Изобретение относится к технологии сварки, а именно к приспособлениям для формирования обратной стороны сварных швов при сварке листовых деталей.
Известна подкладка для формирования обратной стороны сварного шва при односторонней сварке стыковых соединений, содержащая корпус с размещенным в нем теплоизолирующим слоем и слоем флюса на гибкой биметаллической ленте со слоями, имеющими различные коэффициенты температурного расширения (Авторское свидетельство №903009. Подкладка для формирования обратной стороны шва при односторонней сварке стыковых соединений. МКИ В23К 9/02, 37/06, бюл. №5, 07.02.82). Недостаток состоит в том, что она может использоваться при сварке деталей из конструкционных сталей с помощью флюса.
Известна также подкладка для формирования сварного шва (Патент №2263011, В23К 9/035, 37/06, бюл. №30 от 27.10.2005.), содержащая формирующую канавку, отверстия для крепления в сварочном приспособлении и поперечные пазы, что улучшает качество проплава одностороннего продольного шва. Недостатком данной прокладки является отсутствие возможности осуществлять сварку с подачей защитного газа к обратной стороне шва.
Цель изобретения - расширение технологических возможностей и повышение качества сварного соединения при односторонней сварке за счет осуществления поддува защитного газа с обратной стороны шва.
Указанная цель достигается тем, что подкладка для формирования сварного шва, содержащая формирующую канавку и отверстия для крепления подкладки в сварочном приспособлении, в отличие от прототипа формирующая канавка выполнена в медной вставке, а медная вставка расположена в подкладке. Подкладка дополнительно содержит для подачи защитного газа цилиндрическое отверстие с подпружиненным поршнем, расположенное под формирующей канавкой. Цилиндрическое отверстие с одной стороны заглушено заглушкой, а с другой стороны в него установлен штуцер для крепления шланга для подачи защитного газа. Цилиндрическое отверстие соединено по всей длине с центром формирующей канавки каналом шириной 1-1,5 мм.
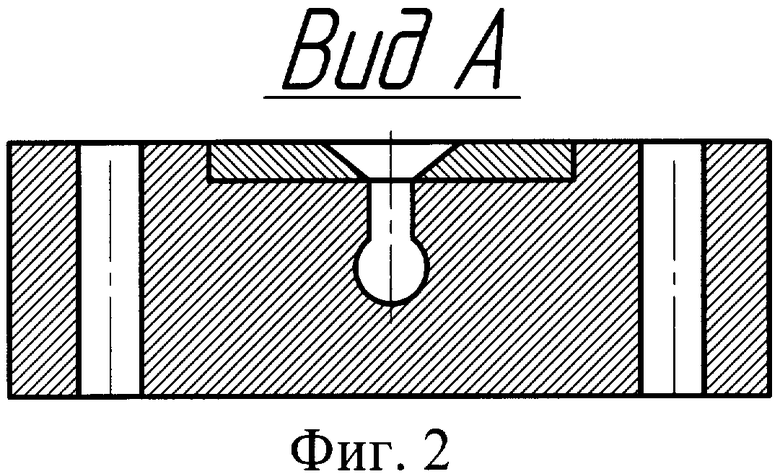
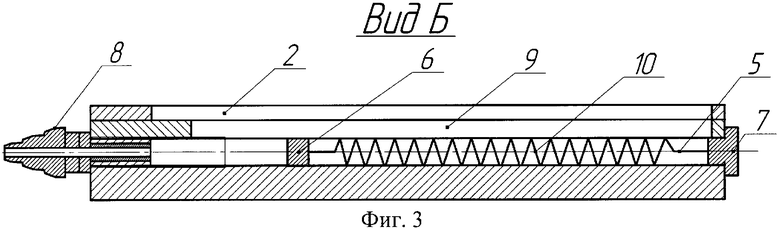
На фиг.1 показана предложенная подкладка, вид сверху; на фиг.2 - разрез А-А; на фиг.3 - разрез Б-Б.
Подкладка 1 содержит медную вставку 2 с формирующей канавкой 3, отверстия для крепления подкладки 4 в сварочном приспособлении и цилиндрическое отверстие 5 с подпружиненным поршнем 6. Цилиндрическое отверстие расположено под формирующей канавкой. Цилиндрическое отверстие с одной стороны заглушено заглушкой 7, а с другой стороны в него установлен штуцер 8 для крепления шланга для подачи защитного газа. Цилиндрическое отверстие соединено с центром формирующей канавки каналом 9 шириной 1-1,5 мм.
Сварка с применением предлагаемой подкладки осуществляется следующим образом. Подкладка 1 выполнена из конструкционной стали обыкновенного качества Ст3, в подкладку установлена вставка из меди М2 2 с формирующей канавкой 3. Перед сваркой листовые заготовки закрепляются на подкладке 1 свариваемыми кромками вдоль формирующей канавки 3 с помощью прижимных планок. В процессе сварки для защиты обратной стороны шва от взаимодействия с атмосферой защитный газ подается через штуцер 8 в цилиндрическое отверстие 5, давит на поршень 6, поршень сжимает пружину 10, перемещается и открывает канал 9, соединяющий цилиндрическое отверстие с центром формирующей канавки толщиной 1 мм. Медная вставка и узкий канал не позволяют затекать расплавленному металлу в цилиндрическое отверстие. В процессе сварки расплавленный металл заполняет формирующую канавку, прекращая доступ в этом месте защитного газа, что заставляет при движении сварочного источника перемещаться поршню и всегда подавать защитный газ к расплавленному металлу в место сварки и обеспечивает его защиту. При плавлении кромок деталей формирующая канавка заполняется металлом, прекращается подача защитного газа, поршень перемещается дальше, защищая формирующийся шов.
Таким образом, с помощью данной подкладки повышается качество за счет формирования сварного шва с подачей защитного к обратной стороне шва.
Предлагаемая подкладка обеспечивает технический эффект и может быть изготовлена с помощью известных в технике средств. Следовательно, она обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2011 |
|
RU2444422C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| Способ электронно-лучевой сварки закрытых сферических и цилиндрических сосудов и защитное приспособление для его реализации | 2020 |
|
RU2733964C1 |
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2004 |
|
RU2263011C1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Способ односторонней стыковой электродуговой сварки | 1977 |
|
SU727362A1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| Способ формирования шва при сварке | 1981 |
|
SU1058754A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ОДНОПРОХОДНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИМПУЛЬСНОМ РЕЖИМЕ ГЕТЕРОГЕННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2024 |
|
RU2828444C1 |
| Способ автоматической дуговой сварки под флюсом с принудительным формированием обратной стороны шва и устройство для его осуществления | 1987 |
|
SU1581548A1 |

Изобретение может быть использовано для формирования обратной стороны сварных швов при односторонней сварке листовых деталей. Подкладка выполнена с формирующей канавкой и имеет отверстия для закрепления в сварочном приспособлении. Под формирующей канавкой выполнено цилиндрическое отверстие для подачи защитного газа. В упомянутом отверстии размещен подпружиненный поршень. Цилиндрическое отверстие по всей длине соединено каналом с формирующей канавкой. Поршень установлен с возможностью его перемещения в процессе заполнения формирующей канавки расплавленным металлом и обеспечения подачи защитного газа в место сварки. Подкладка обеспечивает формирование обратной стороны шва в среде защитного газа, что повышает качество сварного шва. 3 з.п. ф-лы, 3 ил.
1. Подкладка для формирования сварного шва, выполненная с формирующей канавкой, имеющая отверстия для закрепления в сварочном приспособлении, отличающаяся тем, что она выполнена с цилиндрическим отверстием для подачи защитного газа, расположенным под формирующей канавкой, и снабжена подпружиненным поршнем, размещенным в упомянутом отверстии, при этом цилиндрическое отверстие по всей длине соединено каналом с формирующей канавкой, а поршень установлен с возможностью его перемещения в процессе заполнения формирующей канавки расплавленным металлом и обеспечения подачи защитного газа в место сварки.
2. Подкладка по п.1, отличающаяся тем, что она снабжена заглушкой, установленной в цилиндрическом отверстии с одной стороны, и штуцером для крепления шланга для подачи защитного газа, установленным с другой стороны отверстия.
3. Подкладка по п.1, отличающаяся тем, что формирующая канавка выполнена в жестко закрепленной медной вставке.
4. Подкладка по п.1, отличающаяся тем, что канал, соединяющий цилиндрическое отверстие и формирующую канавку, выполнен шириной 1-1,5 мм.
| ПОДКЛАДКА ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2004 |
|
RU2263011C1 |
| Подкладка для формирования обратной стороны шва при односторонней сварке стыковых соединений | 1980 |
|
SU903009A1 |
| Съемная подкладка для формированияОбРАТНОй СТОРОНы шВА пРи СВАРКЕплАВлЕНиЕМ | 1978 |
|
SU808227A1 |
| Приспособление к нивелирной рейке для контролирования съемщиком качаний рейки | 1931 |
|
SU28664A1 |
| DE 3103941 A1, 05.01.1983 | |||
| US 4049183 A1, 20.09.1977. | |||

