1
Изобретение относится к саарочному производству, а именно к устройствам для защиты и формирования обратной стороны сварных швов, преимущественно при сварке проникающей сжатой дугой. 5
Известно устройство с формирующей канавкой, связанной с каналом для подачи защитного газа посредством вертикальных направлякядих каналов 1 .
Недостатком этого устройства яв- Ю ляется невозможность качественного формирования и защиты обратной стороны шва при плазменной сварке, осуществляемой в режиме проникающей дуги. В этих случаях жидкий металл сва-15 рочной ванны затекает в вертикальные канальу через которые защитный газ попадает в формирующую канавку.
Известно также устройство для формирования обратной стороны сварного 20 Шва, содержащее подкладку с формирующей канавкой, двумя каналами для подачи Защитного газа, расположенными в одной плоскости с формирующей канавкой по обе стороны от нее, и на- 25 правляющими каналами, соединяющими каналы для подачи защиты газа с Формирующей канавкой t.
Недостатком этого устройства является то, что при. сварке протяженных 30
швов изменяется сила воздействия потока защитного газа на плазменный факел, это приводит к неравномерному отклонению или срыву плазменного факела, что ведет к нарушению формирования как наружной, так и внутренней стороны сварного шва. Другим недостатком этого устройства является необходимость подачи в формирующую подкладку дополнительного потока заидитного газа, отклоняющего факел сжатой дуги, кроме этого происходит смешивание инертного газа с воздухом, поступаюгцим в открытый конец формирующей подкладки, что значительно ухудшает защиту обратной стороны шва, кроме того, сложность конструкции и большая шина формирующего устройства не позволяет применять его для сварки продольных швов трубопроводов малого диаметра.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для защиты обратной стороны сварного шва, содержащее подкладку с открытой полостью, в которой выполнены перегородки, параллельные продольной оси подкладки, образующие на рабочей поверхности подкладки продольно параллельные канавки. Устройство имеет трубку для подачи защитного газа, выходящую в полость подкладки .3.
Недостатком такого устройства .явшяется возможность засорения трубки 1цля подачи защитного газа и отклонени факела проникающей сжатой дуги, что, как правило, приводит к снижению качества сварных швов.
Цель изобретения - повышение качества сварных швов при плазменной сварке, осуществляемой в режиме проникающей дуги,путем улучшения защиты обратной стороны шва плаэмообразующим газом и стабилизации режима горения дуги.
Указанная цель достигается тем, что в устройстве для защиты обратной стороны сварного шва, содержащем подкладку, с открытой полостью, в которо установлены перегородки, упомянутые перегородки выполнены перпендикулярными продольной оси полости, разделяющими ее на ряд сообщающихся камер, .а в боковых стенках подкладки около одной из сторон каждой перегородки вполнены газоотводящие каналы, одним концом сообщающиеся с полостью у ее дна, а другим, со стороны, противоположной дну - с атмосферой.
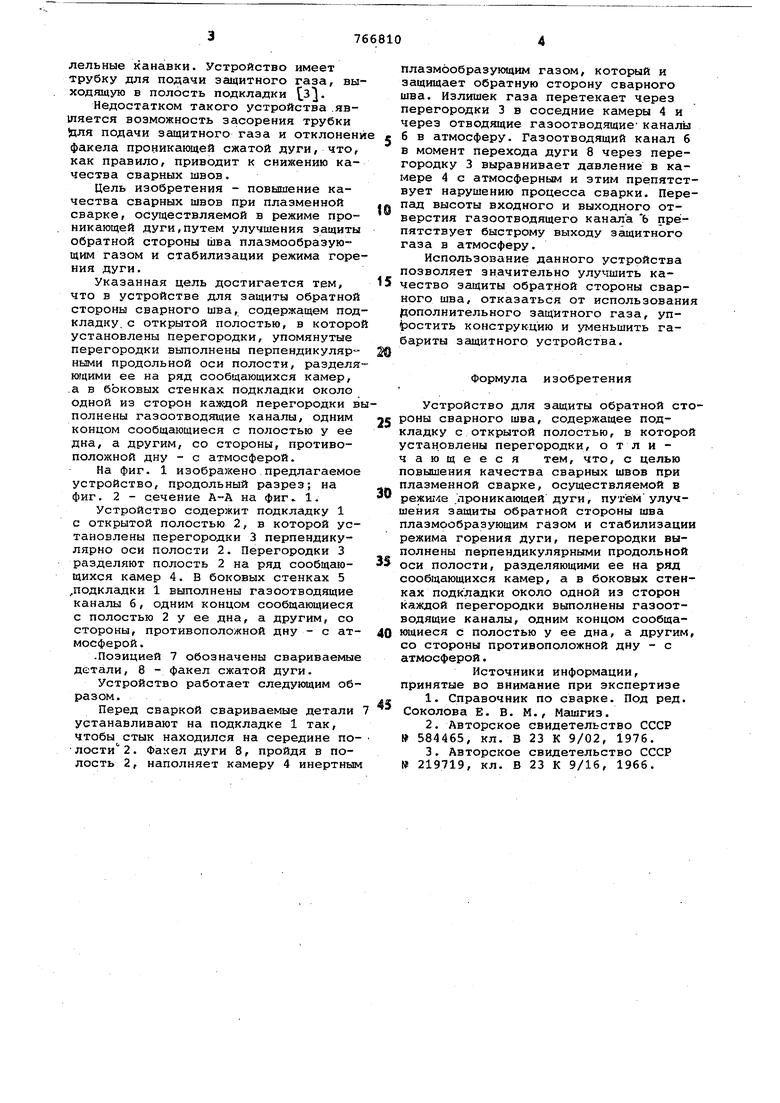
На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - сечение А-А на фиг.. 1.
Устройство содержит подкладку 1 с открытой полостью 2, в которой установлены перегородки 3 перпендикулярно оси полости 2. Перегородки 3 разделяют полость 2 на ряд сообщающихся камер 4. В боковых стенках 5 ,подкладки 1 выполнены газоотводящие каналы 6, одним концом сообщающиеся с полостью 2 у ее дна, а другим, со стороны, противоположной дну - с атмосферой .
.Позицией 7 обозначены свариваемые детали, 8 - факел сжатой дуги.
Устройство работает следующим образом.
Перед сваркой свариваемые детали устанавливают на подкладке 1 так, чтобы стык находился на середине полости2. Факел дуги 8, пройдя в полость 2, наполняет камеру 4 инертным
плазмбобразующим газом, который и защищает обратную сторону сварного шва. Излишек газа перетекает через перегородки 3 в соседние камеры 4 и через отводящие газоотводящие каналы 6 в атмосферу. Газоотводящий канал 6 в момент перехода дуги 8 через перегородку 3 выравнивает давление в камере 4 с атмосферным и этим препятствует нарушению процесса сварки. Перепад высоты входного и выходного отверстия газоотводящего канала Ь препятствует быстрому выходу защитного газа в атмосферу.
Использование данного устройства позволяет значительно улучшить качество защиты обратной стороны сварного шва, отказаться от использования Дополнительного защитного газа, уп эостить конструкцию и уменьшить габариты зсццитного устройства.
Формула изобретения
Устройство для защиты обратной строны сварного шва, содержащее подкладку с открытой полостью, в которо установлены перегородки, отличающееся тем, что, с целью повышения качества сварных швов при плазменной сварке, осуществляемой в режш/ia .проникающей дуги, путём улучшения защиты обратной стороны шва плазмообразующим газом и стабилизаци режима горения дуги, перегородки выполнены перпендикулярными продольной оси полости, разделяющими ее на ряд сообщающихся камер, а в боковых стенках подкладки около одной из сторон каждой перегородки выполнены газоотводящие каналы, одним концом сообщающиеся с полостью у ее дна, а другим со стороны противоположной дну - с атмосферой.
Источники информации, принятые во внимание при экспертизе
1.Справочник по сварке. Под ред. Соколова Е. В. М., Машгиз.
2.Авторское свидетельство СССР 584465, кл. В 23 К 9/02, 1976.
3.Авторское свидетельство СССР 219719, кл. В 23 К 9/16, 1966.
Фи9.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны шва | 1978 |
|
SU778979A1 |
| Устройство для формирования и защиты обратной стороны сварного шва | 1975 |
|
SU536020A1 |
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2011 |
|
RU2444422C1 |
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2008 |
|
RU2379163C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ЗАЩИТЫ СВАРНОГО ШВА | 2002 |
|
RU2232069C1 |
| Внутренний центратор для сборки и сварки в среде защитного газа кольцевых стыков | 1981 |
|
SU996144A1 |
| Стенд для сборки и сварки продольных швов тонкостенных обечаек с газовой защитой обратной стороны | 1980 |
|
SU1038156A2 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| Способ сварки сжатой дугой | 1978 |
|
SU806311A1 |
| УСТРОЙСТВО ДЛЯ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 1984 |
|
RU1140349C |
.
i/s.8
