 1971 |
|
SU531144A1 |
| Устройство для автоматического регулирования режима контактной сварки | 1978 |
|
SU764897A1 |

ОДНОФАЗНАЯ КОНТАКТНАЯ ЭЛЕКТРОСВАРОЧНАЯ МАВШНА, содержащая сварочный трансфо1 1атор, вентильный прерыватель и устройство фазового управления сварочньм током, состоящее из синхронизатора, работающего от вентильного прерывателя, устройства задержки времени, формирователя импульсов управления, коммутатора, преобразователя и задатчика нагрева, отличающаяся тем, что, с целью повышения качества сварных. соединений и снижения затрат на их контроль за счет стабилизации действующего значения сварочного тока при колебаниях питающего напряжения и изменечия характера нагрузки, устройство фазового управления дополнительно снабжено вычислительным блоком с двумя входами и дополнительным трансформатором, при этом первичная обмот- 3 ка дополнительного трансформатора (/) подключена к сетевым выводам сварочного трансформатора и вентильного прерывателя, вторичная обмотка - к первому входу вычислительного блока, к второму входу которого подключен задатчшс нагрева, а выход вычислительного блока подключен к общей точке соединения коммутатора и входа преобразователя.
о,г О.Ч S, ав
а ц
dtf иа
1,6
Фиг)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для фазового управления сварочным током контактных машин | 1978 |
|
SU766789A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Оборудование для сварки давлением | |||
| М., Высшая школа t975, с | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
