гих активных сплавов, в подкладке выполнена дополнительная полость, соединенная каналами с формирующей канавкой и служащая для отвода газа, причем каналы, соединяющие обе ПОЛОСТИ с формирующей капавкой, раюпрйделены по длине жанавки.
Каналы длЯ подвода защитного газа и отвода избыточных газов могут быть выполнены в виде продольных рядов отверстий или в виде продольных щелей.
Возможно концентричное располонсеппе газоподводящих и газоотводящйх отверстий.
Кроме того, каналы для подвода защитного газа могут быть выполнены в виде продольного ряда отверстий, а каналы для отвода избыточных газов - в ,виде продольпых щелей.
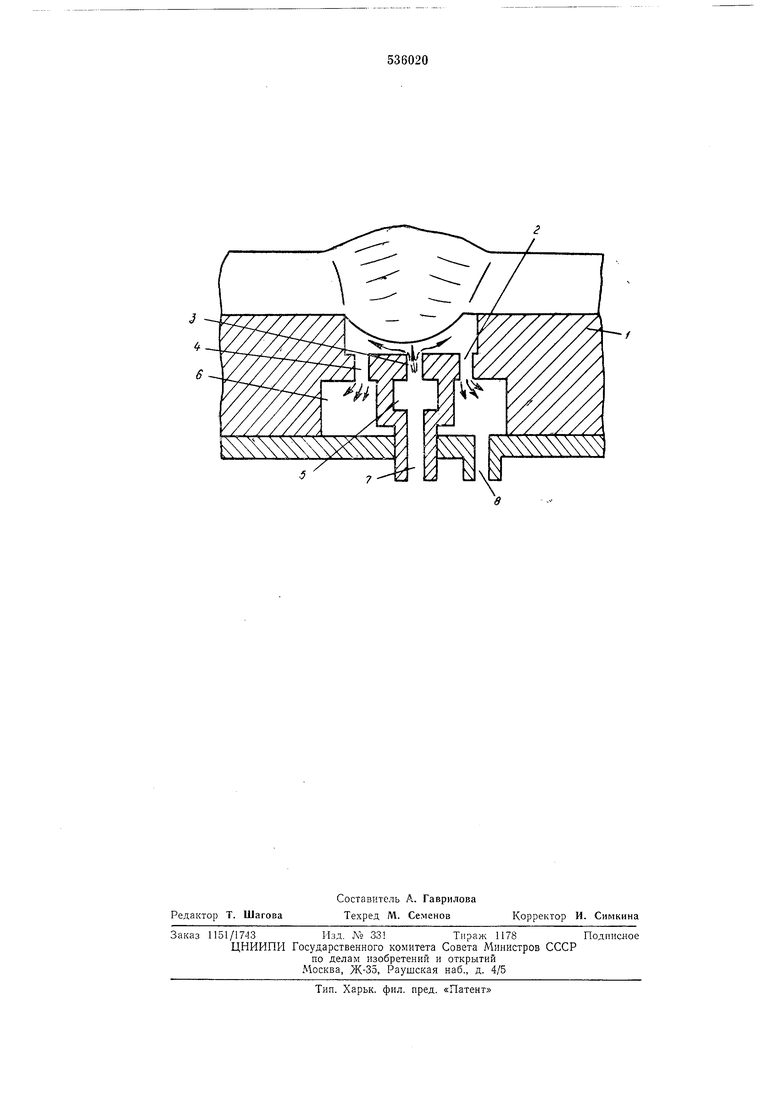
На чертеже изображено предлагаемое устройство.
iB подкладке / с продольной формнрующей канавкой, внутренней полостью 5 и каналами 3 и 4 для отвода газов в полость 2 и далее :в атмосферу через штуцер 5 выполнены дополиительные каналы 6 для подвода защитного газа из камеры 7, имеющей вход через щтуцер 8.
Каналы ;5 позволяют осуществить защиту обратной стороны шва за счет иоддува инертного газа в «aMeipy 7, а каналы 3 н 4 позволяют устра.нить возникающий при этом неконтролируемый перепад давлений по обе стороны от сварочной ванны за счет принудительного отсоса избыточных газов из полости 2.
Проводилась автоматическая сварка вольфрамовым электродом в защитной среде аргона круговых швов соединения фланца Ф 140 мм с элементом сфер|Пческой оболочки толщиной 4 мм из сплава АМгб.
После зачистки кромок шабером детали собирались встык па стальной подкладке. Кромки плотно прижимались к подкладке с. помощью стальной оснастки, в образовавщееся пространство между кромками и подкладкой через газоподводящие отверстия подавался артон под избыточным давлением (до +24 мм водЯного столба). Производилась поверхностная прихватка по всему периметру стыка, а затем осуществлялась сварка
на режиме: 22° А, f/cB Ю м/час с принудительиым отсосом избыточных газов из пространства между сварочной ванной и подкладкой через газоподводящие каналы.
В процессе сварки давление аргона в пространстве между сварочной ва.нной и подкладкой поддерживалось постоянным при следующих значениях: 0; 12; 24 мм водяного столба.
Все сварные швы подвергались визуальному контролю с замером геометрических параметров швов, а также рентгенографическому контролю с целью определения плотности швов.
Устройство позволяет практически исключить образование окисных плеи в сварных швах сплава АМгб при заданной и стабильной высоте проплава.
Использование предлагаемого устройства обеспечивает возможность существенного повышения плотности сварного соединения за счет поддува инертного газа без ухудшения формирования шва и повышение качества и надежности герметичных конструкций (сосудов, емкостей, трубопроводов и т. п.) из алюминиевых и других активных сплавов, широко применяющихся .в различных отраслях машиностроительной промышленности.
Формула изобретения
Устройство для формирования и защиты обратной стороны сварного шва, содержащее подкладку с формирующей канавкой и каналами, соединяющими канавку с выполненной в подкладке продольной полостью для подачи защитного газа, отличающееся тем, что, с целью улучшения качества и формирования шва, в подкладке выполнена дополнительная полость, соединенная каналами с формирующей канавкой и служащая для отвода газа, причем каналы, соединяющие обе полости с формирующей канавкой, распределены по длине канавки.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 219719, М. Кл.2 В 23 К 9/16, 22.06.66.
2.Авторское свидетельство СССР 263781, М. Кл.2 В 23 К 9/16, 03.12.68.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней стыковой электродуговой сварки | 1977 |
|
SU727362A1 |
| Устройство для формирования и защиты обратной стороны сварного шва | 1977 |
|
SU637223A2 |
| Способ сборки и сварки монтажного стыка трубопровода | 1987 |
|
SU1438938A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2008 |
|
RU2379163C1 |
| Устройство для формирования обратной стороны шва | 1978 |
|
SU778979A1 |
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2011 |
|
RU2444422C1 |
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1975 |
|
SU551138A1 |
| Устройство для защиты обратной стороны сварного шва | 1978 |
|
SU766810A1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |