1
Изобретение относится к вспомогательным устройствам для сварки изделий цилиндрической, конической и эллипсной формы в среде защитного,газа, в частности к внутренним центраторам для сборки и сварки кольцевых стыков, и может быть использовано в различных отраслях машиностроения.
Известен внутренний центратор для сборки и сварки кольцевых швов в среде защитного газа, содержащий разжимные элементы, выполненные в виде кулачков с продольными канавками, расположенными .на цилиндрической поверхности, открытыми с торца и сНаружной кольцевой канавкой для формирования шва, взаимодействую1ине с механизмом их разжима, выполненным в конуса, установленного на полой тяге, полость которой соединена с газоподводящим трубопроводом 1
Указанный центратор не обеспечивает достаточное поступление газа к корню сварного шва, так как газ по линии наименьшего сопротивления истекает в щели между кулачками. Поток защитного газа в данном центраторе не уравновещивает ванну сварного шва, в результате чего образуются наплывы с внутренней стороны сварного шва, которые требуют дополнительной механической обработки. Применение данного центратора для сварки длинномерных деталей приводит к неэконом Ному расходо5 ванию защитного газа, так как защитная газовая полость образуется -после заполнения всего объема длинномерной детали. Наиболее близким по технической сущности к изобретению является внутренний
.(, центратор для сборки и х;варки в среде защитного газа кольцевых стыков, содержащий корпус с фланцем, разжимные элементы с наружной формирующей канавкой и тягу с конусом,в которых выполнены каналы, сообщающиеся между собой и сое15 диненные с газоподводящим трубрпроводом 2.
Такой центратор не обеспечивает надежной газовой защиты корня сварного шва, так как при отклонении диаметров свариваемых труб от номинального происходит
20 смещение каналов относительно друг друга, что приводит к недостаточной подаче газа к корню шва. Кроме этого, данный центратор не обеспечивает сборку и сварку деталей различных типоразмеров.
Цель изЪбретения. - повышение надежности защиты корйя шва путем создания направлеНйого потока газа и расширение номенклатуры свариваемых иаделий.
Цель достигается тем, что внутренний центратор для сборки и сварки в среде защитного газа кольцевых стыков, содержащий корпус фланцем, разжимйые элементы с наружной формирующей канавкой и тягу с конусом, в которых выполнены каналы, сообщающиеся между собой и соединенные с газоподводящим трубопроводом, снабжен Направляющим кольцом, закрепленным в корпусе, конус снабжен продольными пазами, в которых радиально расположены разжимные элементы, выполненные в виде пластин, а в корпусе выполнены каналы, сообщающиеся с наружной формирующей канавкой разжимных элементов и с каналами конуса, причем пластины выполнены с наружной поверхностью, соответствующей внутренней поверхности свариваемых изделий.
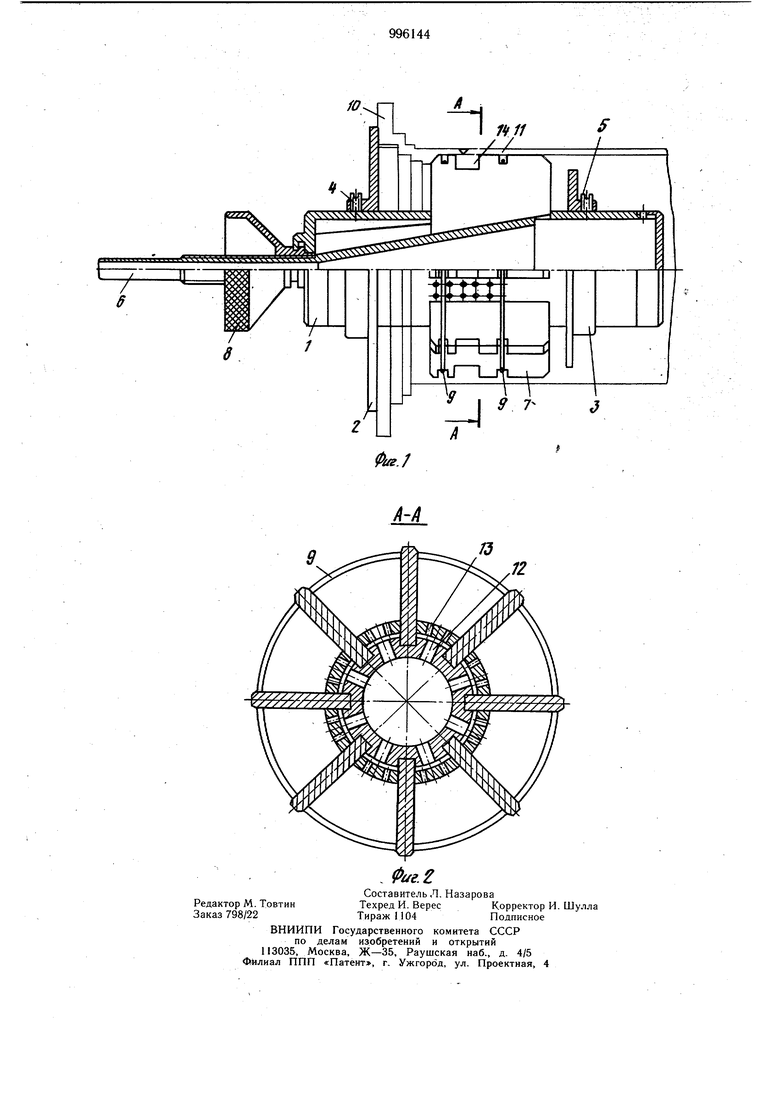
На фиг. 1 показан центратор, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Внутренний центратор содержит корпус 1, на котором закреплены сменные фланец 2 и направляющее кольцо 3 винтами 4 и 5 соответственно.
Внутри корпуса 1 размещена тяга с конусом 6 для разжима сменных пластин 7, которые установлены в продольных пазах конуса 6 и корпуса 1. Конус 6 может перемещаться в корпусе 1 при помощи гайки 8. Цластины 7 прижимаются к конусу 6 пружинными кольцами 9. Для подачи защитного газа в зону сварки деталей 10 и 11 в конусе 6 выполнены каналы 12, а в корпусе 1 - каналы 13. Каналы 13 сообщаются с наружной формирующей канавкой 14 и с каналами 12.
Центратор работает следующим образом.
На корпус 1 устанавливают сменное направляющее кольцо 3 и закрепляют винтом 5. Центратор вводят внутрь свариваемых деталей 10 и 11 так, чтобы канавка 14 расположилась под их стыком. Вращают гайку 8, в результате чего конус 6 перемещается в корпусе 1. При продвижении конуса 6 разжимные пластины 7 расходятся в радиальном направлении, осуществляя центрацию деталей 10 и 11. На корпус 1 устанавливают сменный фланец 2, прижимают к торцу детали 10 и закрепляют винтом 4. Затем в полость конуса 6 подают защитный газ, который через каналы 12 поступает в каналы 13 корпуса 1. Оттуда газ поступает в наружную канавку 14 к корню стыка свариваемых деталей. По окончании сварки подачу газа прекращают, конус 6 перемещают в обратном направлении. При этом разжимные пластины 7 под действием пружинных колец 9 возвращаются в исходное положение, детали 10 и II раскрепляются. Центратор выводят из полости деталей 10 и 11. Для обеспечения сварки деталей различных типоразмеров необходимо иметь комплект сменных фланцев 2 и колец 3 и комплект сменных пластин 7.
Надежная защита сварного шва обеспечивается за счет того, что во внутреннем
центраторе защитный газ поступает через каналы 12 в конусе б и каналы 13 в корпусе в наружную канавку 14 пластин 7 с определенным направленным скоростным напором, который уравновешивает сварочную ванну и истекает по трубе в атмосферу.
Внутренний центратор обладает, по сравнению с известным универсальностью и простотой конструкции, причем надежность тазовой защиты обратной стороны щва не снижается, так как поступление газа в наружную канавку не зависит от смещения каналов в корпусе и конусе относительно друг друга. Кроме этого, достоинством центратора является создание такой газовой полости, которая уравновещивает сварочную ванну, что предотвращает наплывы на
обратной стороне шва и исключает дополнительную механическую обработку сварного шва. Применение центратора при сварке длинномерных деталей обеспечивает экономное расходование защитного газа, центратор с одинаковым успехом может быть применен в опытном, единичном, мелкосерийном, серийном и других типах производств, не требуя дополнительных затрат при смене номенклатуры деталей.
Формула изобретения
. 1. Внутренний центратор для сборки и сварки в среде защитного газа кольцевых стыков, содержащий корпус с фланцем, раз5 жимные элементы с наружной формирующей канавкой и тягу с конусом, в которых выполнены каналы, сообщающиеся между собой и соединенные с газоподводящим трубопроводом, отличающийся тем, что, с целью повыщения надежности защиты корня шва путем создания направленного потока газа и расщирения номенклатуры свариваемых изделий, центратор снабжен направляющим кольцом, закрепленным на корпусе, конус снабжен продольными пазами, в ко5 торых радиально расположены разжимные элементы, выполненные в виде пластин, а в корпусе выполнены каналы, сообщающиеся с наружной формирующей канавкой разжимных элементов и каналами конуса. 2. Центратор по п. 1, отличающийся тем,
0 что пластины выполнены с наружной поверхностью, соответствующей внутренней поверхности свариваемых изделий.
Источники информации, принятые во внимание при экспертизе
, 1. Авторское свидетельство СССР № 707742, кл. В 23 К 37/04, 1977.
2. Авторское свидетельство СССР № 336137, кл. В 23 К 37/04, 1969 (прототип).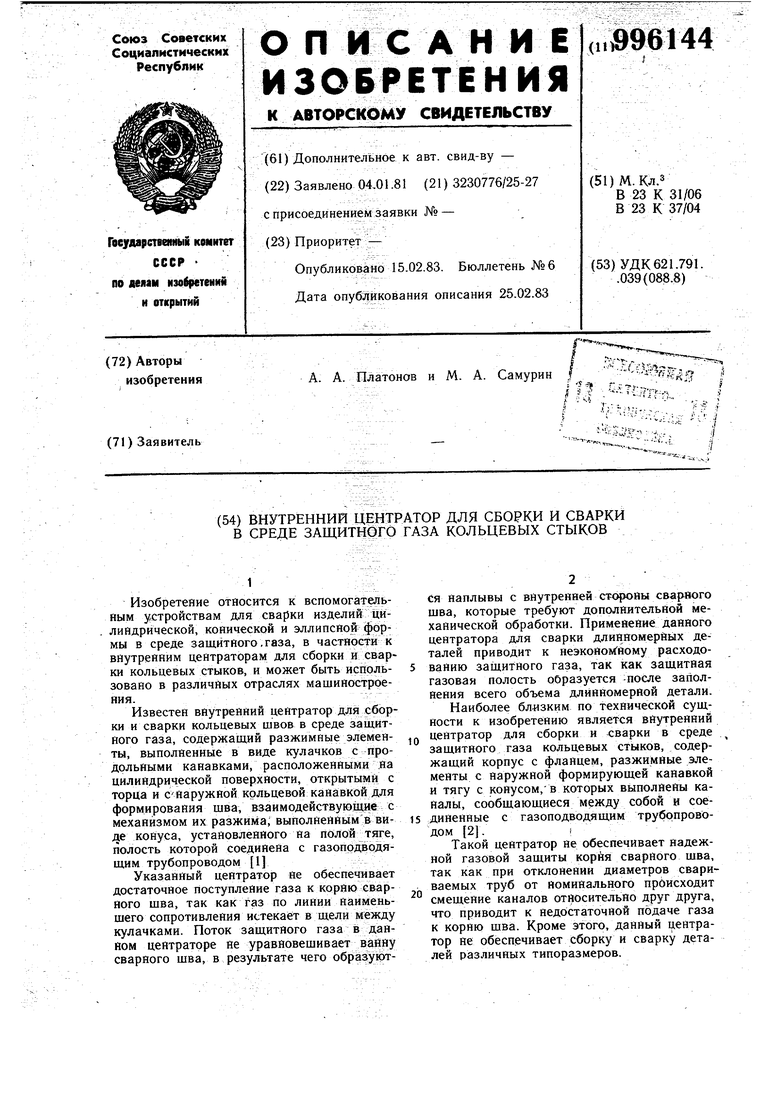
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки и сварки кольцевых швов в среде защитного газа | 1981 |
|
SU1094710A1 |
| Внутренний центратор для сборки и сварки кольцевых швов в среде защитного газа | 1977 |
|
SU707742A1 |
| Внутренний центратор | 1982 |
|
SU1082592A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156184C2 |
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ СВАРНЫМИ ШВАМИ | 1995 |
|
RU2080226C1 |
| Способ соединения пластмассовых рукавов и устройство для его осуществления | 1990 |
|
SU1782769A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |